megaman
-
Posts
36 -
Joined
-
Last visited
megaman's Achievements
")





-
Does anyone know what happened to aspe on YouTube? He put some if the most intense video tutorials of muliaxis. Now the chanel has no content. Did it get moved?
-
Thanks agian colin that is very helpful as always-
-
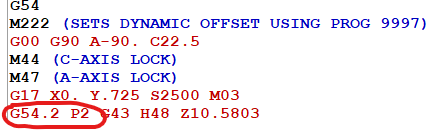
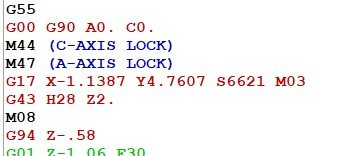
I have been programming for a number of years but only getting into it full time in the last year. I recently programmed a part and missed the offset default of G54 in my program, and it made it to the floor and crashed! on the machine I programmed it uses G54 as a home to store the center of rotation for the trunnion "A" and "c" . The only time we should see G54 on the machine is when we use dynamic offsets When looking at a lot of code I missed that it was supposed to be G55 without any dynamic offset since this was when I didn't need any tilt or rotation . G55 is my WCS. having this as a default would have saved me. Thanks for any feedback or constructive criticism in advance!!
-
There are so many options to click and try.its not easy to get clean paths all the time. Like anything else it takes time. CONGRATS! and yes thanks Colin !
-
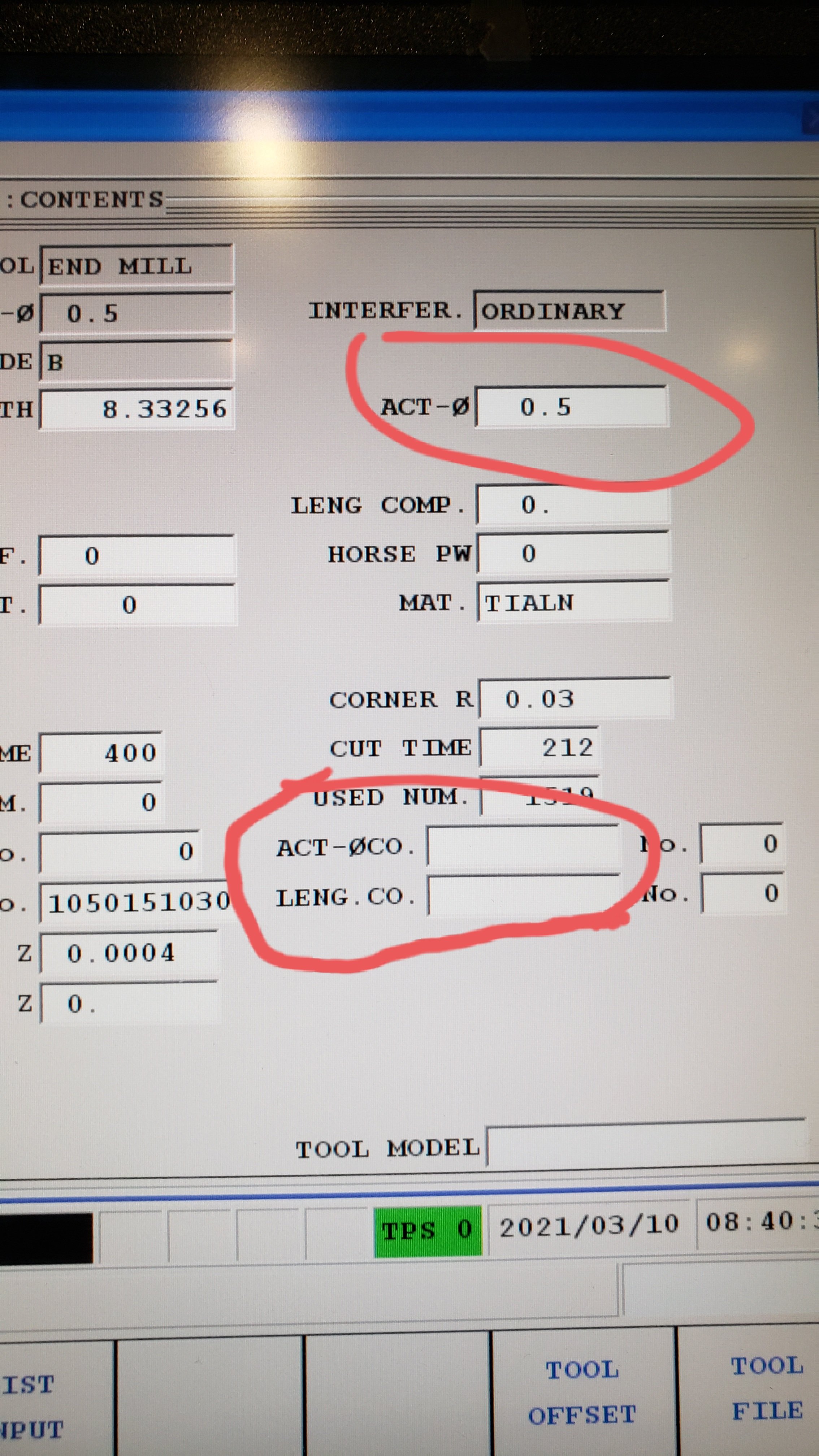
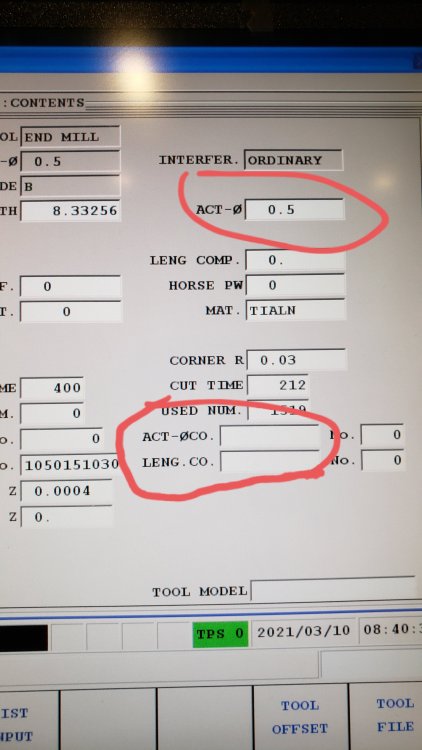
Hi Colin, I am looking through the manuals to try to figure out the G10 line I would need to writ into the code to be able to do this. Right now we are using the Control comp and both Mazatrol and EIA read the Actual diameter to adjust the amount of compensation. Typically if we have a 1/2" endmill and the hole is .003 small we will have the Actual diameter at .497 as an example. Actual diameter compensation also can adjust this but can be missed easily by the operators since that is down near the bottom of the page of blanks. Can you give me an example how I can use a G10 line or macro to either include in the post or macro that i can somehow add either manually or thru Mastercam to output to get around not having to go through retraining all the operators to input the correct data. I find the information in the manual somewhat confusing on which parameters to change and if we would still be able to think in terms of diameter and not going back to a radial offset mindset. Any insight or clarification would be greatly appreciated!
-
Thanks for that Colin, I will look into moving over to wear and using G10 to do so . What are the advantages of using wear . No offense taken I respect your feedback and just want to improve.
-
I am not 100 percent sure about the mazatrol/eia settings but we use the actual diameter and then change that to a smaller size to get it to go bigger on internal features. SIMULATE backplot was on and it still does that . If I was going to use wear I would manually put in an m00 and tall them to make sure actual diameter is zero and use actual dia. comp to get to size. most operators just know how we normally do it.
-
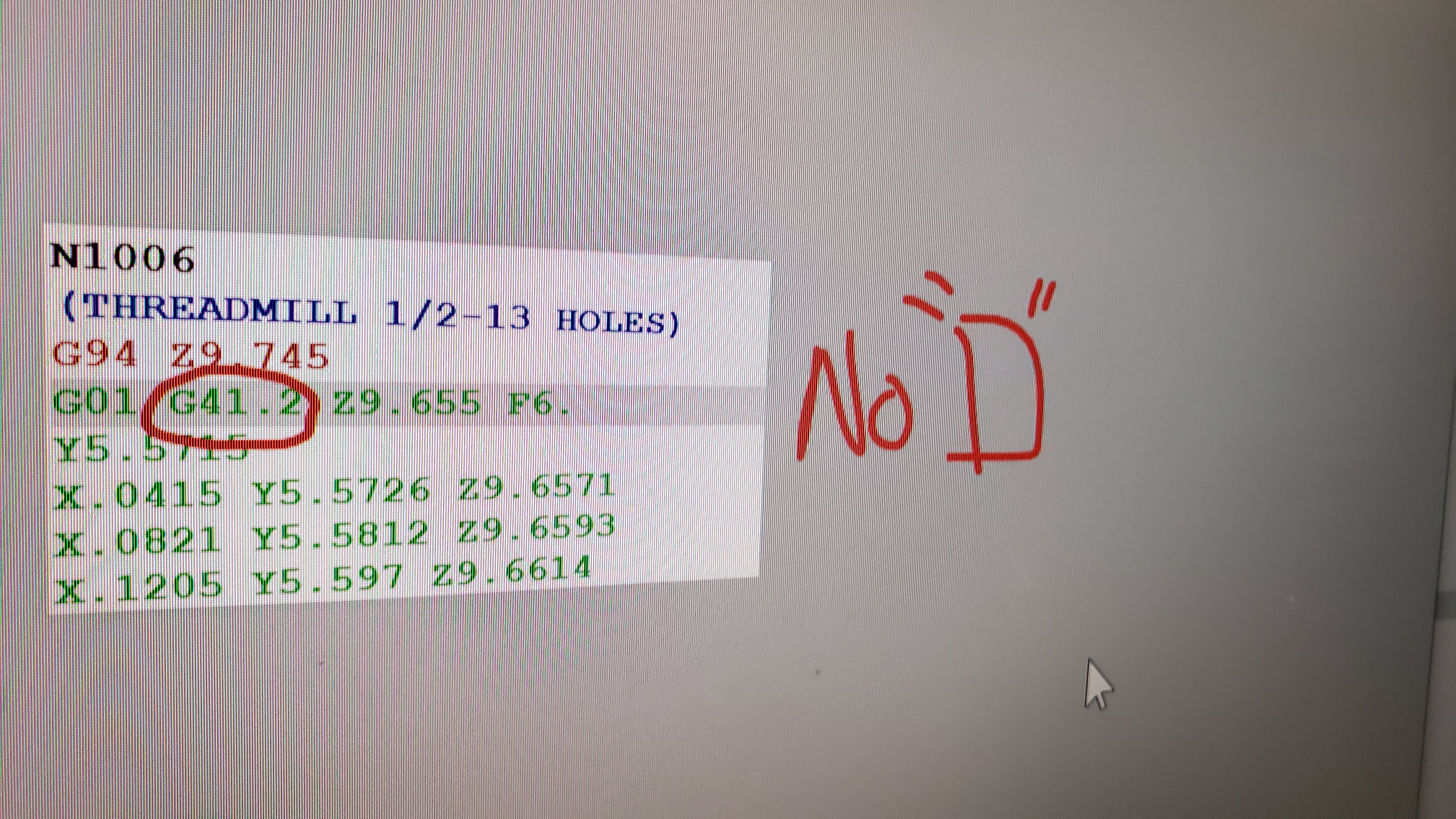
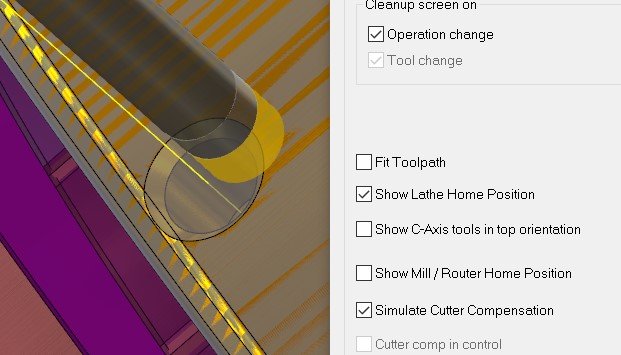
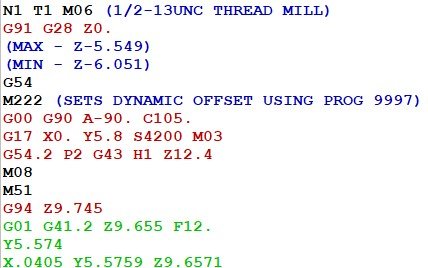
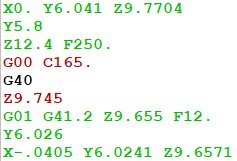
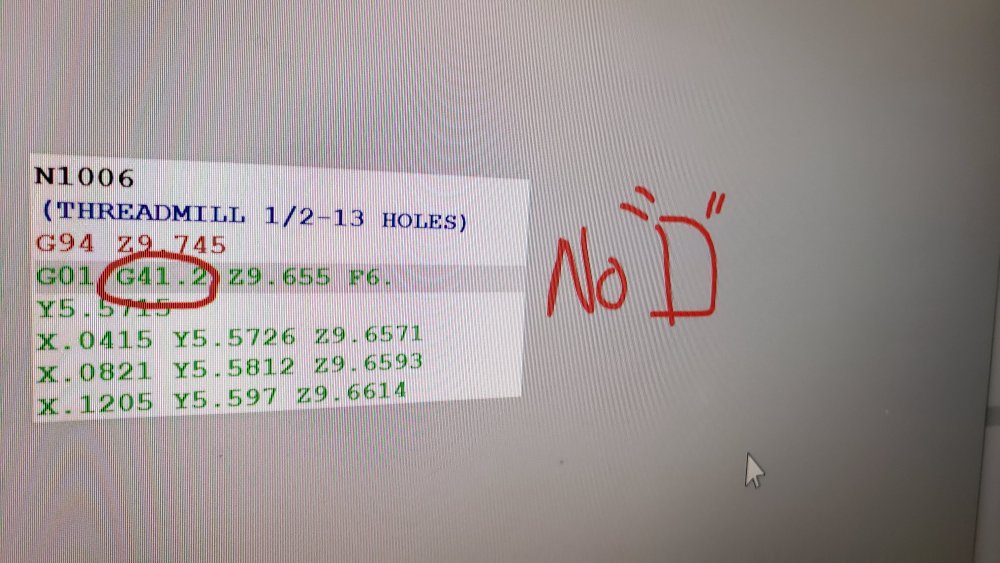
Hi guys, you are correct it may be that we just don't have that in our post. I have been programming this machine for years but only diving into the full 5 axis more that I have ben programming full time. I haven't had issues with this post too much but I'm sure I need post refinement. we do use g68.2 on our head table machine (VTC800). the multiaxis threadmill in drill (with control comp gives me the result below.- we always use comp to avoid changing and having operators input the wrong diameter) I was only able to get it to work by creating a plane an then using a 3 axis output and then transforming it . I am trying to find out whether this is a Mastercam issue or a post issue I need Inhouse solutions to modify my post. I don't see a D value and it sees to cancel at the wrong place. Any knowlegable input is greatly appreciated!!
-
By using g54.2 p.... dynamic offset
-
Yhis machine is a table trunnion machine . A mazak variaxis 730. No g68.2 on this machine.
-
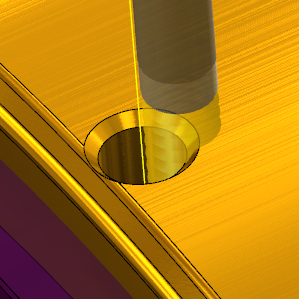
I used drill-5axis threadmill and tried to output with control comp. It shows the tool arcing to the middle of the cutter on the edge of the hole. I coukdnt get control comp to work. Is thread milling with 5 axis output a no-no?
-
Hello, can anyone give me some sample code using g41.2? Is it not nessesary to hae a D value in a g41.2 line or do i need to fix the post?
-
Good day everyone, Recently we have been discussing going to Inches per revolution for everything. Being a primarily Mazak shop the mazatrol always has this. When using a software like mastercam there is a misc. Value that will convert all the feeds. Does anyone know of any negative aspects to this. Besides confusing shop staff.
-
Good day everyone, Recently we have been discussing going to Inches per revolution for everything. Being a primarily Mazak shop the mazatrol always has this. When using a software like mastercam there is a misc. Value that will convert all the feeds. Does anyone know of any negative aspects to this. Besides confusing shop staff.
-
Thankyou so much crazy mill man. I had many pmeshes over other stls.