MrFish
-
Posts
532 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by MrFish
-
yes, had it yesterday with a 5 axis linking path and the post didn't put out the required G00 in the pre-positoning code. So simulated fine in mastercam and then alarmed at the machine. I had to change my linking strategy while I await a post modification. whoops old thread !!
-
Thanks Mike, yip local support is definitely a big consideration.
-
This is what we do, is a good way to be able to set the tab where "you" want them, and a good visual to where they are when you open a file.
-
Following ! And i'll just say that I would definitely stay away from the new UMC's. I'm not bashing on HAAS and had 6 of them in my last shop which we did some high tolerance/finish work on, including a first gen UMC750. But the second gen UMC's are a big step backwards. Well at least our UMC500 is, we have just been informed that "coining" marks in the corners of a pocket facing operation is a "normal" thing on UMC's and to not expect to be able to improve on that, this is taking 0.002" finishing passes too. The factory has done test cuts on a UMC1000 and UMC500 and can't improve on it, so it is what it is apparently !! Another local company has just listed their UMC500 for sale after less than a years ownership due to continual thermal issues that HAAS can't improve on. We have also just seen this on a batch of parts that had the Z axis moving 0.002" in both directions between parts, I can handle consistent spindle growth that you can adjust for, this is part of machining, but not knowing if the cut will be up or down by 0.002" between one part and the next is ludicrous.
-
Hi Mark Thanks, this is pretty much the approach i used at my last shop with a DMU 60, chilled coolant and probing with "in cycle" kinematic probing to correct rotation centres if needed. We could get the machine to hold 5 micron rotation centres after about 2hrs machining, but this was in a air conditioned environment.
-
HaHa, unfortunately our landlord wont allow it
-
Yeah I totally hear you and came out of a shop that we air conditioned and saw a marked improvement in stability of the machines. We could even get away with a HAAS UMC750 for these medical parts with the right techniques. Currently not an option to temperature control the current facility as we are just sub leasing a corner of a very large workshop. I guess we will have to allow for some inaccuracy's and deal with them with smart techniques and probing. Really just looking for real world opinions on different brands/machines from people that actually use them instead of sales people. Thanks
-
Hi Team We are looking at investing in a new 5 axis vertical mill, predominately work in the Medical and aerospace sector so needs to be accurate. Especially in operation over a shift. We unfortunately aren't in an air conditioned shop so can see temperature fluctuations of 15-20 degs C over a day. I can handle some slight Z "growth" as that is easy to chase but movement of the rotation centres must be minimal for the work we do. We are realistically limited to the following brands due to local support. Okuma, DMG, Mori, Mazak, Matsuura, Kitamura These are my current thinking on each option so far Okuma - Genos 460-5ax - Will be well supported, known to be rigid (although we tend to program in a high speed style), doesn't have feed back scales or any sort of active cooling on the axis components so i am concerned it may move around a bit during the day. Limited tool carousel numbers. Can't spec high pressure TSC. Mori - NMV3000 - This looks great with the driven around centre concept and I therefore imagine it would be very stable, but the price is very high in comparison. DMG - There is a number of options from 3rd Gen DMU50, DMU65 MonoBlock, DMU 40 EVO, I think to be realistic in our accuracy needs we would probably have to be looking at the EVO series with all the axis cooling and these are again priced high. We do have experience with DMG and I am certainly a fan of Heidenhain controls on 5 axis machines. Mazak - have no experience and don't know how they stand up ?, Not so sure about the "video game" style control ! Kitamura - MyTrunnion 4G - State some very impressive accuracy numbers , not sure if this is just marketing ?, no experience with code or control ? Hermle ???, no local support so probably not a good idea but I do like a lot of the design aspects, gantry, mineral casting, Heidenhain control, crush spacers to protect spindle. Matsuura - Would probably be in at the MX330/520 level machines and the facility we work out of has a few, the operators aren't super impressed with them as far as thermal growth goes. Also not a fan of the way they have the trunnion "hanging" off the front of the casting, if we were at MAM level would be less concerned. Would love to hear any opinions on any of these options, good or bad. Is very hard to get straight information out of a sales rep !! Thanks
-
You could use active reports, you would need to build a custom report to get what you want, example our tool list has a column for coolant that shows the operator what coolant the tool will use. You wouldn't be able to edit from there, but you could see which operations needed editing and them use the "common edit" function as described by Jake L.
-
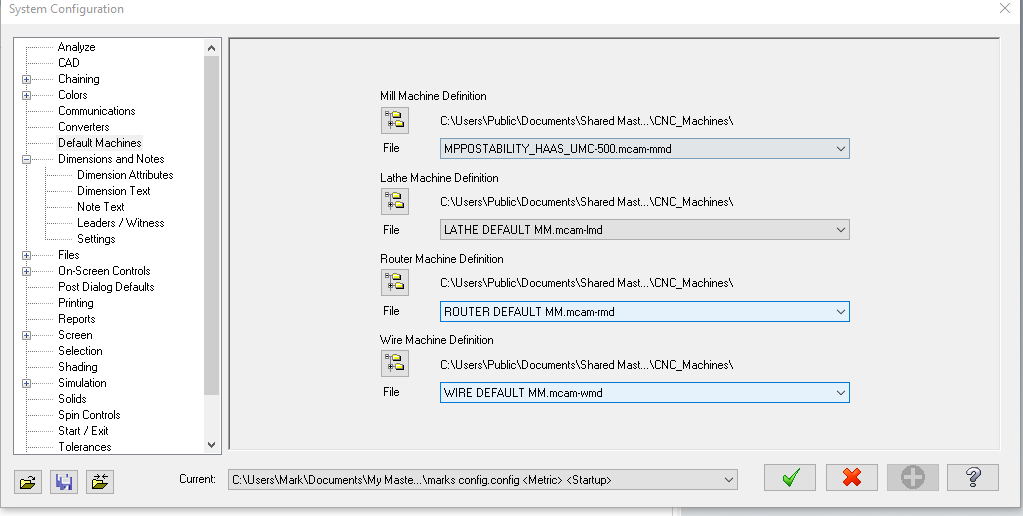
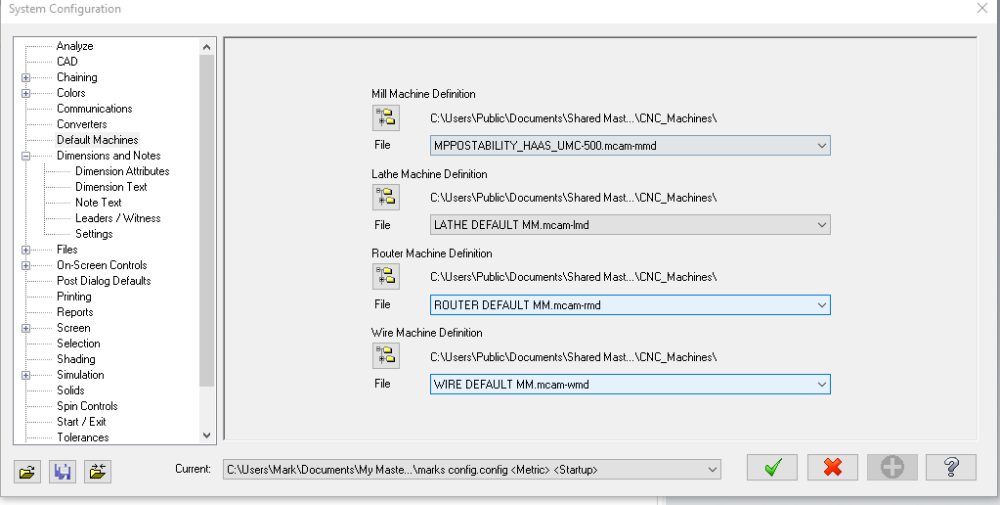
you set it in your configuration file
-
Sorry to hear you are getting a UMC500 , ours is a big step backwards from the UMC750 we had ! But to answer your question yes you can use the same post, you may need to make a copy and change some home position values otherwise it runs the same control so code is exactly the same.
- 1 reply
-
- 1
-

-
What's the best way to become an expert on the 3D Toolpath section?
MrFish replied to volitan71's topic in Industrial Forum
same here, I create a 'old 3d toolpaths" tab on every new install as some of these paths just get the job done better than the new ones, dreading the day CNC software decide to ditch them which I unfortunately think is inevitable at some stage. -
Sorry to hijack, but is their a switch to alter this linking function to default to off ?
-
That was it, installed latest driver and went away, thanks
-
Thanks Pete, i'll give that a go, often working with files from solidworks from a major customer rather than our system. is it more system related or file related. i.e. do I need to ask them to make that change at their end ?, not sure they would be keen on that.
-
For me MC2023 would have to be the most unstable version in many years, on update 1, crashes all the time after completing a function, whether that be a tool path, file merge, tool library export etc, very random and not repeatable , what are your feelings ?
-
no, PC, no onboard graphics just the Quadro
-
No, just a fresh MC install. Seems to flash when rotating the part on the screen, wondering if it is graphics card related ? Quadro 2200 card.
-
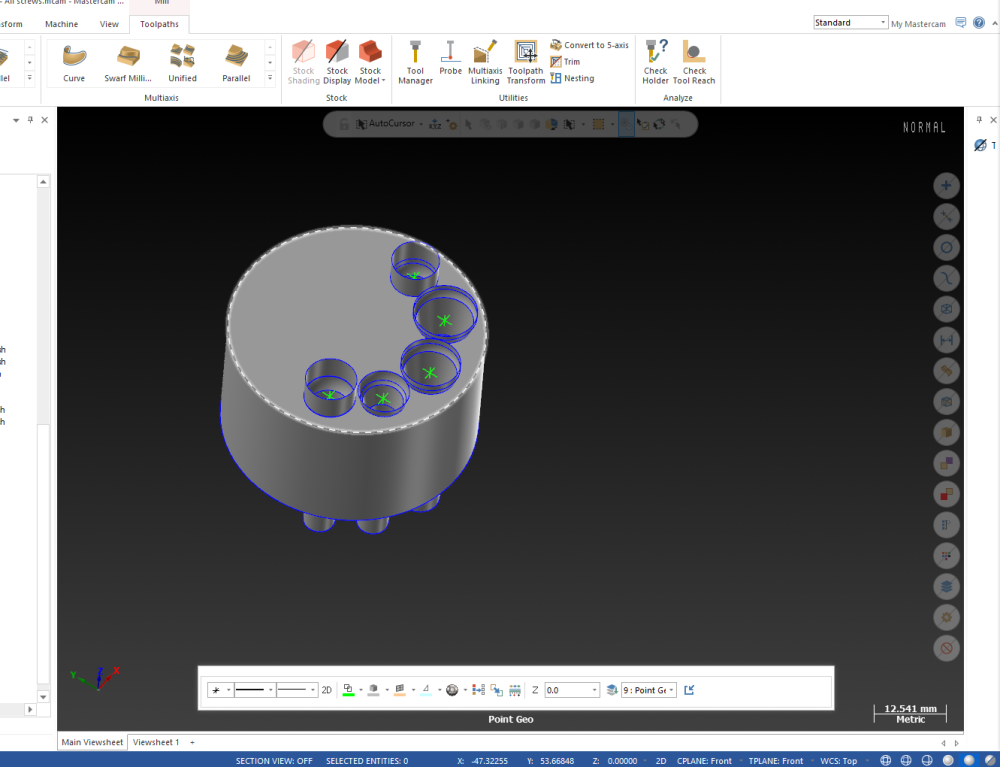
Axis substitution on a table table vertical 5 axis
MrFish replied to westerfieldc's topic in Industrial Forum
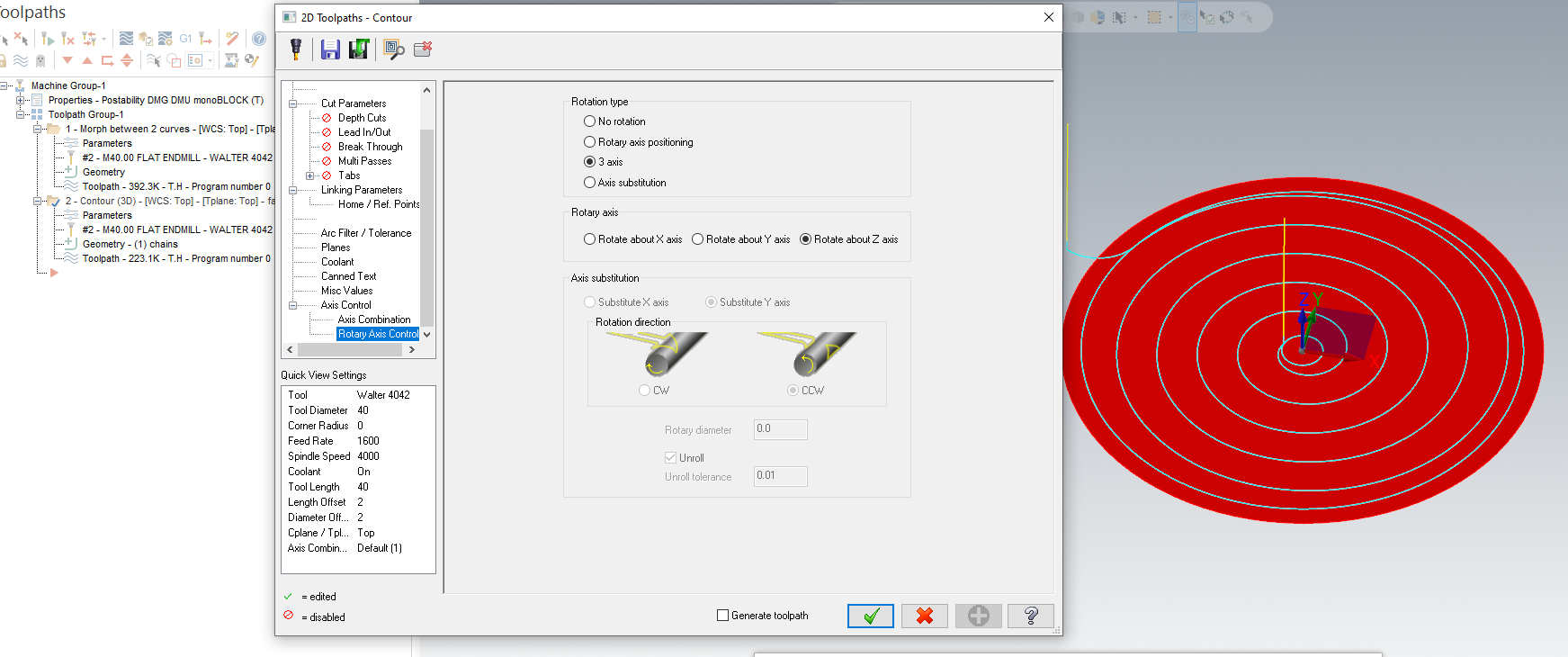
This is how i did it a while back, was a head table machine but don't see that being an issue if there is a rotating table. Used the morph tool path to get the motion I wanted and saved it out at back plot then used the geometry in a contour tool path with axis sub locked to 3 axis with rotate about Z axis, Doesn't make a lot of sense with 3 axis selection but worked with our post. Have also cut a tapered wall with the table spinning by using a multi axis path and locking the tilt axis relative to Z in the tool axis control, this makes the table turn. Possibly another way to attack it if the above method doesn't work with your post.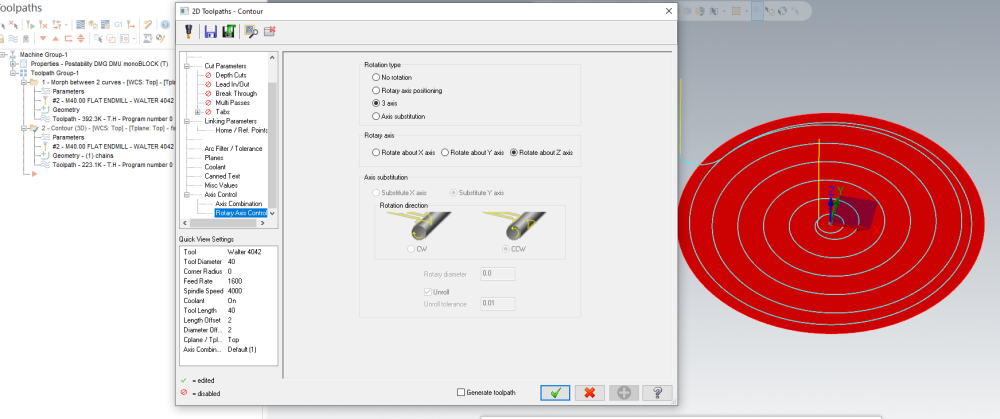
-
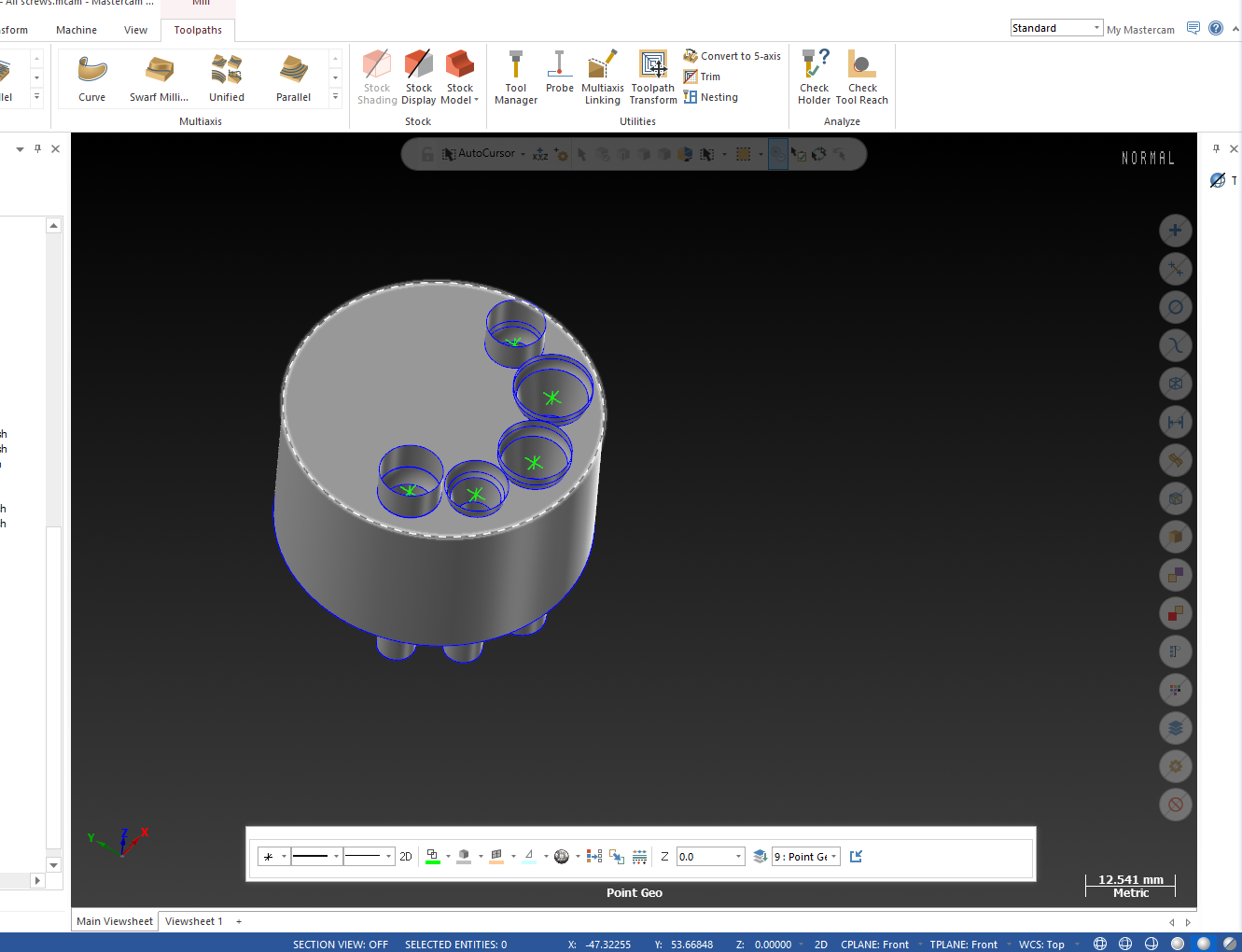
Anyone know why we are seeing this random "normal" word in the corner of our screen on a mastercam install on a new computer build ?
-
I emailed them about the pricing and was told that they receive no funding from the tool manufacturers, which honestly surprised me. I mean its basically a advertising tool for them ! Apparently search functions will still be free, but they did not elaborate on what won't be, I imagine storing of a library , speeds and feeds etc will be locked behind the paywall.
-
Has anyone worked out if there is a way to “display” stock from the stock setup page like you could pre 2023 ?
-
Hi Gunther, will the fixture import feature of X+ work with the new machine group stock tab in 2023 MC ? Thanks.
-
Thanks for the input guys.
-
Kennametal 4 land drills work exceptionally well in these applications and blow guns drills out of the water for speed.