





Tim Johnson
-
Posts
2,248 -
Joined
-
Last visited
-
Days Won
10
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Tim Johnson
-
If I understand what your looking for here's what I do, if cantext$ = 52, "M98 P5502", e$
-
One thing to watch out for with C11000 is machining with larger cutting tools relative to the size of the material. This material will absorb stress very easily and is prone to warping with thinner walls and floors. Other than that it's a decent material to run.
-
After making or updating my settings I copy the files to my personal folder on our file server. You can also save them to a flash drive.
-
The tools will sort themselves depending on how you create the names.
-
"Other program is busy" message when opening a part
Tim Johnson replied to machine_74's topic in Industrial Forum
I've been having issues with .sldprt also so now I'm bringing the model in as a .x_b file with no issues. -
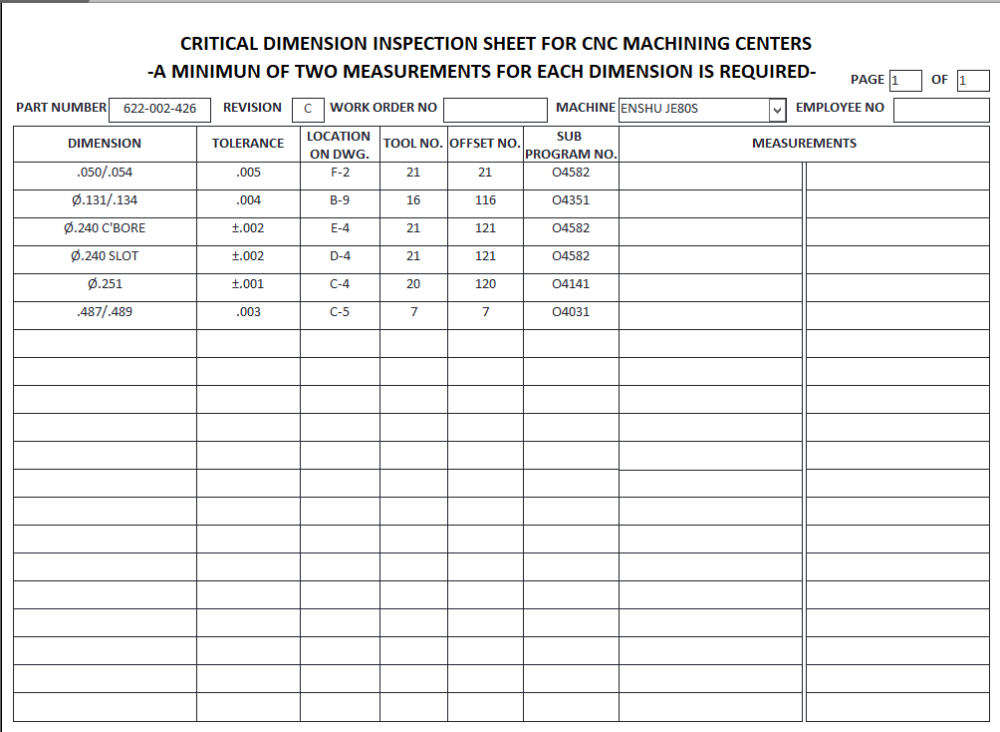
For the one person still looking, here is a picture of how we document our "critical" dimensions.
-
On our database I have lists for tooling, setup sheets, program numbers and critical dimensions. On Word I have "do not run", "to do", "material hardness and density", "macro variables", "macro systems and routers", "Mastercam levels", "calculations", "synced tooling", "part process improvements" and isolated notes per part number. Other than that I don't have much.
-
Here is a thread calculator.. https://www.guhring.com/Tech/tapdrill
-
Are their any downsides to Dynamic Milling?
Tim Johnson replied to monkeyman's topic in Industrial Forum
For 50,000+ parts why wouldn't you use a rotary transfer machine? -
Call the business you purchased the desktop from. They should be able to help.
-
Our Solidworks assembly files are separated into individual files but I still can't open the .sldprt files. I have to open the files and translate them into .x_b files through Solidworks.
-
Are their any downsides to Dynamic Milling?
Tim Johnson replied to monkeyman's topic in Industrial Forum
I you're running X5 to X7ish I would agree with him but with any version from 2017 and later I would definitely be dynamic milling and let the operators do the talking. I know nothing about Haas but since they acquired space on the IMTS main floor they went from a bunch of rattling pieces of junk to more normal sounding machines. -
Do a search in your post for "wcstype". There are notes about four different types of work offsets.
-
That is correct. The cantext$ number can be any unused number on the list. If you look at the Crazy^millman's posting you will see his list is grouped together. You don't have to do the same as his but it makes it easier to find if you need to make additional edits or additions.
-
This is what I would do.. if cantext$ = 11, # rpm change for fan [ "S5000 M03", e$ ] I would then add this to the appropriate location of my post
-
I agree with the Crazy Millman. Using canned text you can use as many blocks as you need to get the job done and with variables if needed. if cantext$ = 51, [ temp4_1 = (sav_mr4 * 2) "#540=#539", e$ "#539=#539+", no_spc$, *temp4_1, e$ temp4_1 = 0 ] You can also use that canned text on any or every operation.
-
How does everyone get stock material sizes?
Tim Johnson replied to CNCZACK's topic in Industrial Forum
Our castings get inspected on a CMM. I see them getting inspected but never see the report. I think they have to save the reports for a certain period of time. We have a couple castings with 10 separate offsets but the average is around 6 or 7. My biggest issue with the castings is that engineering wants ±.005" tolerances on ±.030" casting tolerances so I have to add multiple offsets on most of them. A lot of the castings sit next to each other so they have a "customer friendly" fit. Maybe seven to ten years ago one of our salesmen (most of them are chemists) was given a tour through a lab. Lab people are rough on their instruments and this one was no exception. A lot of instruments had broken parts, missing button covers, etc. When they got to one of our instruments there was a label partly peeled off. The salesman filed a report stating what he found and now instead of having a sticker Leco label our instruments have a die cast label affixed to a casting. -
How does everyone get stock material sizes?
Tim Johnson replied to CNCZACK's topic in Industrial Forum
Our castings are inspected when we receive them and if they're out of tolerance they get sent back. -
How does everyone get stock material sizes?
Tim Johnson replied to CNCZACK's topic in Industrial Forum
I put the casting model in line with the part model and can physically see where to do the cutting. -
DC, Check your messages
-
Sorry, I missed the router part. The router is basically a roadmap for the machine to follow the variable codes that states what the operator wants it to do.
-
Heavy modification. Our post has 10,542 lines without including the XML crap (19,445 lines with it) but we have five machines and 39 routing systems. All five machines use the same routers. But once the work is done the programming time is significantly reduced.
-
This is our routers list for our Kurt clustertowers running up to eight parts in each pallet. The probing has to have different subprograms because you can't rotate the probing toolpaths but it's one toolpath sub for each of the other different paths and the router will do the work offsets, rotations and check if the next particular fixture is turned on. If the fixture turned off the router will check the next one in line. 1. CLUSTER VISES 8 PARTS 11. CLUSTER VISES 8 PARTS (5001~5007) 12. CLUSTER VISES 8 PARTS WITH PART INVERT MACRO (5001~5007) 13. CLUSTER VISES 8 PARTS WITH PARTS SAME POSITION TWO DIFFERENT JAWS WITH TWO PART OPERATION (5001~5007) 14. CLUSTER VISES 8 PARTS RUNNING FOUR PARTS AT 0 AND 180 DEGREE (5001~5007) 15. CLUSTER VISES SYSTEM 11 PALLET A (5001~5007), SYSTEM 34 PALLET B (5301~5307) 16. CLUSTER VISES 8 PARTS RUNNING FOUR PARTS AT 0 AND 180 DEGREE WITH PART INVERT MACRO (5001~5007) 17.CLUSTER VISES 8 PARTS WITH RUNNING FOUR PARTS AT 0 AND 180 DEGREE TWO DIFFERENT JAWS WITH TWO PART OPERATION (5001~5007)
-
I do that every day but that is a lot of post work. The trick is to use routers for each type of process.
-
Most of my fixtures have to be modified for the parts I'm running so I still need to bring them in but I also have some that don't. So the interface can grab the fixture(s) from another file at the same time as my part file or is it a separate process?


