SRD93PGT
-
Posts
31 -
Joined
-
Last visited
Recent Profile Visitors
744 profile views




SRD93PGT's Achievements
")
Newbie (1/14)
3
Reputation
-
Have a question regarding new Mastercam purchase. Do you really have to pay for maintenance the first year when you are buying Mastercam the first time? It doesn’t seem like you should when purchasing a new software, it should be included. I can see paying for maintenance after the first year.
-
Well I usually always call workoffset, plane, index before I move. Never had an issue before this machine. I’ll have to change my post then for this one. It’s the little things! Freaking spent a whole day figuring this one out. Mazak still doesn’t know why it doesn’t work on this machine and not the others we have.
-
Well Mazak is stilling looking into this but I figured it out. I can't have a plane call like G17 with the B index. I take out the G17 and it runs fine.
-
Those machines have a full 4th or 1 degree?
-
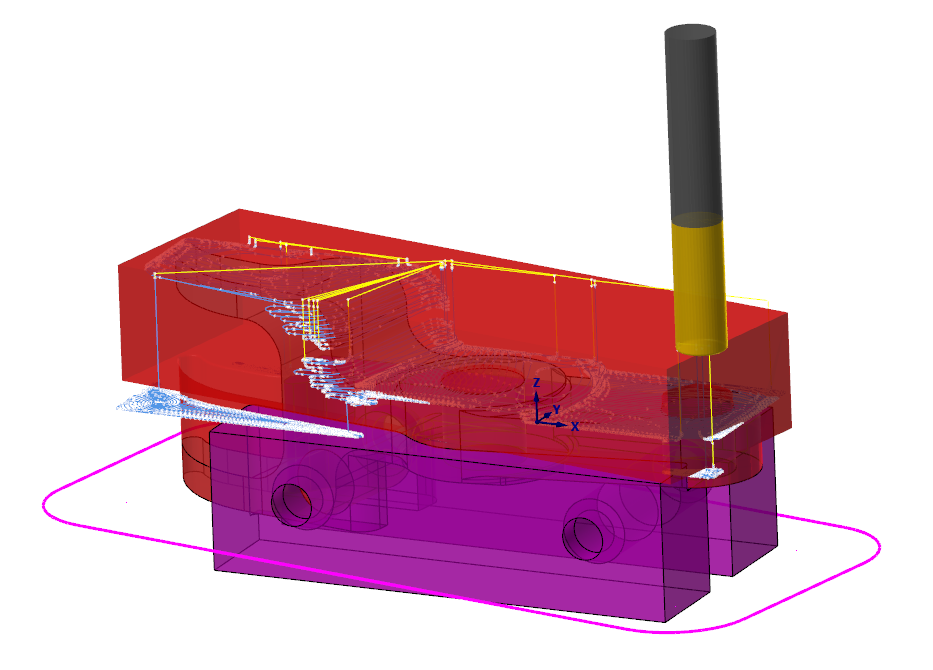
Of course the pictures are not in order, but the video posted was running this code.
-
-
-
LOL, yes I am trying to load the pictures and video.
-
Looking for some help on an issue with the B axis on a Mazak HCN6800. Its moving when not commanded! Not sure if I am over looking something or there something modal that I don't see that would be causing this. Any help would be appreciated
-
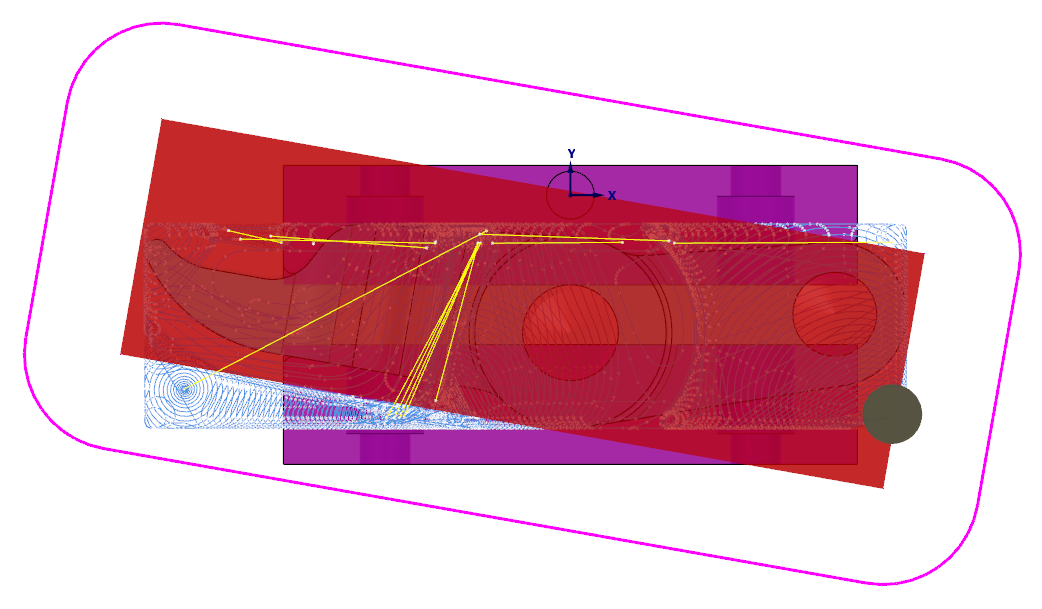
OK so I got it to work, ignore the stock/ rest machining and use the boundary chain with out side strategy. Boundary chain is my stock profile, never had to do this before but it worked so far. Still not sure why we have to select all this wireframe when we define the stock model
-
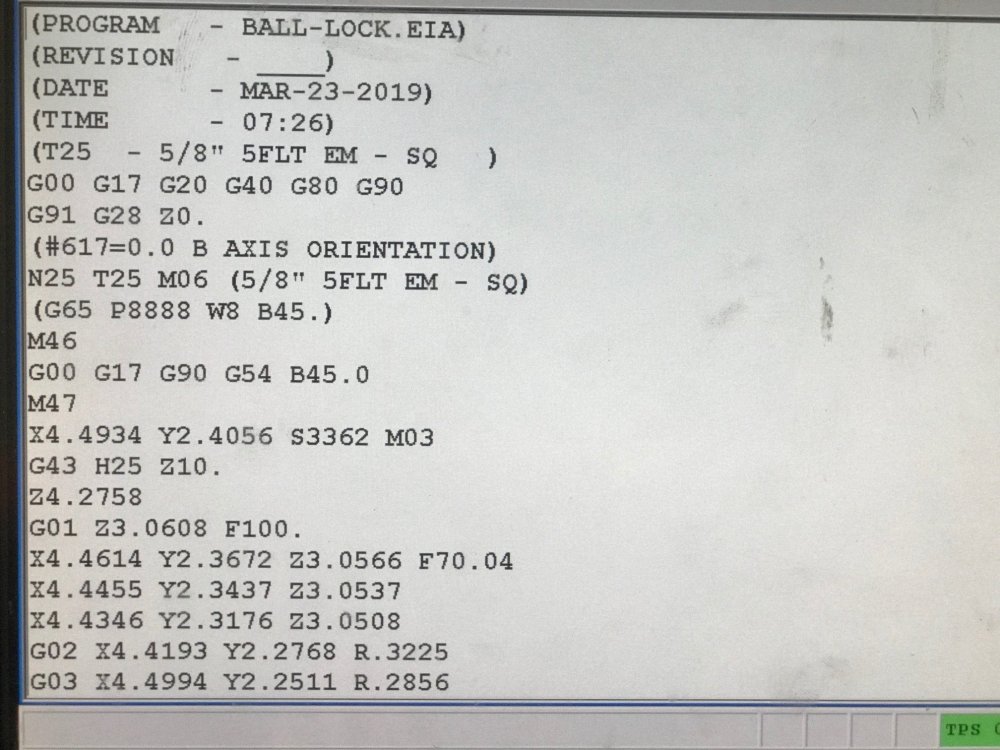
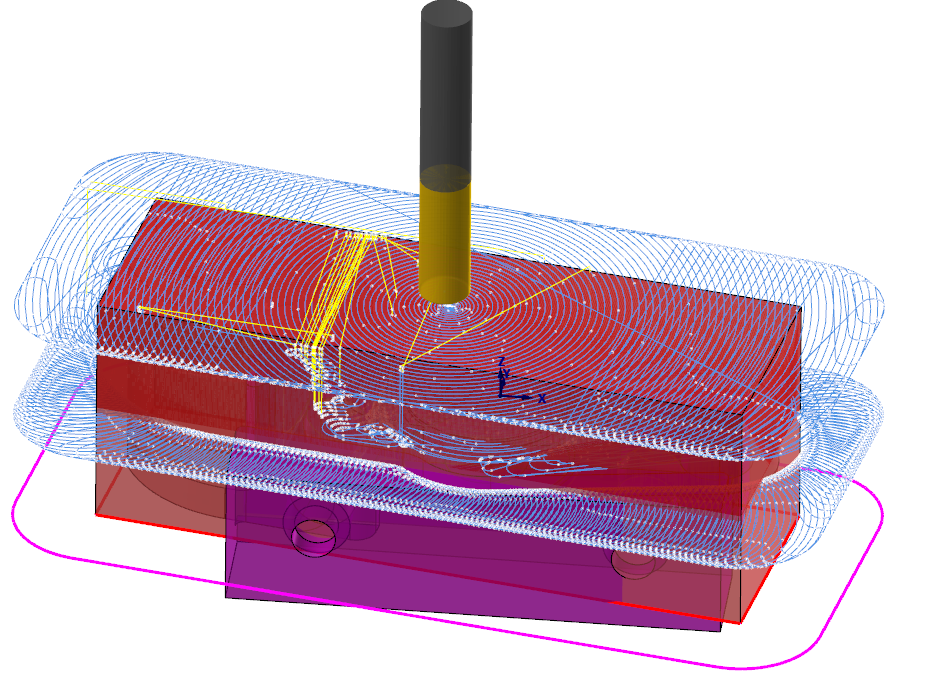
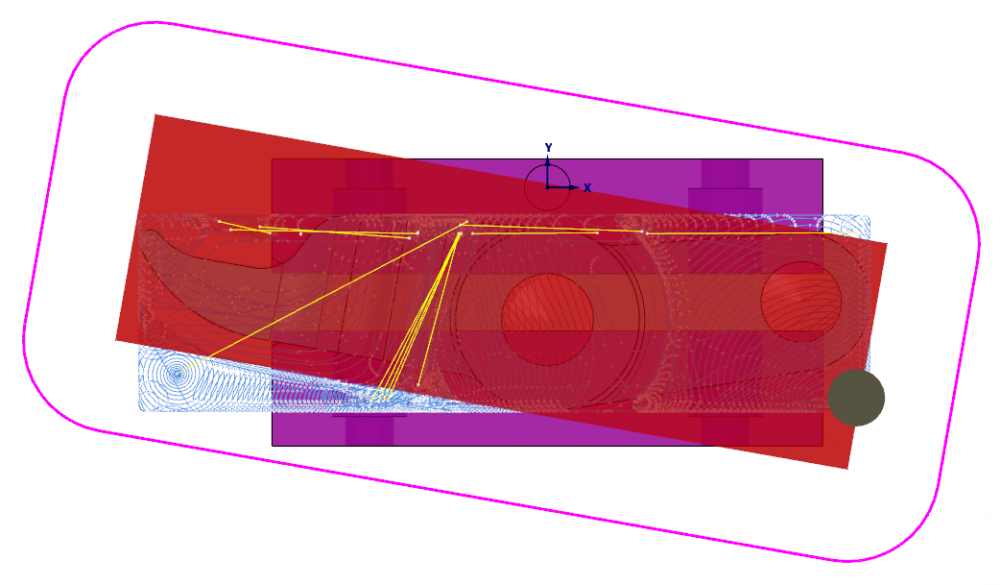
So I am sure I am doing something wrong or does this software really don't know what it has machined or what the stock is even though I defined it. This is a simple part 3 operations in a vise customer needs 2 pieces. I always make a solid of my stock and select it as my stock model. First operation is fine, everything looks good. Second operation, added new plane and skewed X axis 10 degrees for a better fit inside some soft jaws. First operation used Opti rough without selecting rest machining, tool is plowing into the stock. Ok well lets setup rest machining. Not sure why the "strategy" is greyed out and I have to use a " boundary chain" but try that out. Now the tool wanted to helix into the center of the stock. Its not coming from the outside. Am I missing something? Opti Rough with stock model only, no rest machining. Its hard to tell but it plowing through the stock. Boundary chain is visible but not being used different view of toolpath above Opti Rough with boundary chain, stock is shown as well, both as the first op solid and the stock model
-
There is a Renishaw probe app, it works very good.
-
Ok so I am an Mazak Integrex guru.....I now have the pleasure of programming a Mori NT1000. I have figured out a lot so far and I can take my knowledge of the Mazaks and get some things to work on this. One thing I am struggling with is the G68.1 and milling at 90 degrees on the main spindle. You would think this would be easy and it is if I forget about the B axis and treat it like a 4 axis lathe. What I mean by that is I have an end mill cutting a flat on part in the X direction using Y to come across. The program would be X0.500 for the "depth" of the flat. Ok I get it and nothing new, I like to keep my code clean. So this Mori has the G68.1 3D coordinate rotation. So form past experience anytime I bought up a tool and treated it as a milling tool I would command a rotation of the plane and attacked the part no problem! I could be 137 degrees to 6.5 degrees to 195 degrees on the sub. Code was simple and you programmed is like any mill. X,Y,Z...Z for depth of the tool. That was on the Mazaks, this thing here.....WTF Ok so G68.1 works on every angle fine except for 90. So if I bring a tool up and command G68X0.Y0.Z0.I0J1K0R90. and I am going to mill a flat on a OD of a part say. X1.0 Y1.0Z.5, this thing wants to travel to china!.. I mean it gets to the OD of the part and still has 10.0" to go roughly. Am I crazy to think this rotation should work no matter what angle? I like to keep the code simple, so anytime the upper head is milling you treat it like a mill not like a 4 axis lathe. I hope this makes sense to you guys and any information would be appreciated.
-

subprogram nesting / external
SRD93PGT replied to SRD93PGT's topic in Post Processor Development Forum
OK one more thing. I have it posting out with the subout$ = one and the subprg$ = 3 (.sub). When it writes the files for the subs it uses the main program file name plus the "sub" and overwrites itself (I should have 60+ sub programs but end up with 1). I know subout$=one will overwrite all data or create new file if it doesn't exists. So I know why it is doing it I need to figure out how to change the file name to be the subprogram number. Might be to tired tonight but hopefully this makes sense. -
subprogram nesting / external
SRD93PGT replied to SRD93PGT's topic in Post Processor Development Forum
Awesome! Thanks Guys, worked out good once I figured out the options for the subout$=zero and "file manipulation"