Millertime
-
Posts
180 -
Joined
-
Last visited
Millertime's Achievements
")



-
Thanks for the feed back . Played with the setting a bit more to see if there was something else that would be causing this and found that if I have tool contact point checked in the tool containment params tool path will cut to zero regardless of how much stock I leave. Change it to tip and stock to leave values are recognized. I think this might be file specific since I imported the operation into another file Selected dives and avoidance geometry and toolpath verified correctly.
-
Using Mastercam 2020 Tool path is Highspeed Raster. When I select all machining surfaces and set my stock to leave (.010 on floors .010 on walls) For avoidance I have 3 surfaces selected (my fixture ) floor and wall stock is set to zero . Run verify and backplot and toolpath is going to zero on all machining surfaces !! Been out of the loop on this forum for quite some time not sure if this is a glitch with this version.
-
+1 on that Collin I do the same here works great. The only problems I have doing this is when I import It resets My Coolant and Air blast to Ignore on both.
-
Don't use any of there standard ballnose endmills but for specials they are the go to guys..
-
Seco Fraisa YG1 Are pretty good cutters
-
Import operation tool
Millertime replied to Sebcloutier's topic in Mastercam C-Hook, NET-Hook and VBScript Development
give this a try when you import the operations you need to disable duplicate tool checking. -
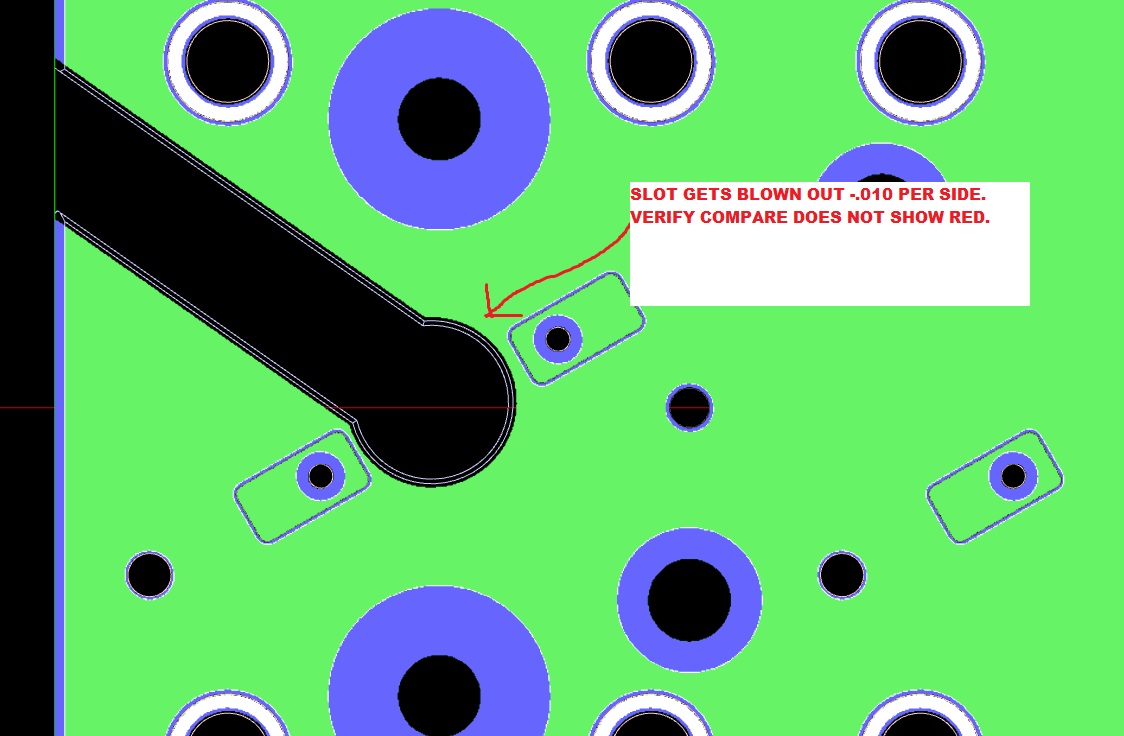
Using x7 mu1 to program this plate. Cleared out channel with op9 going -.010 p/s . Ran verify on it and does not show red on the compare? A little worried about not being able to catch a gouge if verify compare is not working properly.Anybody run into this? Also if you delete all ops except for op9 and run verify it will compare properly. I attached a screen shot and the file. Let me know what you guys think. Thanks!!! BAD VERIFY.MCX-7

-
3D model and pencil toolpath=0.3k ?????? why?
Millertime replied to CristiP's topic in Industrial Forum
no prob -
3D model and pencil toolpath=0.3k ?????? why?
Millertime replied to CristiP's topic in Industrial Forum
See file . I turned off rest passes and changed bitangency angle to 175. PENCIL PROBLEM.MCX-7 -
+1 pocket is doing what it is supposed to do. I added some depth of cuts and wrote a blend for the top. Are you asking how to ruff the top profile? TEST.MCX-7
-
to cnc software - coolant icon question -
Millertime replied to Trapper Paul's topic in Industrial Forum
Even though it did not work properly. It was nice to at least see If you had coolant on or off with out going into your'e parameters to check. -
you should be fine using cutters mentioned .I have cut a bunch of this stuff and I treat it Like hi hard p-20. Drills and taps fine. I have found it to be more stable than p-20 when removing large amount of material.
-
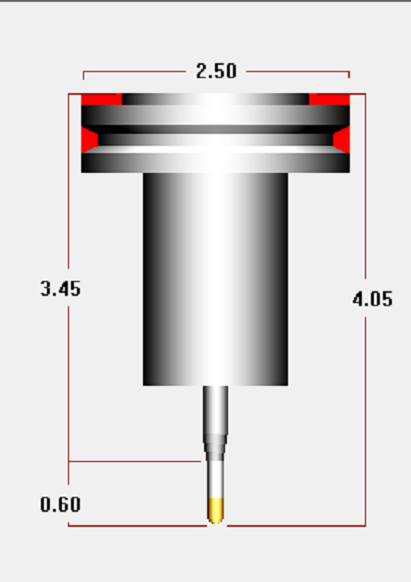
Try defining your tool length as the amount of flute you have. Then create a holder and put the rest of your non cutting tool geometry on the holder. Check gouge check setting and specify the clearance you want.

-
within a thou is correct. Also try high speed scallop with rest passes to a tool dia you will get a better path.
-
Thanks Colin