Masterminder408
-
Posts
35 -
Joined
-
Last visited
Recent Profile Visitors
965 profile views






Masterminder408's Achievements
")
Newbie (1/14)
1
Reputation
-
 Masterminder408 changed their profile photo
Masterminder408 changed their profile photo -
New wireless 3D connexion device.
Masterminder408 replied to Jayson Kramer's topic in Industrial Forum
cool thanks... -
MORPH BETWEEN 2 CURVES BEST TOOLPATH EVER
Masterminder408 replied to crazy^millman's topic in Industrial Forum
nice, very nice... -
Haas UMC-750 General Questions
Masterminder408 replied to Justin Beebe at Folsom Tool's topic in Industrial Forum
All, At first I thought the UMC-750 was meant for AL t6061 only...but it was pretty damn good at cutting harder material... all sst , Titanium, only must use " Dynamic" motion with a bout 3-5 percent step over, full LOC... cut titanium with full 5 morph between 2 surfaces, using TCPC with no problem... just be cautious when using full 5 with TCPC.. you might have to create a entry geometry ... to fool the machine TCPC... well, overall... UMC-750 is great for that kind of price.. couldn't ask for more... still a lot to learn... the other day,, ran the Probe zero check.. everything was good... manually check the y-offset was off .0015,,, so we adjusted the 1307 parameter and no more problem... same with the z-offset.. have to manually check right after probe...and adjust 1308 parameter.. Nguyen.. -
Justin, Your " what so called master gauge from HAAS" isn't master anymore.... " re-calibrated the gage, make sure that the number came from Haas 's factory is the same as the number on the gage, at this point I don't think that it is......if it both number are not the same, then set your gage number .005 higher.... the re-calibrated... agreed with everyone else... need to take the disk out, grind, re-adjusted, indicate within .0005 or better, for it to work... happended numerous time with me.... there is no way out....
-
Number of decimal places for rotary output
Masterminder408 replied to Justin Beebe at Folsom Tool's topic in Industrial Forum
Justin, You 're right, if you have the DWO and TCPC switch to "0"in the post, then you have issue with the Z depth... i'll send it in to QC... -
Number of decimal places for rotary output
Masterminder408 replied to Justin Beebe at Folsom Tool's topic in Industrial Forum
Justin, Yeah, don't worry we 'll keep in touch , since I haven't done any "full 5" yet, just 3+2 until I'm confident with it.. I got what you were saying about taking DWO and TCPC off....to me it is to our "programmers" advantage to use it.... it make programming in mastercam so much easier... I understand that you machine from a solid block and there is no need for DWO and TCPC... I 've tried "2nd Op" with probe, DWO, and it worked flawless, I have use with "1st Op" with probe, rotated in 3+2 mode and it worked flaw less... the point here is I don't have to move the part in mastercam, just TOP/TOP and forget about moving the part else where to match the center rotation of C and B axis... reason is that when I used my VF3-TR210, everytime new set up "repeat job" the center point is off,,, so I did it this way, for every top/top I used separated work offset which base on top of part, for every angle I used a macro to calculated from known centerpoint and added in different work offset... this is the only way for me not to mess with moving the part ever again.... UMC 750 has that feature, I'm so glad that it did.... and again, yes Haas 's plate is definitely a minus ... till this day I can't think of the reason why they have to make their plate rectangle instead of a round smaller plate... but don't worry I'm gonna take it off and make a round plate, if you have the machine 's skeleton you 'll see there are only 6x screws to hold it together with table... regarding your original problem, it did not happened to me,,, the post work flawlessly probably something is not right with your MMD/CMD or PSB files... Nguyen.... keep intouch, I 'll keep you update on everything about UMC-750... -
Number of decimal places for rotary output
Masterminder408 replied to Justin Beebe at Folsom Tool's topic in Industrial Forum
Yeah, I had the same problem with the B-axis posted out 4x place,,, thanks i'll try to change that in the post.... one question, how come you didn't out put " G254" which is DWO, on your post?, I used mine with no problem, everything is TOP/TOP in WCS..., you do not have to use different plane.... DWO and TCPC knows exactly where you at....and did you check the WIR? self center that will out put to parameter # 106 for X, #107 for Y, both Xand Y Center of B axis, and #108 is for Z which is center of C axis...., then put those in #1306, #1307, #1308, manually,... The post work great...DWO and TCPC worked great, tested a couple part with no problems... The only problem is X/Y/Z axis, everything is over hang so much, that I'm afraid to put everything at 100% rapid... Haas gotta redesigned there machine structure.... the rotary seem to be ok... plus the original plate is one of the most irritated .... We 're going to take the sub plate Haas' creation of " watchout, you 're going to need a lot of clearance, sub plate ever" and create a disk, similar with TR210... -
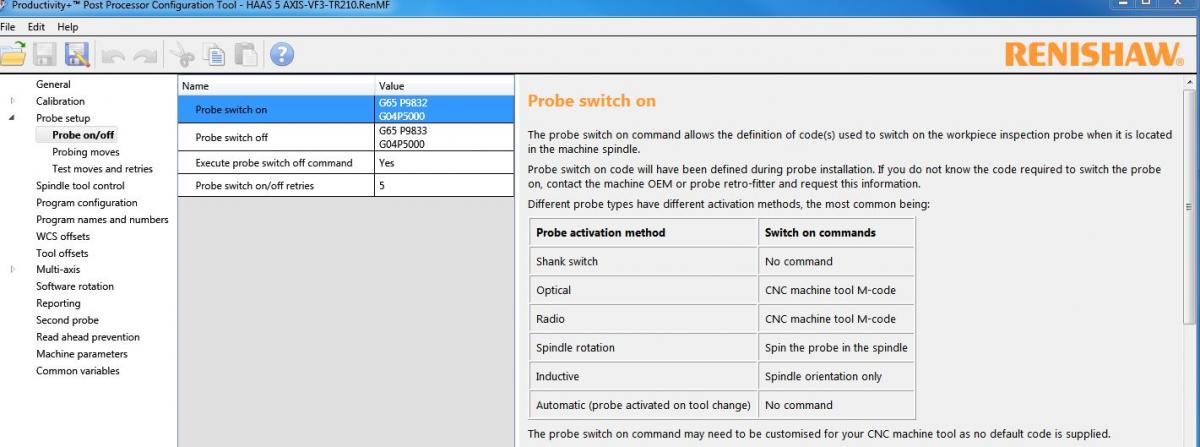
Check this out, " Be very careful" This is for a Haas 's Probe, so your machine could have different code... This is an example ONLY...

-
How was your probe setup ?you have to calibrate your probe with Productivity plus calibration cycle first before you do anything
-
Happy holiday to all in the forum, without all of you replying, is like going to school without books, eventually will graduate but take much longer,,, So with that been said,, Merry Xmas and Happy New Year to all in this forum... and great appreciation to everyone take time to reply back from simple to very head-storming thread......it might sound like a piece of cake to you but and head-storm-frustration to other.... Nguyen Kamet Manufacturing
-
You can request "Productivity plus post configuration" from your reseller, that will enable you to change all the sub program 's number, I changed all mine to start at #8000 only to avoid confliction with others, same as all variable values. There is a configuration inside "Renishaw pst config" that will enable you to out put all sub with main program.. you must have that turn off... ohh one more thing, after changes made, make sure that you run the "Proble Calibration" using all new sub and variables value.. it will store the differential error of probe needle...
-
good stuff, and yeah @ 34sec his hand when probing else where.. haha
-
We will be using our own plate on top of it original plate, with re-enforce pin pattern, so that we can use almost every fixture that we have in our shop, everything is bolt down with 2x .500 pins and 4x 1/2-13 screws,,, I haven't purchase any work holding yet, and not planning on to.... saw a couple of work-holding but didn't like the method of it.. so everything is custom made in house... Thanks Bob, I did a webinar with vericut, and we 're considering it only for the 5-axis module...we do not use any other G-code verification in house other than Mastercam,... to me I think that 's enough, so far I have a lot of luck with it, and the simulation is great...
-
Colin, TCPC and DWO is standar for UMC 750, I did talked with my reseller regarding OEM UMC 750 post, and yes we 're going to purchase it from CNC...thanks for the head up...
-
Machine is on the way here, we do not have any g-code verification, only use mastercam simulator, mastercam does what it said so there is no need for a NC verification..., and having the post from CNC....we have couple of TR-210 here, used mastercam and it own verification and machine simulation and I have no problem with it....from very simple to very complicated stuff...