dougm
-
Posts
109 -
Joined
-
Last visited
Recent Profile Visitors
1,537 profile views


dougm's Achievements
")



-
yes Please
-
Gcode that is a good idea i will contact them Doug
-
I am hoping someone has found a workaround running Dell 7810 Solid-box dual monitor, NVIDIA M4000 Mastercam 2019 if the Toolpath manager is running on the second monitor. and I re-select geometry in a Toolpath the operations manager disappears while selecting. then reappears,but has scrolled back to the top Doesn't do this in 2018 installed on the same system logged as Enhancement Request R-23444
-
Anyone using the Verisurf add on to program for a Ziess CMM ?
-
does it run Xilog ?
-
Double back tape run it complete,leave .005 so not to hit the tape if its small nest more than one very true DELRIN Brand has a porosity line in it unless its specked in use a acetal Doug
-
no just first time the control saves the calibration values in different locations for the mastercam version than the machine version
-
Roger we have lots of problems with ours too you need to make a calibration program first the probe needs to be calibrated with the productive + macros first our biggest problem is ours is on a tr160 and wants to put every thing on the backside of the trunnion dealer is still working on it i have a calibration program that i know works Doug
-
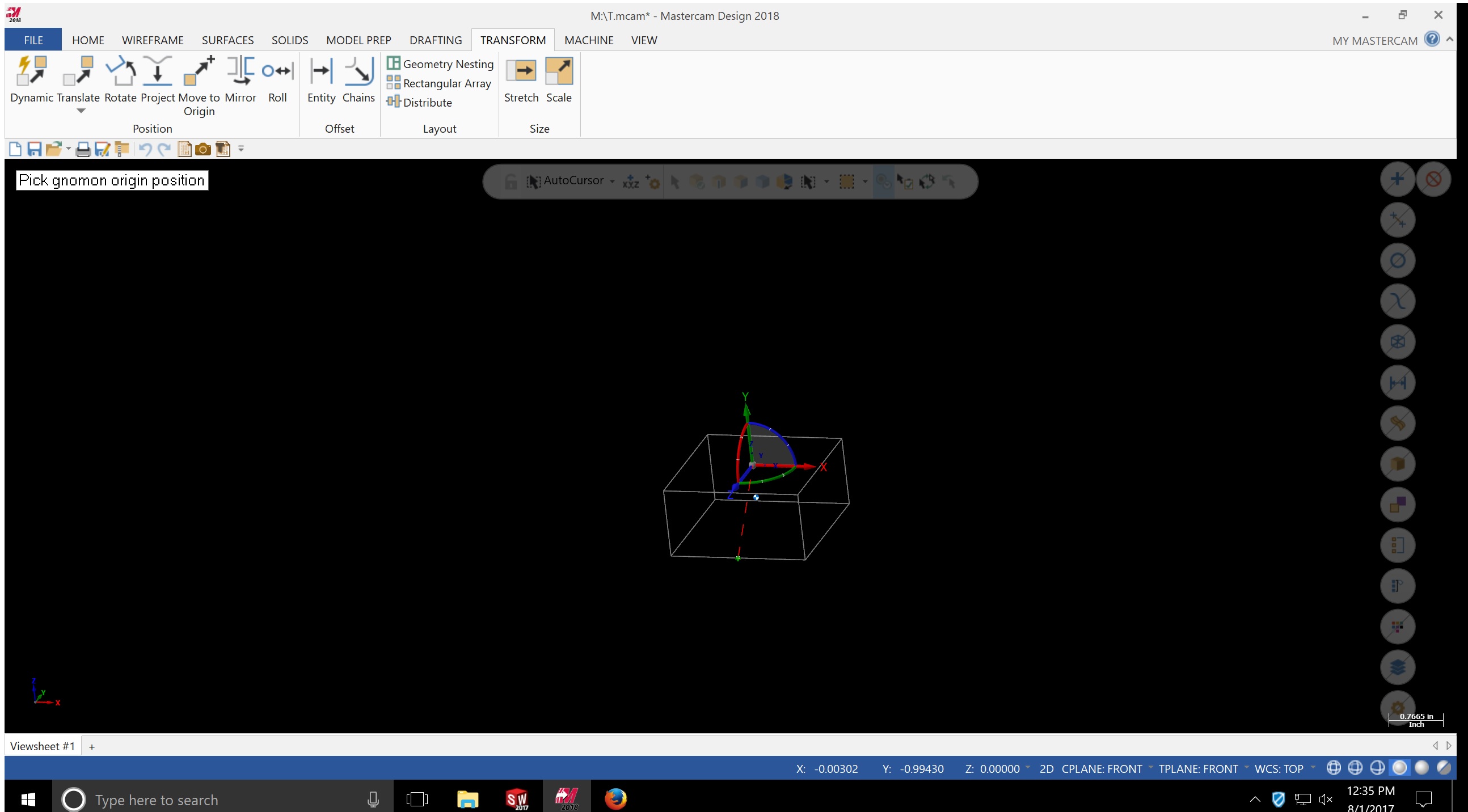
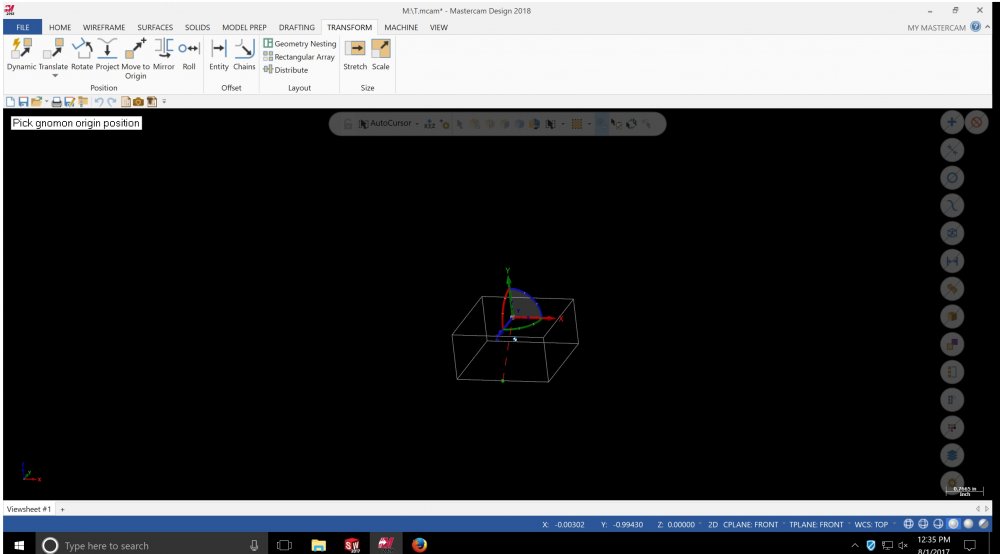
yes and in the front plane so the genome should go to the bottom middle of the box not y0
-
in a front view the cursor snaps to the middle of the lower line but the genome snaps to Z 0
-
what happened to the dynamic translate in 2018 ? it wont let me to snap to geometry in 2-d mode when the WCS is other than top
-
the only thing i see is the header it should be all one line the header is the most critical line in the program from your .xxl H DX=1020 DY=600 DZ=25 -A R100 /DEF O X=0.5 Y=350 Z=-10 the "D" values are part size -A and R are table Zone DEF is tool file should be "DEF" BX BY BZ is a coordinate shift on machine only thing i can suggest is open the file in Xilog on the machine make sure the dialog boxes or filled in with all these values the version of xilog these programs come from may be different than yours
-
here is some sample code change file extension to .XXL you should be able to open and edit in Xilog the machine will save as .pgm you may have to remove the XPL line this is for a 5x machine H DX=23 DY=12 DZ=.5 -A C=0 T=0 R=1 *IN /"DEF" BX=0. BY=0. BZ=0. ;T=102 | 1/4 O-FLUTE ENDMILL | H102 | D102 | D0.2450" | | CONTOUR.... SET ZFAST=.1 C=0 F=1 C=0 XPL X=0 Y=0 Z=.5 Q=0. R=0. XG0 X=-.3775 Y=5.8775 Z=-.75 V=1270 S=10000 T=102 D=.1 E=0# XL2P X=-.255 V=2540 XAR2 X=-.1325 Y=6 r=.1225 G=3 XL2P Y=12 XAR2 X=0 Y=12.1325 r=.1325 G=2 XL2P X=23 XAR2 X=23.1325 Y=12 r=.1325 G=2 XL2P Y=0 XAR2 X=23 Y=-.1325 r=.1325 G=2 XL2P X=0 XAR2 X=-.1325 Y=0 r=.1325 G=2 XL2P Y=6 XAR2 X=-.255 Y=6.1225 r=.1225 G=3 XL2P X=-.3775 XG0 X=-.3775 Y=5.8775 Z=-1 V=1270 S=10000 T=102 D=.1 E=0# XL2P X=-.255 V=2540 XAR2 X=-.1325 Y=6 r=.1225 G=3 XL2P Y=12 XAR2 X=0 Y=12.1325 r=.1325 G=2 XL2P X=23 XAR2 X=23.1325 Y=12 r=.1325 G=2 XL2P Y=0 XAR2 X=23 Y=-.1325 r=.1325 G=2 XL2P X=0 XAR2 X=-.1325 Y=0 r=.1325 G=2 XL2P Y=6 XAR2 X=-.255 Y=6.1225 r=.1225 G=3 XL2P X=-.3775 XG0 X=-.3775 Y=5.8775 Z=-1 V=1270 S=10000 T=102 D=.1 E=0# XL2P X=-.255 V=2540 XAR2 X=-.1325 Y=6 r=.1225 G=3 XL2P Y=12 XAR2 X=0 Y=12.1325 r=.1325 G=2 XL2P X=23 XAR2 X=23.1325 Y=12 r=.1325 G=2 XL2P Y=0 XAR2 X=23 Y=-.1325 r=.1325 G=2 XL2P X=0 XAR2 X=-.1325 Y=0 r=.1325 G=2 XL2P Y=6 XAR2 X=-.255 Y=6.1225 r=.1225 G=3 XL2P X=-.3775 XG0 X=-.3675 Y=5.8775 Z=-1 V=1270 S=10000 T=102 D=.1 E=0# XL2P X=-.245 V=2540 XAR2 X=-.1225 Y=6 r=.1225 G=3 XL2P Y=12 XAR2 X=0 Y=12.1225 r=.1225 G=2 XL2P X=23 XAR2 X=23.1225 Y=12 r=.1225 G=2 XL2P Y=0 XAR2 X=23 Y=-.1225 r=.1225 G=2 XL2P X=0 XAR2 X=-.1225 Y=0 r=.1225 G=2 XL2P Y=6 XAR2 X=-.245 Y=6.1225 r=.1225 G=3 XL2P X=-.3675 XPL X=0 Y=0 Z=0 Q=0. R=0. .END
- 5 replies
-
- 1
-

-
- Mastercam
- Morbidelli;
- (and 2 more)
-
Does it run Xilog ?
-
Our 3+2 was just as chall said sheared the bolts twice