Alan Chen
-
Posts
54 -
Joined
-
Last visited
1 Follower

Recent Profile Visitors
1,384 profile views



Alan Chen's Achievements
")





-

CY_Deburr_error@MPLMASTER
Alan Chen replied to Alan Chen's topic in Post Processor Development Forum
Yes. I use save the deburr operation backplot as geometry, then output the NC code. But I think the MPLmaster maybe will be update with deburr operation. -
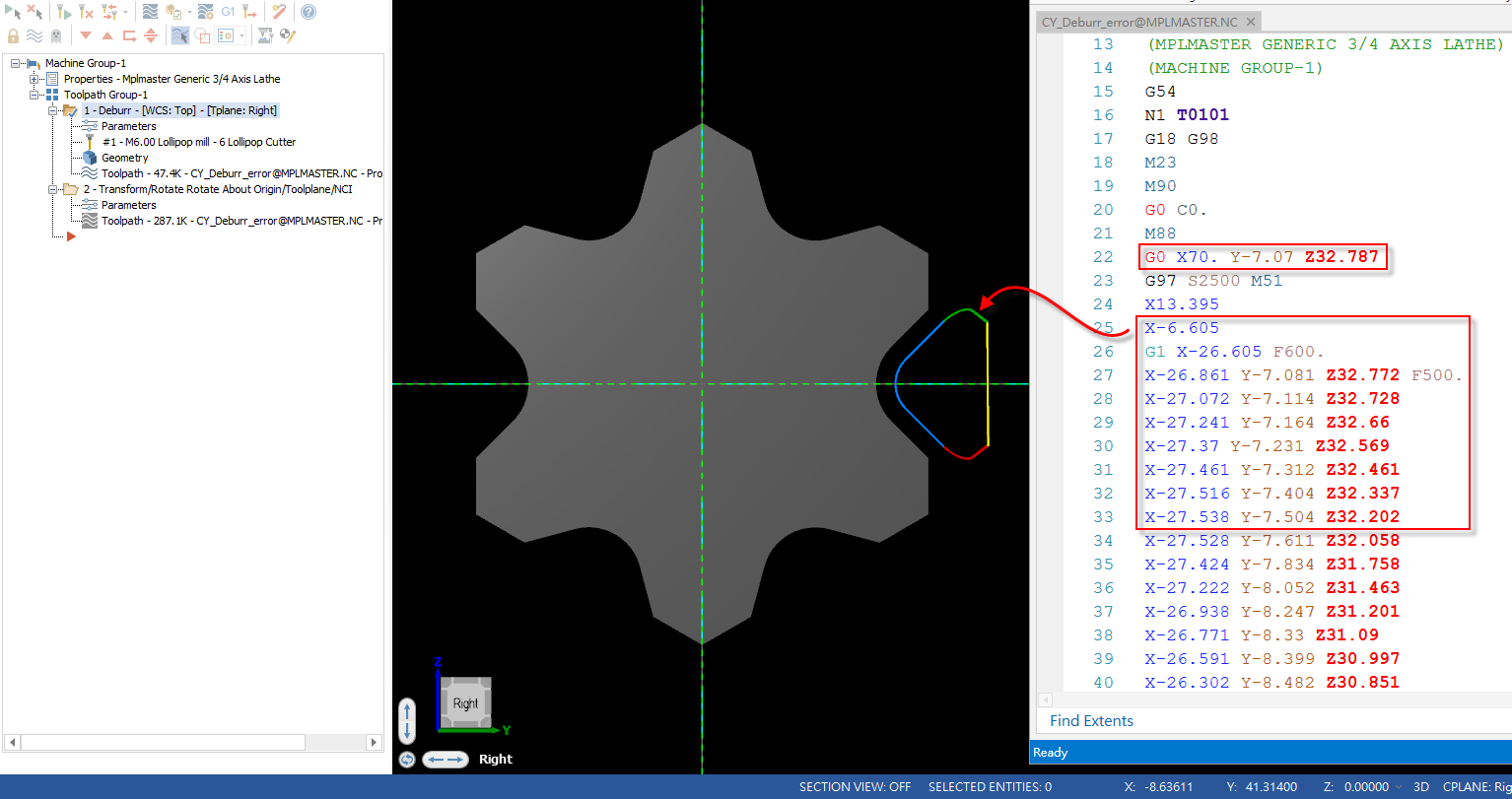
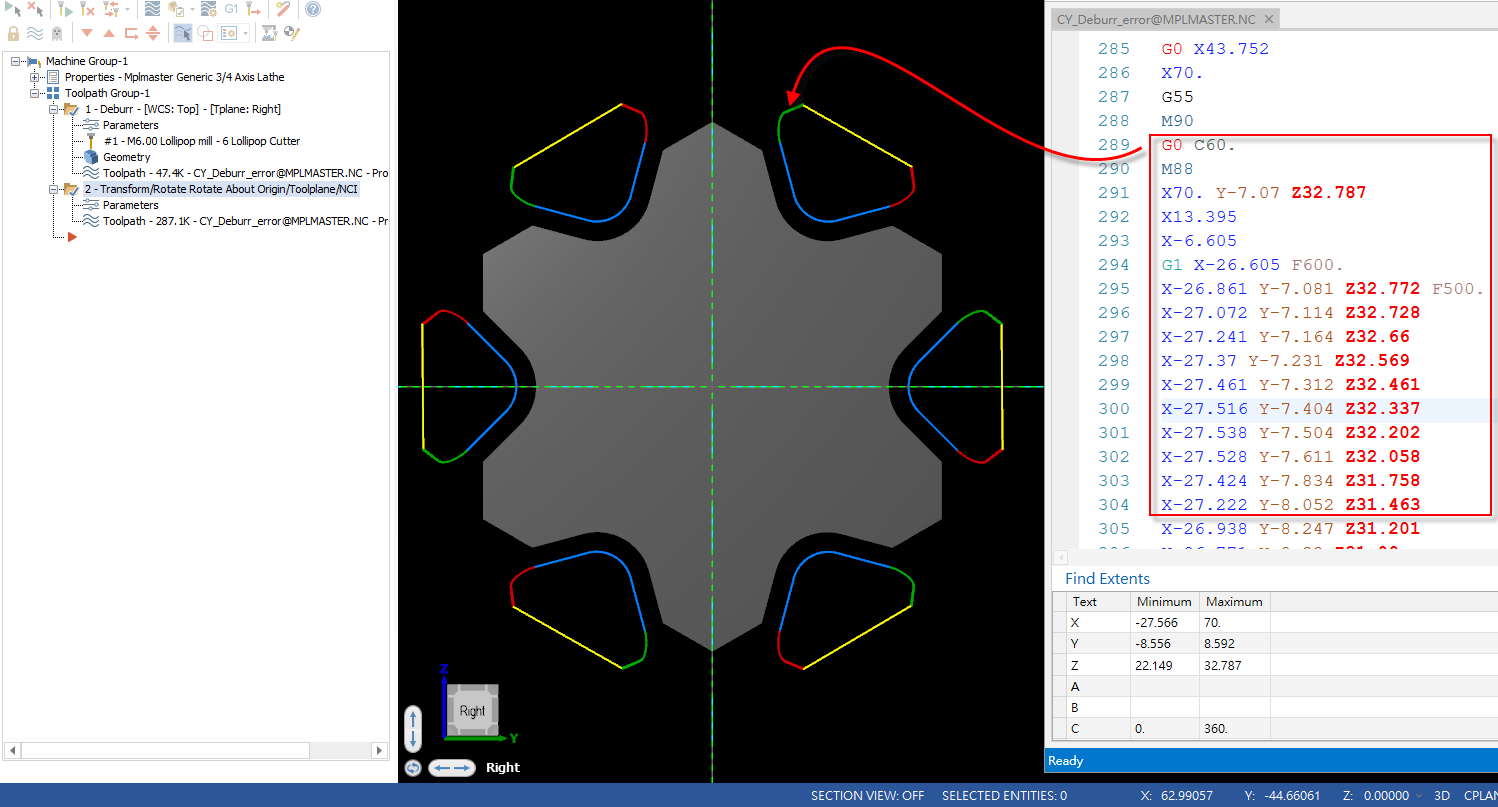
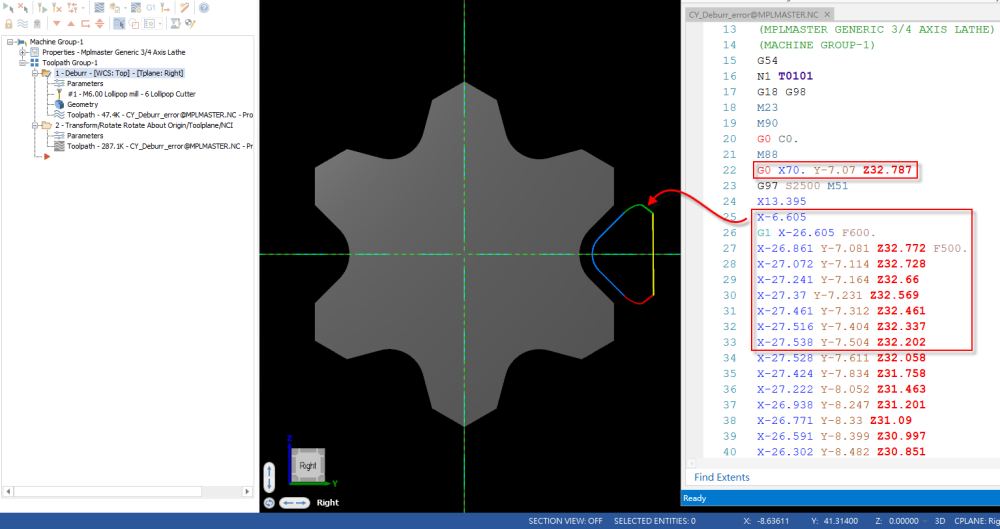
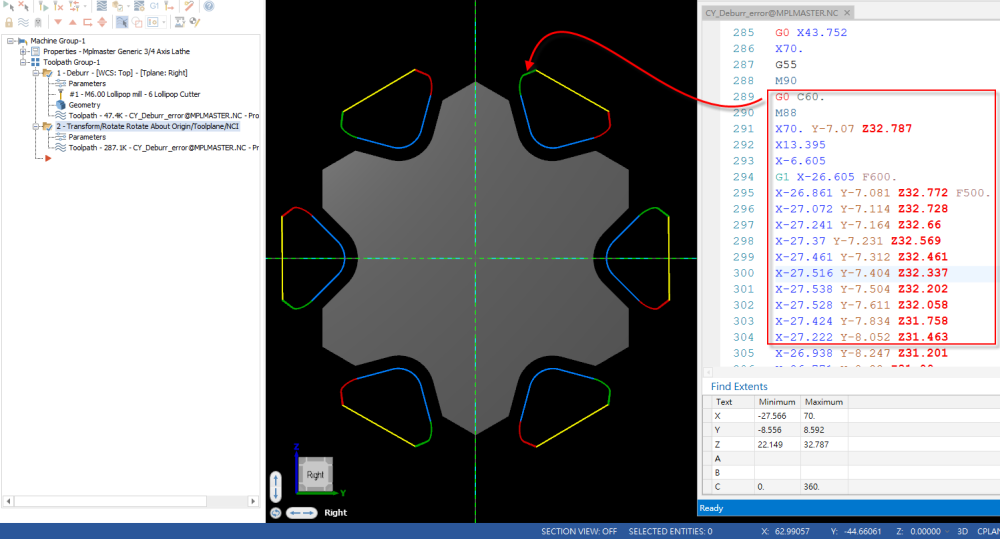
Is there anyone who encountered this situation? I use Lathe with Mill 5-Axis Deburr. That NC code look like error, X value immediately changes from a positive value to a negative value. And some X value was -6.605, then move to -26.861 ? In this case, the X position must be positive, because cutting on righe side. And I use deburr machine one place and then use the C-axis to generate other paths. The nc code all wrong the same with first. Thank for your help. [email protected] [email protected]
-
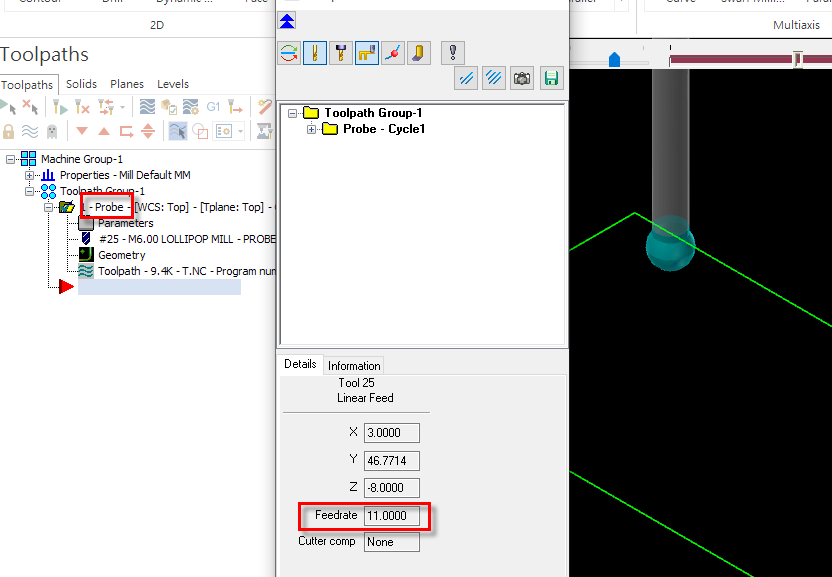
Dose anyone can teach me how can modify Mastercam Probe Backplot Feedrate ? Thanks...
-
Hi Alex, Thanks. But I don't receive your mail, can you send to me again. Now I try to modify dia_mult : 1 #Multiplier for output on X axis (Neg. switches sign of X) x_mult1 : 2 #X axis for cuttype 1 #Turning And set pfxout pxout if cuttype = one, x_mult = x_mult1 #Turning #(Alan A) if abs(cuttype) = two, x_mult = x_mult2 #Right/Left Face cut #(Alan A) if abs(cuttype) = three, x_mult = x_mult3 #Cross cut #(Alan A) if cuttype = four, x_mult = x_mult4 #Y axis substitution #(Alan A) if cuttype = five, x_mult = x_mult5 #Multisurf Rotary But some parameter still error with drill retract.
-
Can you help me that I want to output X value in C-Axis toolpath with radius. Before was G0 X12. Y16. Z45.6 , but I want to output G0 X6. Y16. Z45.6 I know that dia_mult : 2 #Multiplier for output on X axis (Neg. switches sign of X) But it will change all of X include Lathe toolpath. I want to only with Mill toolpath. Thank you very much !
-
About MPLMaster.pst only output C-Axis
Alan Chen replied to Alan Chen's topic in Post Processor Development Forum
Yes.. Axis-Substitution was current, if that machine don't with Y-Axis. -
Alan Chen changed their profile photo
-
About MPLMaster.pst only output C-Axis
Alan Chen replied to Alan Chen's topic in Post Processor Development Forum
Thanks for Alex... That solves my Obsession. Because the post for student use. Some machine don't have Y-Axis, and someone will forget to use other function to create toolpath. So, I need to let them output X&C code. I understand that toolpath not correct, it's need Y-Axis to machining... Thank you very much....
-
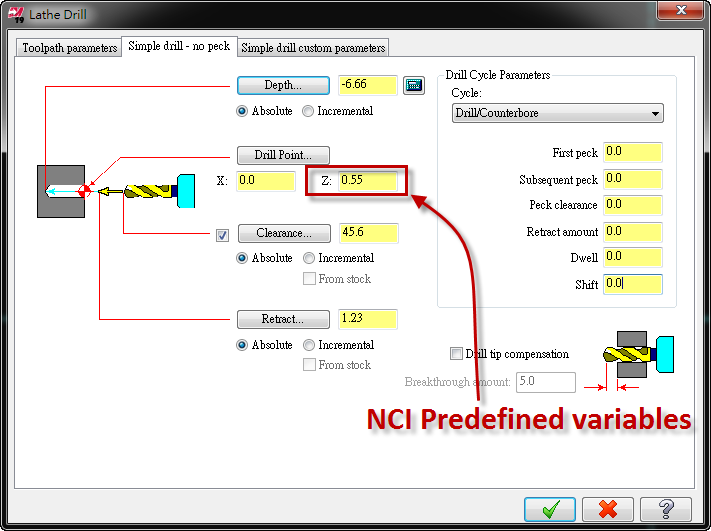
What's NCI variables with Drill Point...??
Alan Chen replied to Alan Chen's topic in Post Processor Development Forum
Thanks for Alex. I found form MP-Documents.. -
Please help me that "Drill Point" NCI variables, because I need the value to output. Thanks...
-
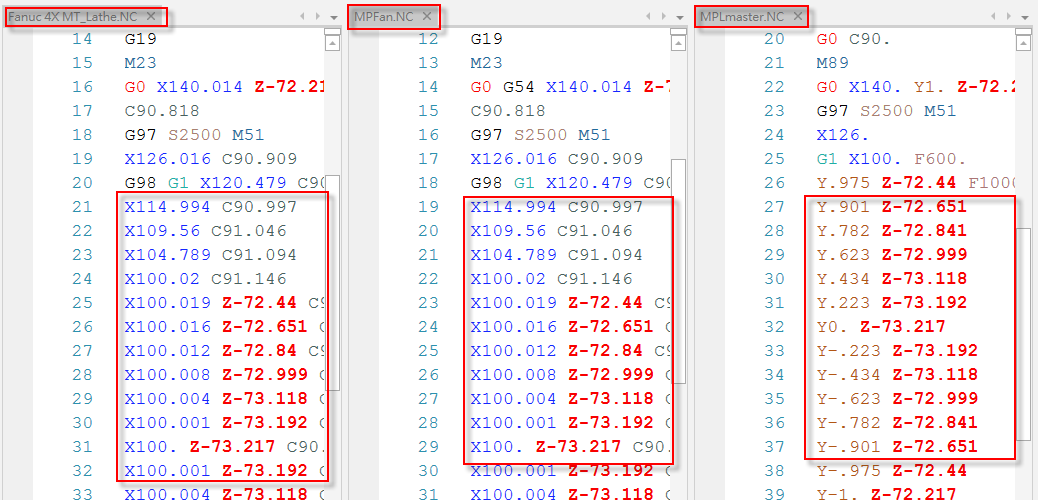
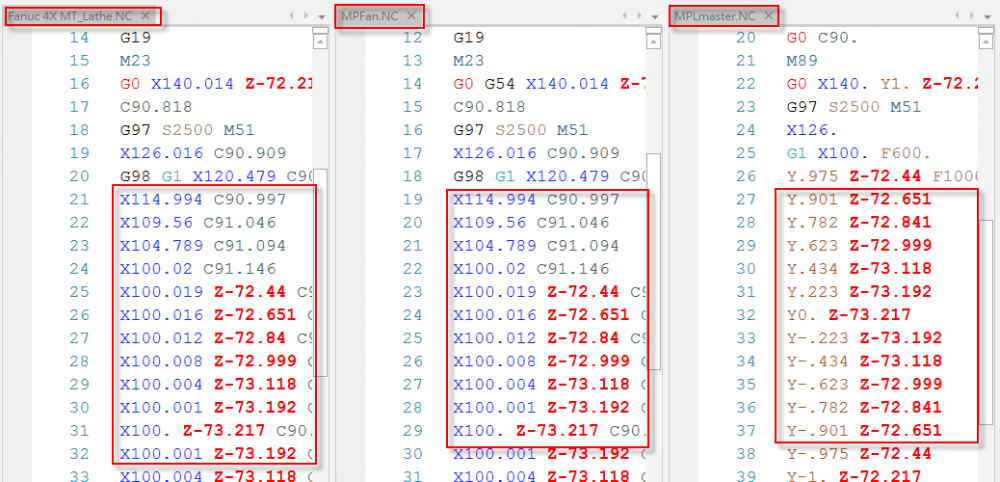
Please help me to this problem. About Test.mcam , we create C-Cross Toolpath and select output C-Axis. This part need use Y-Axis, but machine only has C-Axis. So we need output toolpath output X&C.. In MPLmaster.pst, that only can output Y-Axis motion, but when we use MPLFAN.pst & Generic Fanuc 4X MT_Lathe.pst that can output X&C motion. MPLmaster.NC:output Y-Axis motion MPFan.NC:output X-Axis & C-Axis motion Fanuc 4X MT_Lathe.NC:output X-Axis & C-Axis motion Thank for help... Mastercam file and NC files Test.zip Machine and post files Shared Mcam2018.zip
-
I learn more.... Thank you very much...
-
Thanks... I try to modify the pxyzcout with coffset coffset : 90 pxyzcout #Map coordinates if rot_on_x, [ if cuttype = zero, pxyzcout0 #Toolplane Positioning if cuttype = one, pxyzcout1 #Axis Substitution if cuttype = two, pxyzcout2 #Polar Conversion if cuttype = three, pxyzcout3 #Simulatneous 4 axis (Multi-axis) if rot_cw_pos & vmc, csav = -csav if not(rot_cw_pos) & not(vmc), csav = -csav csav = csav + coffset
-
I try to modify the other line along the 0 degree position , but nc output is the same..
-
Greetings All... I use MPMaster.pst with mpmaster_horizontal.mmd-9, that the machine 0 degree position was at left side not front. I have select the axis that lies along the 0 degree position of the rotary axis like this picture. But that always output C0 with front side. What parameter that I need to modify..?? Thanks...
-
VERISURF TOOLS For MASTERCAM 2024
Alan Chen replied to Verisurf - Ernie Husted's topic in Industrial Forum
Thanks, I will try to install tomorrow..