





T_MALENA
-
Posts
341 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by T_MALENA
-
Does Camplete support mikron 5 Axis machines?
T_MALENA replied to Leon82's topic in Machining, Tools, Cutting & Probing
They did at one point...in 2008 I was outputting Mastercam code to Camplete and running it on a Mikron (HMU600?) with Heidenhain controls (530?) It worked Awesome. -
Single Point Broaching on Lathe
T_MALENA replied to McRoth's topic in Machining, Tools, Cutting & Probing
Do it all the time here... Horn has some great offerings. As far as the CNC goes. I just program the the whole path of the keyway in G1. Seems to be faster than G1 cut and G0 rapid out. Depending on the machine you will need to add a G or M code to feed with no spindle rpm and Feed per minute instead of feed per rev.. Have had success with Broaching Alum & steel at pretty high feeds (F250. ipm) Approx. .005/.01 stepover. -
Think this is a multi step deal.... flip the switch, machine goes to alarm state, reset alarm, machine stays with a yellow warning at top of screen, hold control button( has 3 hash lines on it - not CTRL) Then carefully handwheel to location. BUT USE CAUTION. YOU CAN RUN THE MACHINE INTO ITSELF CAUSING SERIOUS DAMAGE. I THINK....its been a few years since doing similar things. There is also a password code to access parameters to make it do the same.
-
Not an Integrex...but a Mori. It was stuck in the B-axis head. ended up being the coolant tube had worked its way loose (maybe a couple turns). So it happened at the toolchange. Didnt know it until we went to change tools. The coolant tube was swaged onto the spindle through coolant. Turned into a service call, set the machine to unclamp and then pried the tool loose with a slide hammer locked into the tool. I believe the only damage was to the toolholder and a snap ring in the spindle. assumed we'd damage the coolant connector also but dont remember. Now all coolant tubes on my machine have lock-tight on the threads before installing the tube. Good Luck.
-
Yep. That's the ticket. Quick call to CNC Software and he pointed me to the same download. Looking good so far. Thanks.
-
Anyone have info on this? Have a new install of Cimco and Mcam 2023. I tried to follow the 2 links from AHarrison, but keep getting logged out for some reason.
-
Riken Seiki Chuck collets - HELP
T_MALENA replied to T_MALENA's topic in Machining, Tools, Cutting & Probing
Just in case someone else runs into this issue...after more digging...www.rikenseiki.co.jp is the home web page. Now to find a local reseller.- 1 reply
-
- 1
-

-
Hi everyone, Anyone ever seen a Riken or Riken Seiki collet ? Where could I buy them? The solid "back" end is 75mm OD. I'm looking for a 2.188 ID, but will take any ID and just bore it out to size. I cant seem to find anything, period. Thanks in advance. Doc1.docx
-
Thanks Guys. On my more complex part I created/rotated a plane to get the X&Y cuts. On the simpler part(pic above) I just copied the feature and rotated it all in the same plane. I was actually hoping I was missing something and a couple check boxes and clicks I'd be good to go. So hopefully the next release will have this added??
-
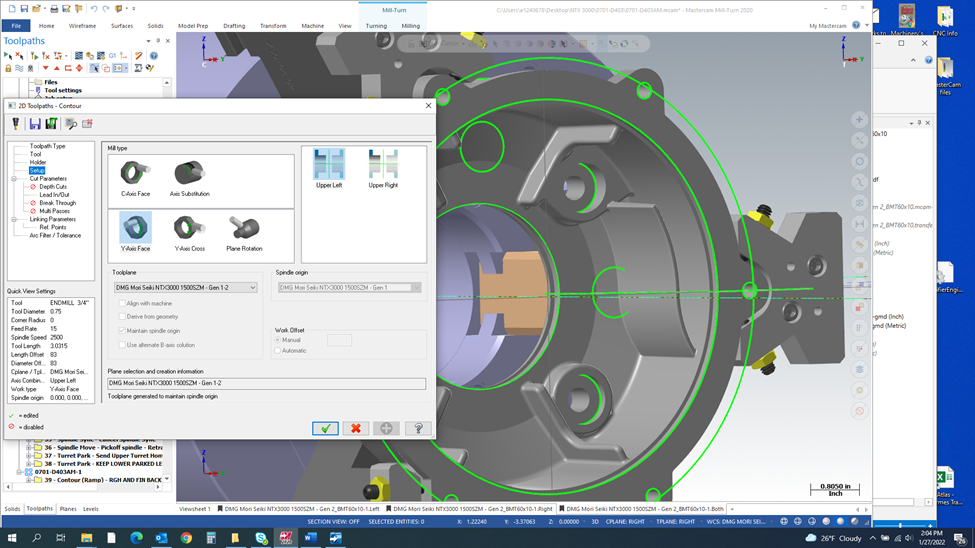
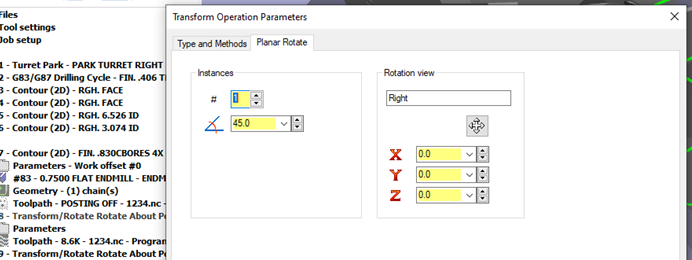
OOPS the rest of the explanation didnt get copied. So I have code to cut the part...just not the code I want. My upcoming part is too large to machine "all" the face features with X & Y only. I need to machine face features(like a cbore) by positioning to C0 then cut X & Y then position c-axis to 90 machine again with X&Y - repeat at C180 & C270 Thats all good. but like the above 1st pic, my cbores are at C45, C135, C225 & C315 - if I program at C45 I'll run out of travel (on the larger part). How do I get Mcam to rotate the part to C45 and then machine X & Y? Then transform rotate that 90 deg 3 more times?
-
Trying to do a transform Rotate using C-axis to position and then XY face machining. This is MasterCam 2020 Mill-Turn. Is there not an option to rotate the 1st hole to 45 deg and angle between the rest at 90 deg.
-
If my memory is correct on the ATC POT NO page you key in "S 1,L" or "set 1,L" Adj pots must be clear. I think the control will designate a pot 1M and the two adj pots will change to D Assuming you know this by now since this reply is 3 weeks after OP
-
Bob W....not to be a smart guy...but I'm posting code that runs without changes...its not what I end up as a production program...but thats due to my choice. Its not crashing and for a small piece run I dont make changes to the posted code. Its from fastech / postability(i think I read their name in the post) Not sure who did what...between Fastech/DMG Mori etc. but it works. NTX3000's
-
Okuma Macro and writing to file
T_MALENA replied to A Blackwell's topic in Machining, Tools, Cutting & Probing
You can also search for "Okuma mnemonic codes". That may give you a few more ideas. The Okuma is very similar to Macro B in style and logic...Okuma uses shortened words. You can also make up your own... FINPAS=.005 or WKOSET=12 or T2OSET=-12.1234 or Okuma's codes VATOL=1 VZOFX[1]=23.1230 (G15H1 X value) -
Complex Mill-Turn with Mastercam. Is it possible?
T_MALENA replied to Etrain's topic in Industrial Forum
I'm running DMG Mori NTX3000's with Mastercam (2020 & 2021) and a custom post. Works great. I believe we had a custom post included in the machine purchase. Our machines are Left & Right spindles, Lower turret works on both spindles and upper head(B-Axis) works on both spindles. Upper B-Axis is full turn & mill capable on both spindles. So far (knocking on wood) I've had no real issues with verify vs actual machine cutting. -
Mig, If the machine was running and now it isnt...this is what I was assuming. Then I'd be looking into something tripping the limit i.e. chips, gunk etc. Another possible, is the soft limit was adjusted outside the stroke end limit.
-
Is there more to that alarm? usually Okuma will have some values pointing to XYZ. You could also check I/O to see what may be happening. And then look at basics, like chips or crud causing the trip...seen this one before.
-
Hi Everyone, Starting my new job here and programming up a few NTX3000 mill-turns. Does anyone with a NTX3000 post directly from Mastercam and run?(without major editing) Would someone (or many) be willing to share a posted program with me? I'm looking for the G-code to Turn, drill/mill OD and face on both Main and sub spindles. The actual programming part I'm completely fine, its the G/M-code and order that I'm having problems with. We are working with our reseller, who is supporting us and doing an excellent job at it! I just want to get the end result program working exactly they way we want it and then go back to our reseller and have our post modified to output code more efficiently. My current problem is I don't know exactly what I want to be able to direct the post modification. Thank you in advance.
-
May depend on the machine. But M98 P1234 L10 will run program O1234 10 times. try it in dry run 1st.
-
Its not that hard to machine. I used 1.5% of the tool dia. in total chip load...so a 1/2 mill(6 flute) would be .0075 per rev or .0012 per tooth. Try for max depth of cut and limit radial doc so as not to break the tool. The material will wear notch at your depth of cut. Use tooling designed for Stainless and High temp alloys. Feed mills are real good here. If you'll have long cut times, create transition points and add a M00 to look at the tool for wear. Or Have rough, semi fin and fin mills.
-
yep...contacted them 1st. They are checking their contacts. But we want to move this soon - without bidding/viewing etc. Its brand new - has never been connected. So we want a cash offer(unless we know buyer), buyer to arrange all shipping if needed. We will load on truck for buyer.
-
Guys...1st I hope this is allowed, didn't see anything in guidelines. I have 2 brand new Okuma MA600 machines...I don't need the chip conveyors. I actually have two huge dust collectors sitting where the conveyor goes. So with that I'll let the conveyors go for a song...no joke, we need the space. message me if you are interested.
-
Same thought here...depending on TPI the spindle/feed is at the max accel/decal rate for the machine.
-
Just gonna leave this here...I happen to have a 40,000 precise spindle, complete with aux chiller and mounting brackets. Hardly used! I bought it for a custom job & its complete. Was supposed to go with my machine/shop when I sold. The buyer didn't want it. Anyone interested? PM me so we don't hijack the current thread unless its the OP.
-
High speed machining and spindle probe/tool probe package. Currently I run Renishaw TS27, OMP40, OLP40 & OTS. I believe the TS34 is for Horiz mills and the OTS/TS27 is avert application. Ive used contact probes & Laser measurement before. I'm a little more biased to the contact ones. - but just an opinion. ghuns When will your MA-600 arrive? I have two MA-600's coming towards the end of the year. Both will be loaded with Renishaw.
