





jerod951
-
Posts
20 -
Joined
-
Last visited
-
Days Won
1
jerod951's Achievements
")




-
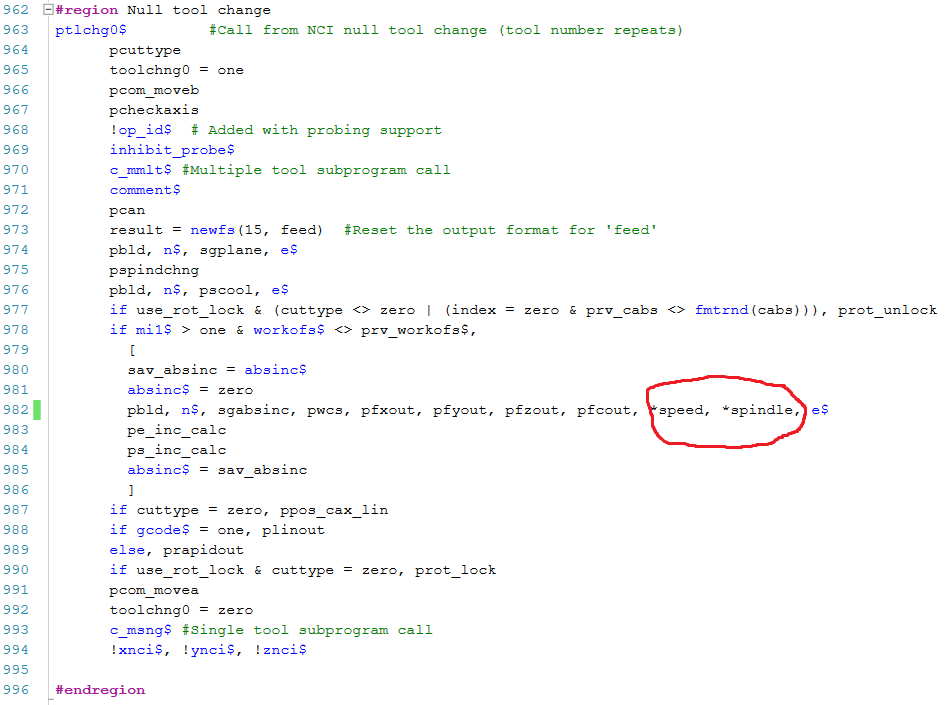
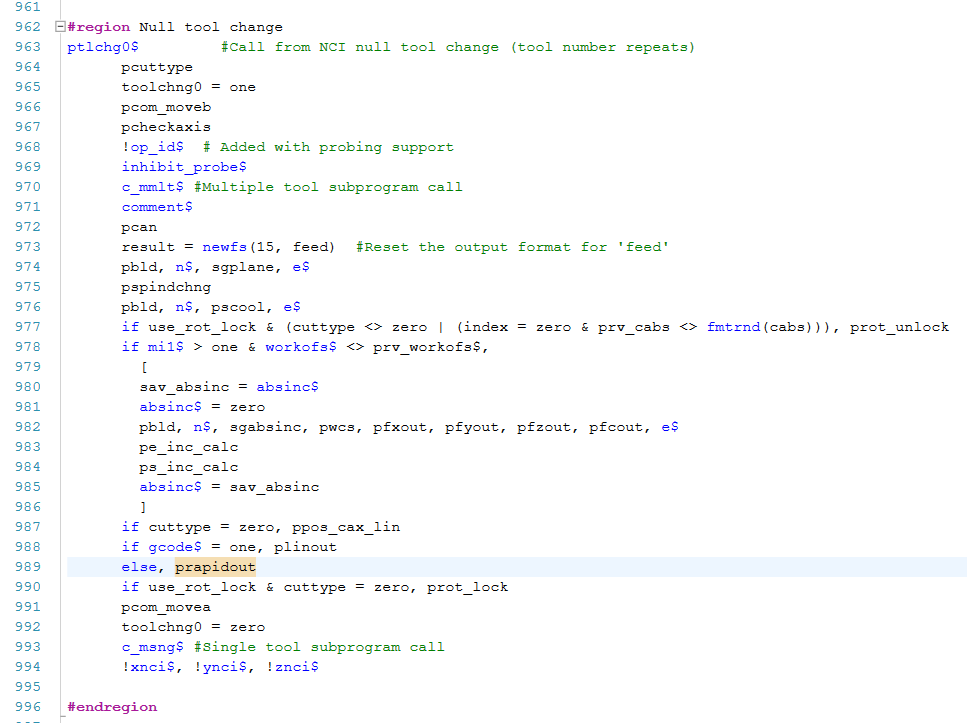
I added (*speed, *spindle,) to the pwcs line in the Null tool change region and it worked. Thank you Leon82 for the help.
-
Thank you. I’ll give it a try on Monday. Happy thanksgiving!!!
-
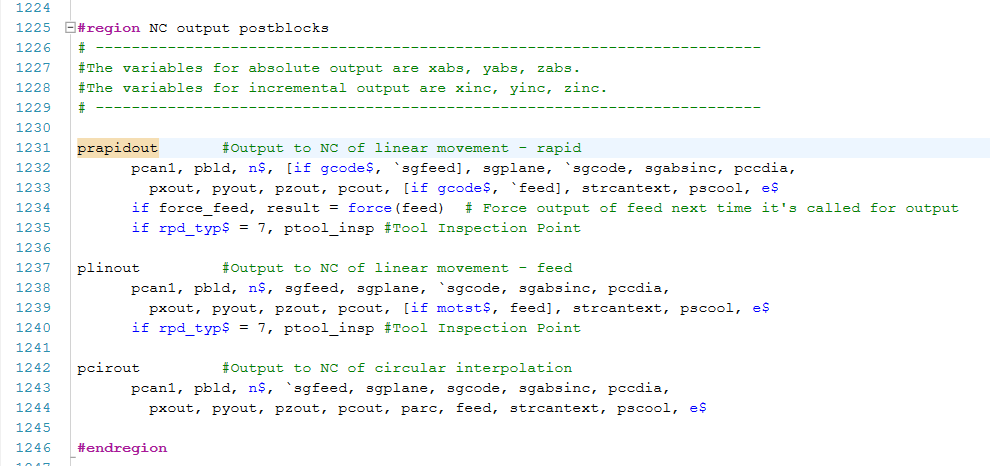
Thank you for you reply Leon82, I didn't see a switch for it. Here is a snip of my post when I search for prapidout, I do not see any speed there. Can I add it?
-
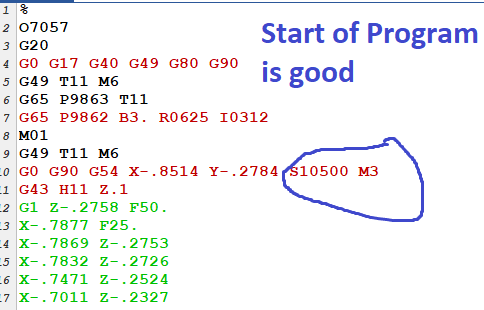
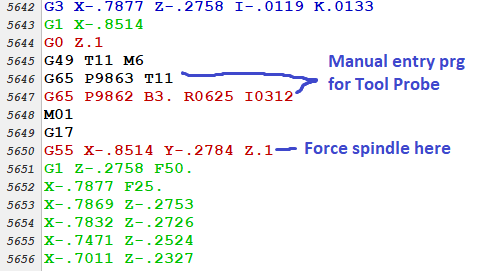
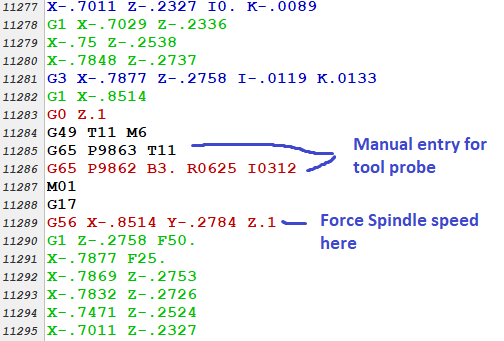
We have Fanuc Robo Drill Machines using the Generic Fanuc 4X Mill post and we have run into an issue with not having a spindle speed call out after the second offset. We will have multiple offsets running 1 tool and in between offsets we have a manual entry operation that probes the tool Z and diameter. After the probing on the second offset, it loses the spindle speed and needs it again. Is there any way to for spindle speed every time it outputs a new work offset?
-
I have seen this on our older Haas VM3 machines. When I see this alarm I power the machine down and power it back up and 9 times out of 10 it works again. Sometimes When the machine fails to load the drivers I have Haas come out and reinitialize the machine and then it starts working from there. Try power down and power back up, if not maybe share your posted code to see if we can find anything there by chance.
-
Desktop shortcuts to launch user specific configurations
jerod951 replied to JoshC's topic in Industrial Forum
Awesome, Thanks for sharing. -
4 Axis post too many m01's turns off spindle
jerod951 replied to jerod951's topic in Post Processor Development Forum
Thanks again Ron -
4 Axis post too many m01's turns off spindle
jerod951 replied to jerod951's topic in Post Processor Development Forum
Thank you for your reply Crazy^millman. I tried to go through my reseller on this issue but I do not think they understood the issue completely. They edited the post to output an M3 after every M01 and did not have a spindle speed with it. So when I tested their edit it would turn the spindle on at the M3 but turned it back off after the retract. After that, they made another attempt but I have not tested the next edit because I feel like they still do not understand what I am looking for. However, they did mention adding an integer to turn off M01 in between operations if no tool change is needed. This may be what you are talking about crazy^millman. Reseller reply: I have modified the post to add a misc option to not output M01 between operations with the same tool unless it is selected. This is set on misc integer 10. The default is set to 0 for no M00 or M01 between operations with the same tool. Select 1 for M00, or select 2 for M01. If an M01 or M00 is posted I have set the post to restart the spindle and spindle direction after. Is this what you're talking about having added? I'll check out this edit they did and ill see if this works if not ill get with In House Solutions personally to have them look into it. Thank you again for the reply crazy^millman. I am new to the 4 and 5 axis stuff and needed someone else's feedback on this one. -
I am having an issue when posting out a 5 axis morph along with S\F Flowline. The machine is a Haas VM3 with a SRT210 rotary table. The issue that we are having is that whenever an (In this case) morph program is posted out along with other operations it will output an M01 after every operation. In testing, I posted out a morph program followed by 3 flowline programs and it would insert an M01 even in between the flowline operations that were on the same plane (or rotation) all using the same tool. So if there is no tool change in between operations it will start the next operation with the spindle off. As long as we do not post out the Morph program with anything else everything is good. If I post out only the flowline operations NO M01 are outputted. Morph with Flowlines posted: Luckily the machine was on option stop and the operator was able to catch it. Now I have the operator post out the 5 axis programs by themself unless I have time to edit the code manually. Here is the same code edited: My main question is, is there a reason when the morph program is posted that it wants to through an M01 in between every operation instead of in-between tool changes like normal? Is it because it's a 5 axis program and it expects a tilted plane or rotation that was never outputted or needed? If I take out the M01 everything works fine but then we lose the option stop ability between tool changes. On a similar project, I use to use 5 axis flow instead of morph and never had this problem. It doesn't make sense but It seems to be only affected by morph. I am past this project now but I would like to figure out how to resolve this issue before the next time type of scenario comes up. The post we use is from In house solutions and has been a very solid post. Any info is greatly appreciated.
-
Have you tried deleting your config. file and restarting Mastercam?
-
Dirty operations using holder on file open in MCX9
jerod951 replied to jerod951's topic in Industrial Forum
Yes I have already looked at that. It is checked. -
Has anyone had an issue with operation's using holder opening up dirty. Whenever I import operations from one file to another then try to open up that file again all operations that are using holders are dirty and need to be regenerated. If I create new holders and I don't import anything everything is fine, but as soon as I import even a single operation using a holder then all operations using holder's open up dirty. I have tried re-selecting holders and also using a different holder library and nothing seems to work. So now I am having to leave files up on my computer until jobs are done. For now I will not be importing anything but that will cause a lot more work in the long run. Unfortunately I cannot share any of my file information due to copyright infringements so I cannot sent a zip2go to mastercam or anyone else. If I get some more time I will try to create a dummy file that I can share. Any help will be greatly appreciated.
-
Right click above your backplot icon and select docking.
-
THAT ACTUALLY HELPS OUT A LOT. I DONT HAVE ANY OF THOSE TOOL BARS ON MY SCREEN BUT I DO KNOW HOW TO GET TO THEM. THAT WORKED THANKS A LOT FOR THE INFO.
-
AARON IS THIS LOCATED IN THE CONFIG SETTING UNDER SHADING? BECAUSE IN X8 I DONT SEE THAT SETTING
