Orvie
-
Posts
214 -
Joined
-
Last visited
-
Days Won
2





Orvie's Achievements
")





-
 CoroPlus Tool Supply
CoroPlus Tool Supply -
https://www.eaa.org/eaa/eaa-membership/eaa-member-benefits/solidworks-resource-center
-
If you create these API seal ring grooves often, it might make sense to invest in dedicated tooling.
-
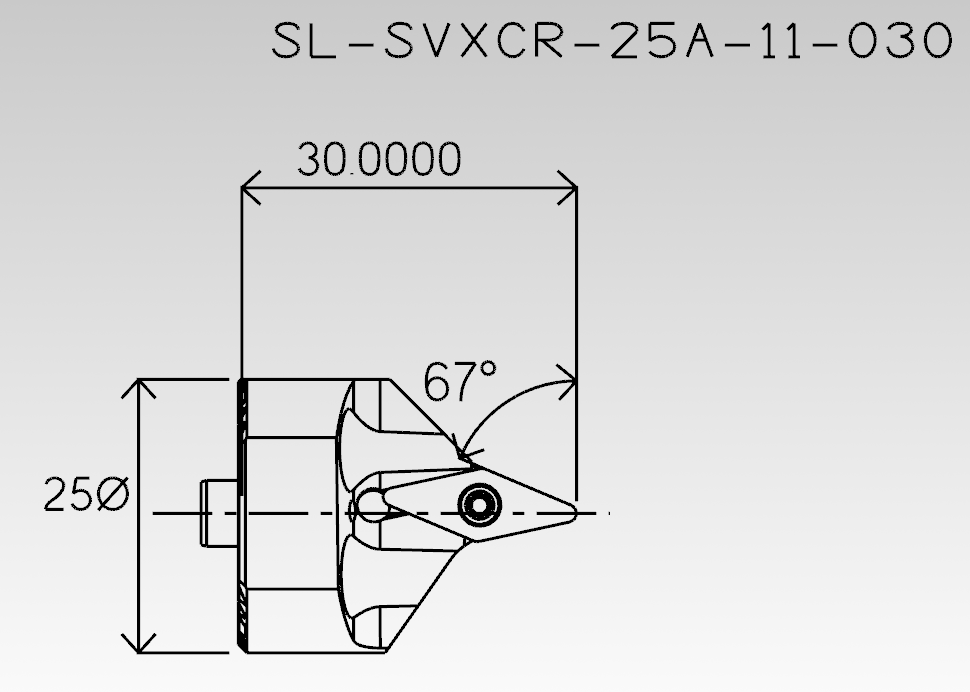
Sandvik CoroMill-Dura Multi Material
Orvie replied to Orvie's topic in Machining, Tools, Cutting & Probing
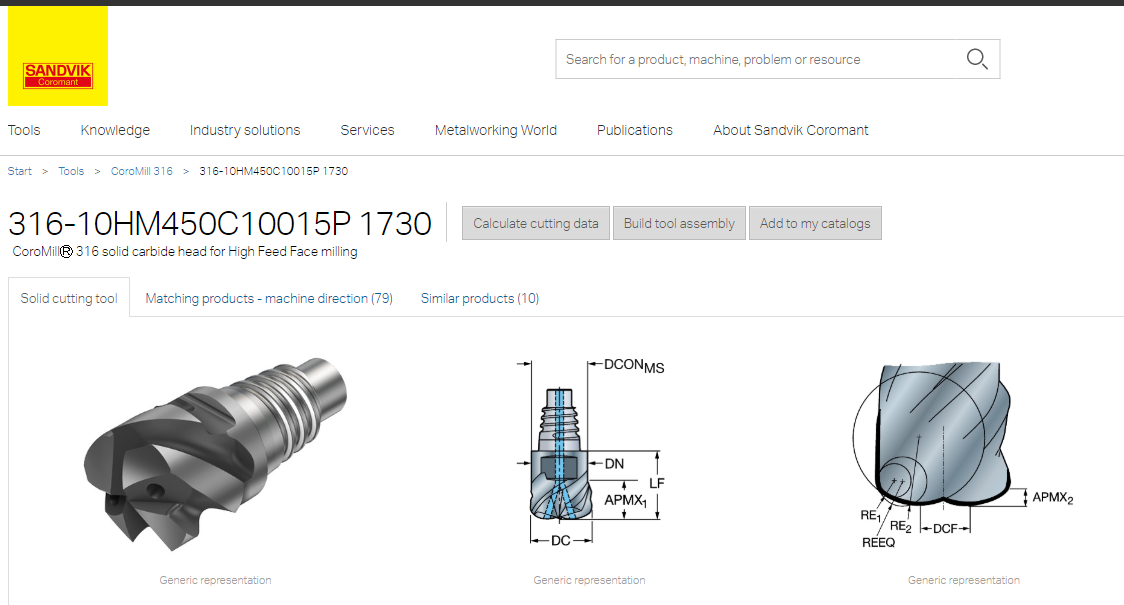
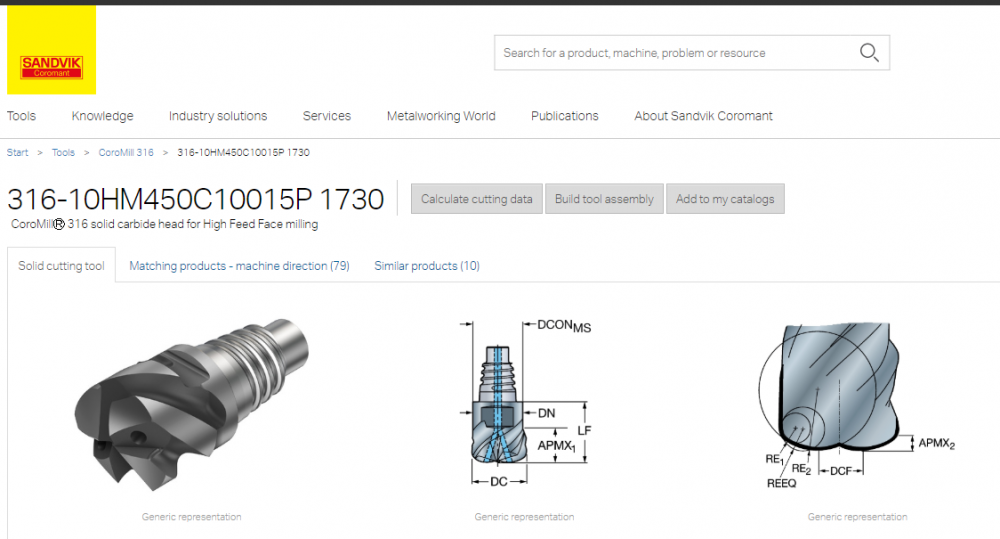
Sandvik Coromant acquires US based Dura-Mill You are correct. CoroMill Dura Catalog -
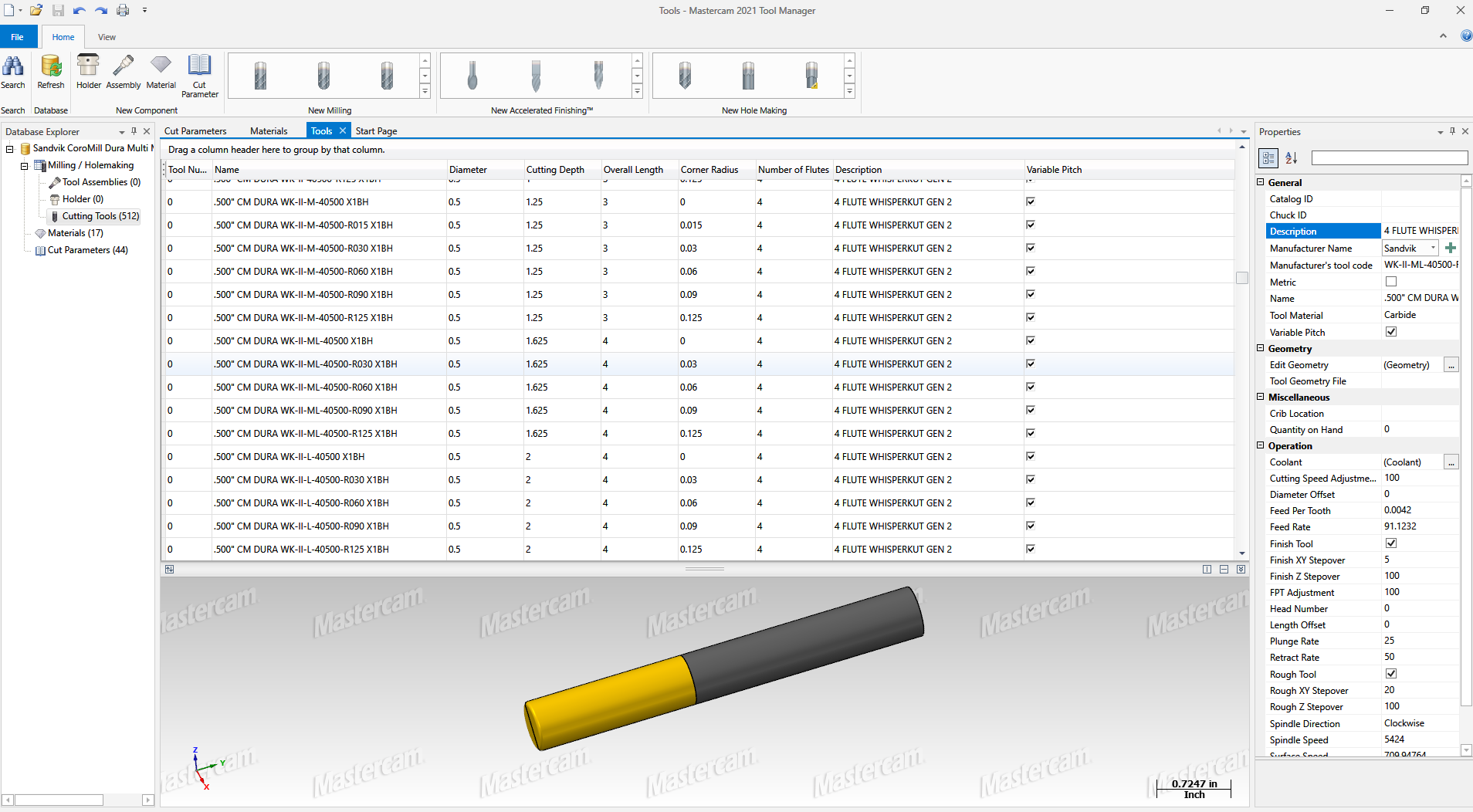
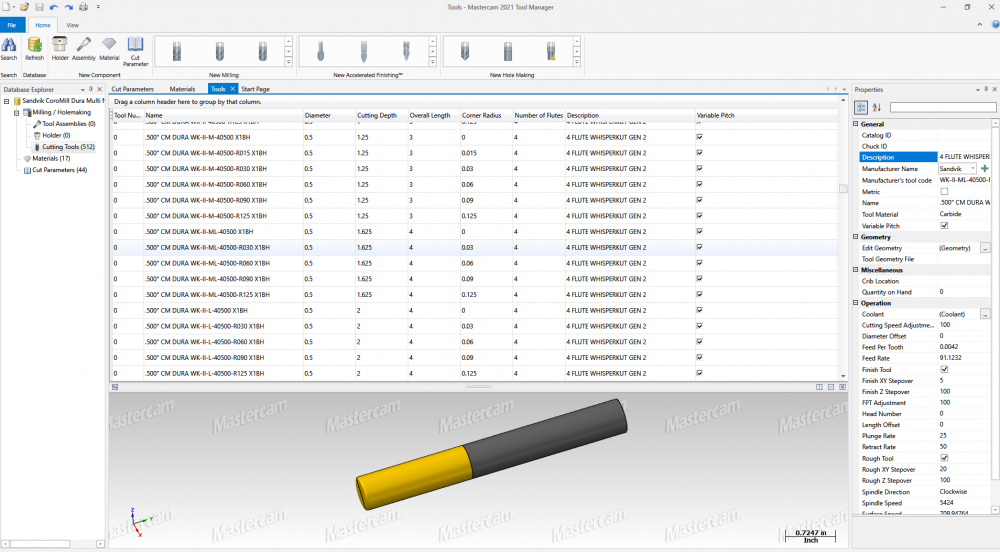
Here is the full library for the CoroMill-Dura for multi materials. All of the default cutting parameters are set up for ISO P Steel. Sandvik CoroMill Dura Multi Materials.tooldb
-
Here is a complete Mastercam Tool Library for the recently released Sandvik CoroMill-Dura WhisperKut end mills for aluminum. Sandvik CoroMill Dura Aluminum.tooldb
- 1 reply
-
- 5
-

-

-
https://documentcloud.adobe.com/link/review?uri=urn%3Aaaid%3Ascds%3AUS%3A879814ad-0c1d-4963-8760-6ffc5bf0d802
-
Here is an option for tapered floors or situations where a surface blends to a floor.
-
My new laptop
-
Help with running tape mode on fanuc 31i
Orvie replied to thatonegii's topic in Machining, Tools, Cutting & Probing
PCMCIA Card Runs Like Memory.pdf -
How it works Collection process Call our Customer Service Center at 1-800-SANDVIK (1-800-726-3845) to request free recycling containers. You can use the collection boxes at each machine or cell to collect used carbide inserts and solid carbide drills and end mills. All carbide inserts and solid carbide tools, both coated and uncoated, will be accepted. Fill the transportation boxes with carbide collected from each machine or cell. Put used carbide inserts and solid carbide drills and end mills together in the recycling boxes and or drums (see restrictions below). Return process Call 1-800-SANDVIK (1-800-726-3845) to obtain a Recycle Return Authorization (RRA) number and a current price per pound quote. Fill in the customer information and the RRA number in the customer information box on the return form and on the return label provided in the recycling containers. This information will ensure that you receive your check without delay. Ship the full containers using the shipping label included in the container. Be sure to include a copy of the return form in each container you return. A refund check or based on current price per pound times the weight of the returned carbide, will be mailed to you within 15 business days after receipt of the shipment. If you have any questions regarding your shipment, call the Customer Service Center at 1-800-SANDVIK (1-800-726-3845). Please have your RRA number ready when you call. Return restrictions Include only stand-alone inserts and solid carbide round tools; carbide cannot be connected or brazed to any other material. We do not accept cermet or ceramic inserts. These items are not recyclable. Please do not return these inserts.