90rsgnuguy42
-
Posts
102 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by 90rsgnuguy42
-
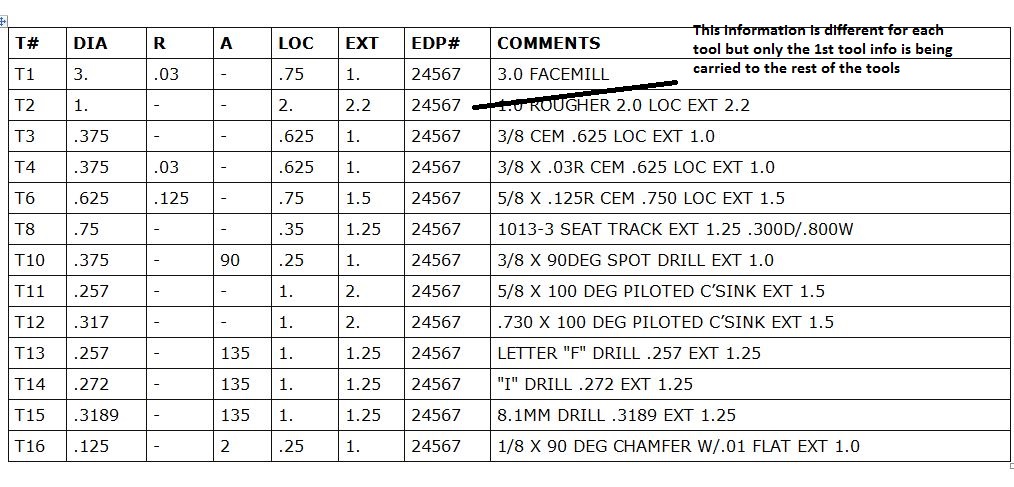
 We have the post for our HTML.set set up sheet doing almost exactly what we want except for one column. We've added an EDP# column for easy re-ordering of tools. The problem is that even though the tool number and other tool info advances to the next tool the info from the EDP# column (mfgtcode) does not get info from the next tool. I know we're close but I don't know what I need to do to make this work.
We have the post for our HTML.set set up sheet doing almost exactly what we want except for one column. We've added an EDP# column for easy re-ordering of tools. The problem is that even though the tool number and other tool info advances to the next tool the info from the EDP# column (mfgtcode) does not get info from the next tool. I know we're close but I don't know what I need to do to make this work.
-
Installed the "fix" for plane manager now I can't
90rsgnuguy42 replied to 90rsgnuguy42's topic in Industrial Forum
As it turns out I was not trying to rename an existing plane but I WAS trying to name a new plane an existing plane name. duh Thanks for the responses. All is well. -
Installed the "fix" for plane manager now I can't
90rsgnuguy42 replied to 90rsgnuguy42's topic in Industrial Forum
I go into the plane manager, right click on either of the 2 planes I've created, selected "rename", watched the name change into the name I want it to be and hit enter. Then I watch as it goes right back to the name I was trying to change. Not trying to change the names of any of the standard planes. -
Installed the "fix" for plane manager now I can't
90rsgnuguy42 replied to 90rsgnuguy42's topic in Industrial Forum
Restarted it and even logged off and let it think about it overnight. -
change the names of the planes I've created.
-
(D1) Cutter Comp notice
90rsgnuguy42 replied to PcRobotic's topic in Post Processor Development Forum
It's not that uncommon to output H & D on the G43 line. A few of the shops I've programmed for do this with zero problems. -
X7 MU2 ANYONE DO THE INSTALL AUTOMATICALLY ?
90rsgnuguy42 replied to CADCAM3D5AXIS's topic in Industrial Forum
I remember having to buy a $500 "math co-processor" so I could run engineering software on my old 80286. Making a $2500 home computer into a $3000 home computer. Then writing batch files to start programs so my wife could use it. -
Even with only 25 tools it's not too hard to use some standard tools. Use the first 10 tools as standard then the rest for job specific tools. In most of the job shops I've worked in there is a fair amount of repeat work. Figure out the most used tools in the majority of work you do and pick 10 for the standard tools. A pre-setter is a must in set up time reduction. Having a tool set up person is also a great way to reduce set up times. Also a shop foreman or lead man that has the next job with all the tools, vises, set up sheets etc. ready to go will help.
-
I have a NH5000 with 120 tools and 6 pallets in a pool. I have 50 or 60 part numbers and 120 tools is not enough! The NH doesn't have full 4th like the NHX does. The next machine we get, and that will be soon, will have 250 tools. The boss is so happy with the spindle on time of this machine he's already shopping for another. We also just bought 3 more pallets so we can get more work on the machine with a quick change over time.
-
Machining Urethane?
90rsgnuguy42 replied to augshastry's topic in Machining, Tools, Cutting & Probing
This is how I've always seen it done as well. -
using X6 before the MU1 release?
-
I changed my post so the D is on the same line as H. For example: G43H200D200Z2. After that I would call the sub program. The last shop I worked in they used subs for EVERYTHING. Even sections of code that did not repeat. Kinda silly but they liked it. By posting the D call at the same time as the H before the sub was called you never had to put a work offset, diameter comp or H offset in a sub program. (I think that was a safe thing to do).
-
If you have a calculator that will tell you the surface finish based on a step over then just use step over on a flat surface and look at what the scallop height is then use that and you will get the surface finish the calculator said regardless of the angle you're cutting. When you fill in the step over amount the scallop height field fills in.
-
.0001/.0002" I thought at one time I found a chart somewhere that gave a surface finish that corresponded to scallop height. I don't have that anymore though.
-
I use scallop height because that's the most telling as far as what my de-burr people are going to have to finish. I don't have to guess what the finish is going to be and a scallop height stays the same even if I have to change over to a different size ball mill.
-
I've also had good luck with SkiCarb end mills for long length small diameter finishing tools in aluminum. Especially if you're looking for chatter free inside corners.
-
I was under the impression that my maintenance was paying for FIXING sh!t that was wrong with the current version (HA) and the development of new releases of software so In House didn't have to survive on their ability to sell new versions of software that someone may or may not want to buy.
-
So then my maintenance was paying for the development of something I'm going to have to buy again?
-
If I have to pay for new features in the software that I'm already paying maintenance on why in the world should I continue paying maintenance? I should probably just take the chance of getting raped buying a new version if they ever fix the things I actually use that needed fixing in the first place. It looks like X5 works as good as any of this is ever going to work. We can get by with the current software and the "work arounds" we've figured out up to this point. Can't really recommend continuing maintenance to finance features I'll have to pay for again anyway.
-
VMC's with a Fanuc Series 18i-mb control
90rsgnuguy42 replied to kkominiarek's topic in Industrial Forum
The machine doesn't like the .0001" move in X. Change the parameter that breaks the arcs into quadrants so it doesn't break arcs. I had an older machine at another shop I worked in that had problems with that. Hope that helps. -
I'm exporting to a text file and using notepad. Then importing the text file back in afterward.
-
The problem I've had with the tip comp is that it stays active. If you don't need it on the next tool, like a new center drill for instance, you get it anyway. I've lost a couple of parts this way. I never use it anymore. If I need to figure out how much deeper I need to go to comp for the tip I look at the amount on the tip comp page and add that amount to my drill depth. It's more work but I'm used to that from Mcam any more. I've been bitten by this "feature" too many times now.
-
I've set up mi1 to output high speed look ahead on my milling toolpath. It outputs (G8P1) in the correct place in the toolpath. I put the cancel high speed look ahead (G8P0) at the retract using logic statement. It works well EXCEPT...it outputs the cancel at the end of the tool BEFORE I turn it on and not at the end of the tool I turn it on for. Any ideas?
-
That's what works for me too. I look at what I want at the current rotation, turn off the STL and change to a different rotation then turn the STL on again.
-
+1 motorcityminion. Happy Birthday!