GF8er
-
Posts
53 -
Joined
-
Last visited
Recent Profile Visitors
1,409 profile views



GF8er's Achievements
")





-
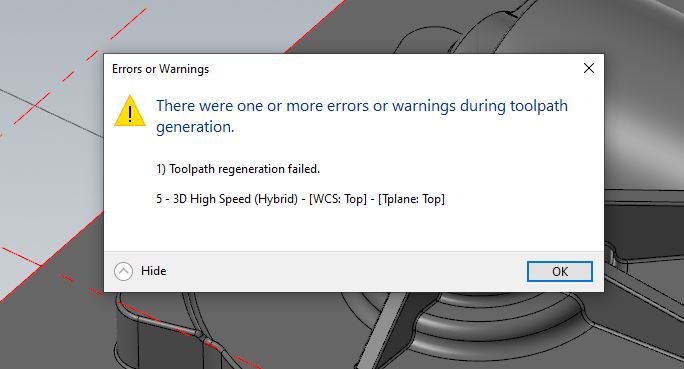
I keep getting the following error when I try and Regen the toolpaths.
-
This thread is 15 years old.
-
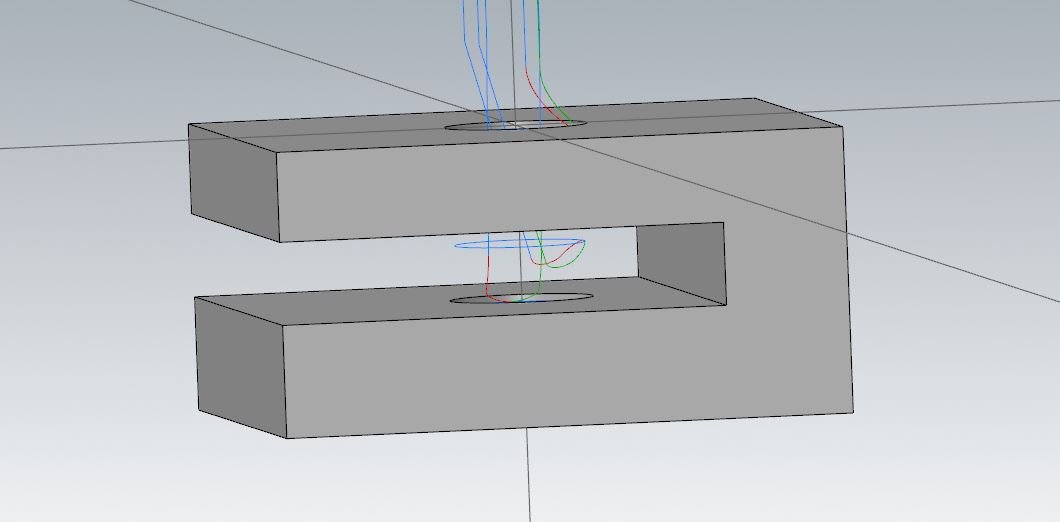
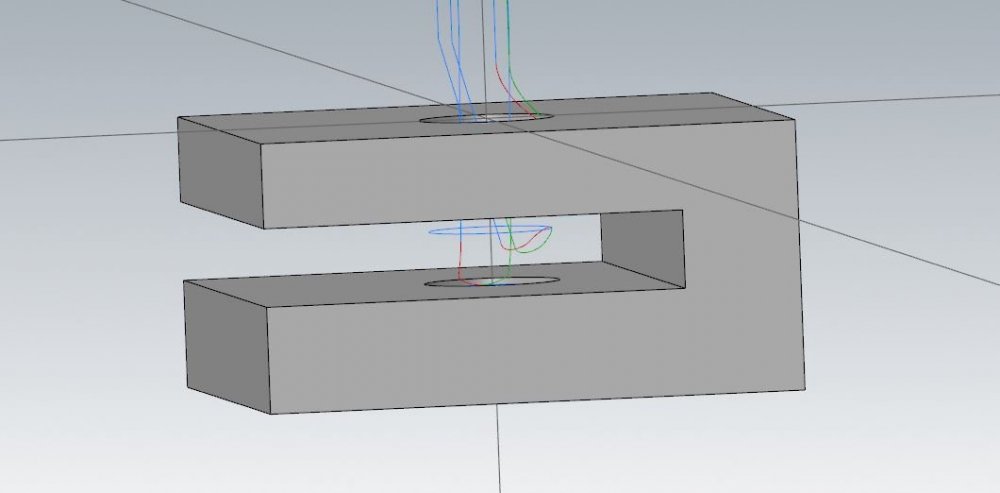
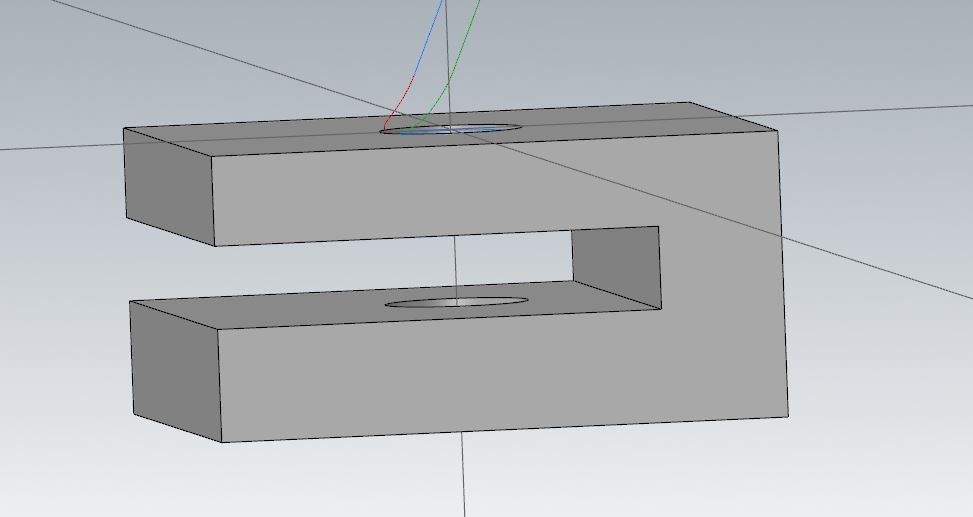
I have a part that was originally programmed in MC2021. I'm using the Multiaxis Deburr toolpath with a 1/8 lollipop endmill to deburr the the underside of a hole. In MC2021 this toolpath works perfect, In MC2022 I can no longer get the toolpath to generate the cuts on the underside. Attached is a MC2021 file that works correctly. If you open this file in MC2022 it will be correct until you regen the toolpath and then you will see the issue. DeburrTest2021.mcam 2021 2022
-
Post processing change output to ask instead of overwrite
GF8er replied to Smit's topic in Industrial Forum
It's in the control def.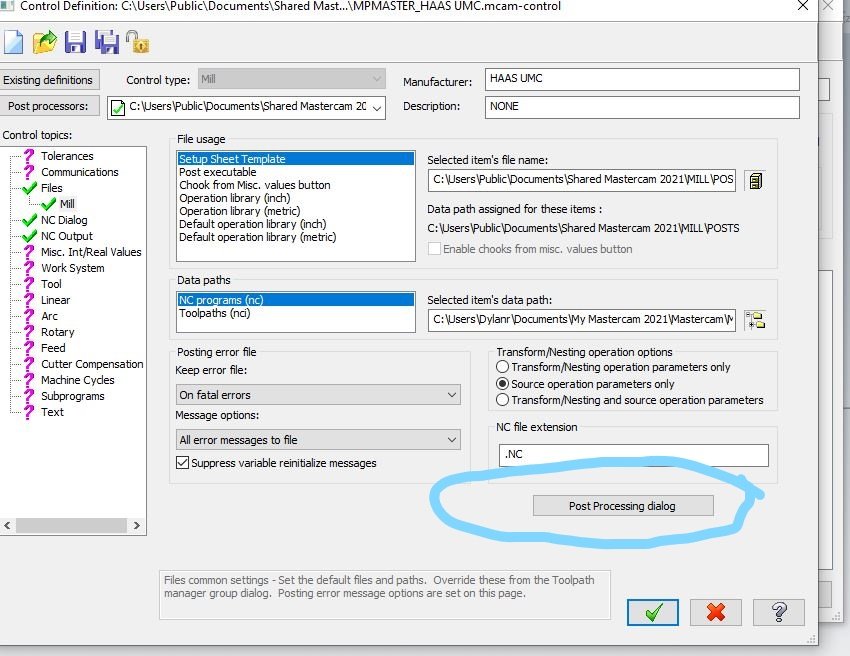
-
when you have the dimension where you want it click the mouse. EDIT. just reread your post. never seen that before.
-
How is this done in camplete?
-
X7 is available to download on the Mastercam website.
-
2021 pocket toolpath spring passes not retracting bug
GF8er replied to GF8er's topic in Industrial Forum
This is now logged as R-23517 -
I believe I found a bug with Mastercam2021 pocket toolpaths. If spring passes are checked the tool will no longer retract between spring passes causing the the tool to gouge the part. Toolpath works correctly in 2020. 2020 2021 pocket2020.mcam pocket2021.mcam
-
Thank you! It worked.
-
Yes, I tried this. no dice. This didn't work either.
-
I tried that, doesn't work. The tool icon is not in the list of available options.
-
I accidentally removed it when organizing my columns/headers.
-
Some how on mcam2020 I removed the tool icon that shows the green check if the tool is used in the toolpath manager. Does anyone know how to get it back or reset to default?
-
We have run into this numerous times on our old Haas's. If the back feed is set at anything faster then about 200IPM they will clip a corner of the part on back feed. what machine are you running the parts on?