bigprody
-
Posts
150 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by bigprody
-

Transform Custom Parameters
bigprody replied to bigprody's topic in Post Processor Development Forum
Thanks guys, I plan on messing with it today. -
Transform Custom Parameters
bigprody replied to bigprody's topic in Post Processor Development Forum
No I did not, which one are you referring to? -
Transform Custom Parameters
bigprody replied to bigprody's topic in Post Processor Development Forum
Just did a search and I think I found the answer, sorry for bothering you guys and gals. -
I am starting to use transform with sub-programs quite often. I would like to set the starting sub-program # with an integer from the Custom Parameters tab on the transform operation. How do I call these values in the post?
-
Thanks guys, running X7, that is reason alone to upgrade. Wondering how long till the bugs are worked out of X9, if it is worth the wait.
-
Quick easy one, is there a keyboard shortcut for repeat last command?
-
Thanks Krez, that is what I was looking for.
-
I am looking for a bit of direction here. We program a 3 axis machining center and most of our stuff is square rectangles. First ? is I like to define the raw stock size (L,W,H). Right now I am using the rectangle tool and then Xform, join in z. Is there a better utility for this? I have tried bounding box and it does not seem to be what I am looking for. It would be nice if when setting the values in the stock setup it would create a cube on a specific layer. 2nd ?, we program around our blocks using different WCS so our verify gives us a complete part when finished. I am starting to add in fixtures and vices to check for clearance and to try and speed up setup. Problem is I end up with a lot of fixturing on top of one another when there is multiple ops. I can separate the fixtures onto different layers and then turn them on and off as needed, just wondering if there is a cleaner way of handling this.
-
Just to wrap this one up. Tapped the reseller on this and they have sent it off to Mastercam QC. It seems to be a bug, hope it gets fixed at some point.
-
Yes, we have spent time setting the % in the tool definition fields to produce what we want. I just got a bit aggravated with it this morning, and popped off a question. I spent a bit more time messing with it and it seems that it is just not updating the fields after the initial calculation based on matl. I just wish it would show the correct values so that I did not have to go back to the calculator to see where things are really at. Thanks for your time on this. Kevin
-
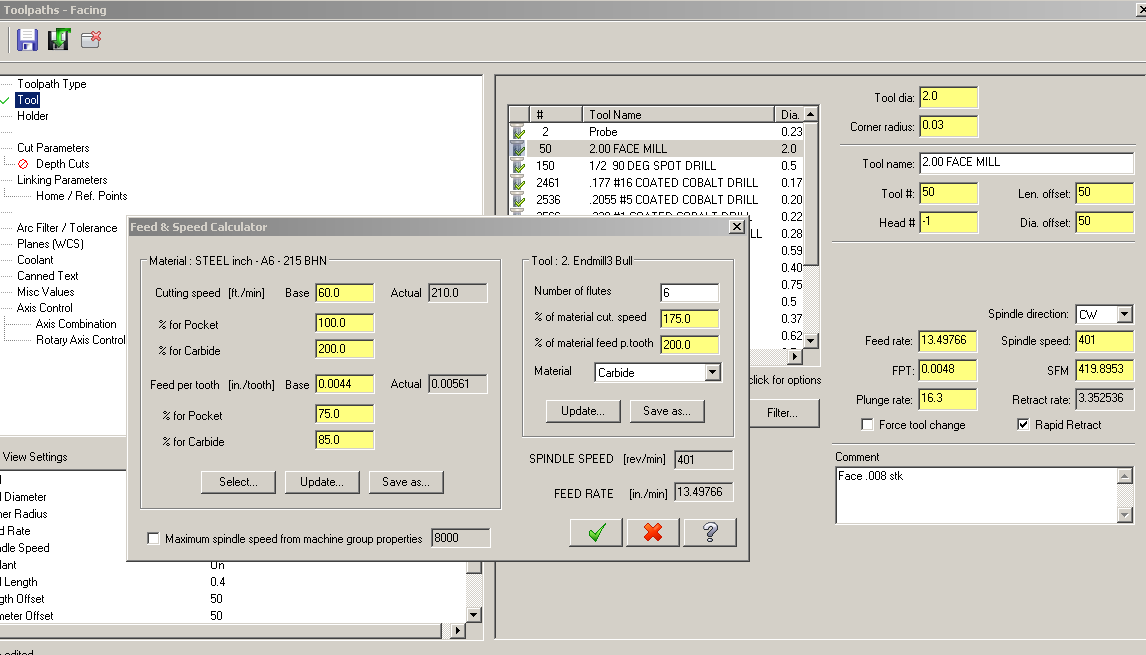
We build progressive dies here and 99 % of the materials we run are A-2, A-6, M-4, 10-V, and CRS. We have spent a bit if time working our Material libraries to get us what we want for the basic stuff, drilling, tapping, reaming, facing and such. Adjustments are made when needed which is often when it comes to milling. Locked feed rates is not checked. Not sure what percentages tab you are talking about. The only ones I know of are shown on the calculator of the image I sent before.
-
In the machine group properties, tool settings it is set for from matl. I have attached a snip that includes both the calculator and the operation and you can see the differences. In the actual boxes on the calculator the SFPM (210) and IPT (.00561) are correct using the spindle speed of (401), and feed rate of (13.4976) with a 2.0 tool diameter. The boxes on the operation give me a FPT of .0048 and SFM of 419.8953, incorrect.

-
Ok, this is a problem that I have worked around for a few years now and I would like to get past it. The speeds and feeds that are calculated on the operation pages are not correct. I always have to open the speed and feed calculator by right clicking the tool and using that to set correct sfpm and ipt values. It seems like a very basic calc that does not work on the operation page. Any thoughts?
-
Thanks guys.
-
So I just started using a Space mouse and while I can see it being nice to have around the one part that seems cumbersom is that it is allways is rotaing around the orignal XYZ zero of the model. Is there a way to make it rotate around the current WCS or change the point of rotation.
-
I figured it was a post thing, and I was going to have to use a Misc. Value, just thought I would check here first. Thanks John, your examples have got me on the right track. Have you ever seen a smooth body of water and think I would row the $h!t out of that.
-
We are starting to use transform with subprograms for our multiple hit electrodes quite frequently. As things are now the subprogram numbers start at 11 and increment by 1. Is there a way to set that starting value inside of MC? We like to run our trodes at night and if we are to run more than one I need to do a bit of editing to the code.
-
That is it. Thanks G Zero.
-
Running X7, I thought iI remember reading on this forum where you can set MC so that it when you start a new operation that the fields always are set with the defaults. Right now when I load an operation the feilds and switches are set how they were used for the last call of that op. I would really prefer if they allways loaded up the same.
-
Can I export a tool assembly from an X7 file to a tooldb file?
-
Thanks for the help.
-
I do not use stock model too often. In X7, how do I get verify to call up the stock model that has been created from pevious operations?
-
It worked, Thanks.
-
Running X7 using a file orignally made in X6. I am trying to change a tool in an operation and I get "Unable to add tool to the list" error. Any thoughts?
-
Ok I am still trying to wrap my head around the Tool Manager. I have all of my holders defined and assemblies made of our standard tools in tool manager. Now as I am programming along and want to use a tool that is not already defined I just create a new tool. How do I load up the holders that I have defined in the Tool Manager to create an assy in the operation? I seem to only be able to call up holder libraries and the holders that I created in Tool Manager are in a .tooldb file.