zero_divide
-
Posts
112 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by zero_divide
-
So, how did it go?
-
I think your SFM is too high. I would go 570 SFM and 0.004 ipt chipload This would give you about 4400rpm and 80 ipm for a 5 flute endmill
-
With With HSM speeds and feeds and DOC deep enough it is unusable even in aluminum. Chatter will be so loud, you will not want to use it. I only tried it on aluminum with Low DOC of 1 xDia and 30% radial. With conventional Speeds and Feeds. There it worked OK, but still noisy on conventional pass.
-
Well, like they say: "Individual experiences may vary" Please do try it some more and if you have any feedback, it would be very nice to hear you. I believe my HSMAdvisor is a better calculator. Unlike other software it accounts for Spindle Power curve. It also considers complete endmill geometry such as flute length, shank diameter etc. It is better, for example, at suggesting depth of cut for longer-than-regular cutters. Or for cutters with either reduced or larger shank size. Also there is a big difference in how tools and cuts are accessed by the user. In my program you can add tools to libraries and add Cutting data such as material, depth of cut, cutting speeds to tools. I constantly update and improve things, so if anyone has some suggestions, please let me know.
-
What is wrong with drills? The speeds and feeds for drills are given as safest possible, that yet would not cause rubbing. Realisticly i myslef tend to go 100-150% in cutting speed and 150% in feedrate. (150% feed override is Medium Roughing level for all types of tools) That way i get best Tool life/Productivity. BTW. Jeff, I just added the requested materials. You can get the newest one here- >http://hsmadvisor.com/index.php?page=Download
-
Yes.I did this feature for a guy who wanted to run it on 8 computers with shared tool database. Check out this tutorial, so you can try if it works well for you. I can always change things as per user input. http://zero-divide.net/index.php?page=FrontPage&shell_id=151&article_id=4551
-
When that happens please email me or let me know in any other way and i will add needed materials real fast.
-
Yeah i know HSMAdvisor is wonderful:lol: Although i am a bit biased. Thanks for adding a request for integration with MC. Hopefully they allow me deeper integration than a simple net/c-hook i am working on right now.
-

Cutters for Machining FX Steel- material for molds/cores
zero_divide replied to mike561h's topic in Industrial Forum
Sure sounds like a high feed cutter. Depending on tool dia and your mould depth you may not be able to go as deep as you want per per pass. MRR rates in long reach situations are much better with them. Also tool life with Hi-feed cutters will be much better. -
Thanks! That is quite a vote of confidence. Since quite a few guys here (as it turns out) use my software I would like to let you know that I have completely redesigned the speed and feed calculator's interface. I am inviting you to try it and let me know of your impressions. Download page is here http://hsmadvisor.com?page=download
-
JParis, thank you. This thing has been driving me insane
-
As of right now there is only one way to automatically exchange data fields between hsmadvisor and mastercam. I have a "Capture Wizard" that scans Operations manager's window and grabs data from each text field, then transfers it to HSMAdvisor. When calculation is done, you click Update button and it sends data back to Mastercam the same way. This works pretty good, but some data is left unavailable, because it is residing in hidden tabs. I have completed Integration profiles for bobcad. Now working on Mastercam There is a second way of doing it. Using a .net hook i can add a button to Mastercam's main window. It will open up a dialog where you will be able to export entire operations to HSMAdvisor and then send updated stuff back. As far as i know there is no way to create a tab inside operations manager unfortunately (am i wrong?) If there was, it would be super sweet. Second method is still in early stages, but i did a proof of concept and (yay!) It works! I am up to the challenge. All i need is a little time. Very busy between day job and supporting apps between 3 different platforms. What do you have in mind? Edit: here is an article with more detailed example: http://zero-divide.net/index.php?page=FrontPage&shell_id=151&article_id=4496
-
FSWizard is free. I have not updated it in over 6 months. Been busy developing HSMAdvisor for PC and FSWizard for mobile devices. I now have both iphone and android versions. And yeah, they both now do tapping as well. Also you can integrate HSMAdvisor with Mastercam to some degree. This will save a lot of time as well.
-
With a 100 k air spindle you can feed at around 60 ipm. A 30 thou deep hole will be drilled in no time. You will loose more time on positioning. Physics of the machine is the limiting factor here.
-
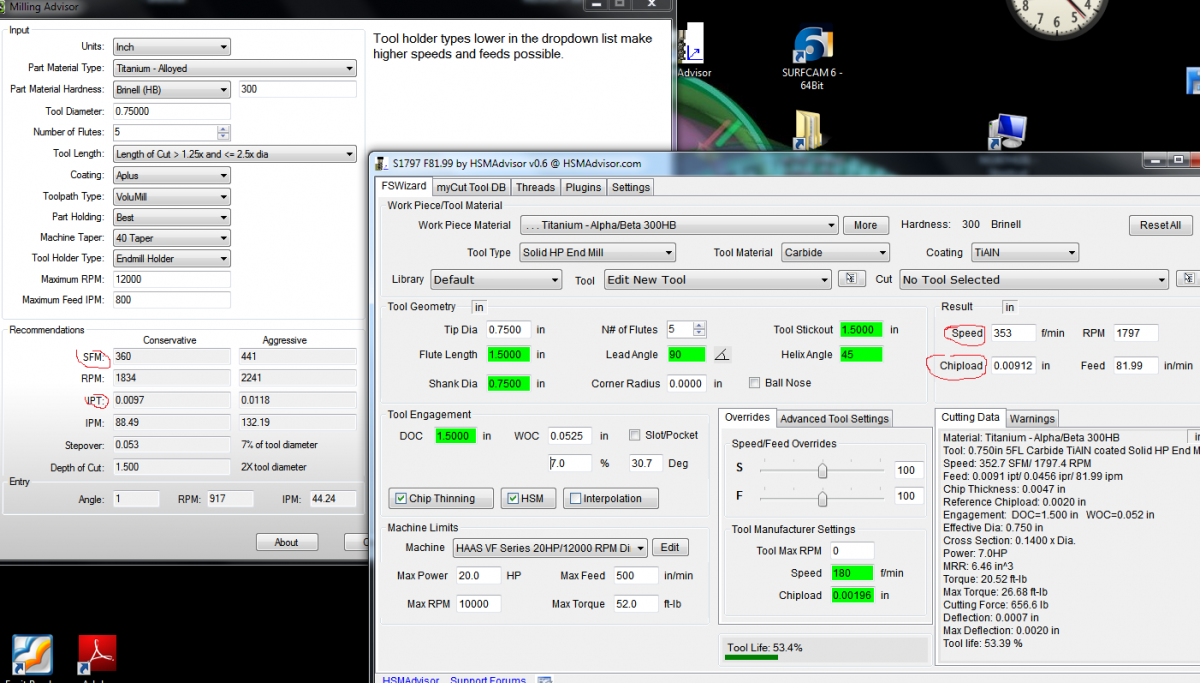
Brandon,in HSMAdvisor you need to choose a HP (Hi-Performance) Entmill tool type. Othewise it thinks you are using a generic endmill. Also should specify coating as well. @MotorCityMinion, FSWizard does not have any of the safety checks that HSMAdvisor has, so however not likely it is possible. Here is milling advisor vs HSMAdvisor side by side. The specs pretty much match.

-
304 Stainless Steel
zero_divide replied to Dan_AKA_ROY's topic in Machining, Tools, Cutting & Probing
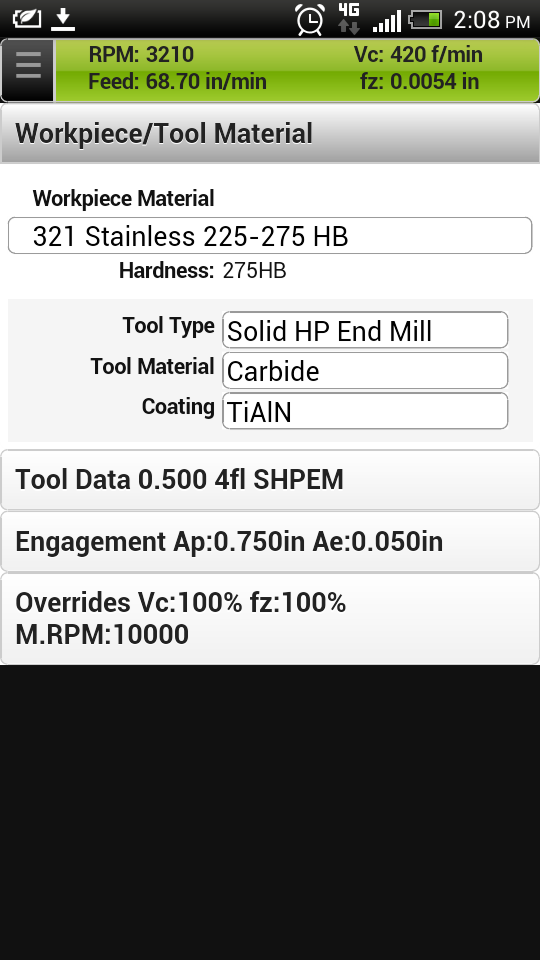
Huh i am late to the party. But this is what i am getting on my calculator for 321 stainless. Almost exact match!
-
When helical boring chip is actually thickening. People who do a lot of thread milling know that. Its caused by the difference in programmed feedrate of the center of the tool and the actual circumference of the tool when interpolatimg tight internal radiuses. When milling outside radiuses the chipload actually is going down. But still when radial engagement is low enough you will get see chip thinning even when milling ID. Now if your endmill has a radius and depth of cut is smaller that that you also add axial chip thinning to the mix. So when doing helical milling you can have up to 3 chip thinning/thickening formulas apply at the same time. Calcs like HSMAdvisor can compensate for all of them.
-
arc statements on cincinnati arrow vmc 750
zero_divide replied to Tim Pruett's topic in Industrial Forum
That control does not support helical arc movements. you gotta setup your post to not output any z movement inside arcs -
small hole deep drilling canned cycle G83
zero_divide replied to D&S PRECISION's topic in Industrial Forum
Feed reduction as a measure of preventing drill breakage for deep holes is couter productive. You would be better of increasing feedrate to get proper chip formation and decreasing peck distance to prevent flutes from clogging up. What happens when too slow of a feed is used, chips are getting recut and reground, flutes clog up even worse. Now if machine feels the overload and does a peck when needed it is a different story But i dont see how it can feel a tiny drill is about to break. I dont see spindle load move when drilling with anything below 3/6 -
Shameless self promotion While some other calculators at times give bogus numbers I have not heard anyone complaining about my tool. FSWizard It gives speeds very close to optimal ones. Considers tool length, depth of cut and so on. It also very accurately suggests cutting depths in relation to material and length of tool. Of course chip thinning and HSM are supported fully. Edit: a standalone version that is integrated with MC is in the pipeline.
-
Whoah. Thank you very much! Unfortunately i tried to actually use that converter..... Then after doing several fasepalms finally looked at the C# code and rewrote the interesting patrs to VB.NET manually. I am was very rusty in C#, that's why i chose VB.NET as my platform. I gues i was wrong: Its a new language and alot different from VB6, also most of the docs are for c# ;( Again thanks for your help, for anyone interested this was the part i needed: my problem initially was that i tried to query tools but not ops. BTW, i cant seem to make the resource file to work properly. I place FT file into c-hooks and it seems to work, but it does not load the icons and MCAM keeps bugging me with "Could Not Find any resources appropriate with specified culture of neutral culture.. blah blah " Name of my project is "FSWizard_NET_CHOOK" and i modified the FT file as advised in..somwhere. but still doesnt work.... At any rate thanks. I will probably save tool data as XML and then read it with external app and then bring it back the same way. after all calcs are done.
-
Can you give me a simple example on how to query operations for tool data? I guess once that is figured out its easy to update them. Thanks for helping. You already gave me a good idea.
-
Hello guys. I am developing a standalone feed-speed calculator in VB.NET And i am going to introduce a feature to export tools from mastercam via ASCII export, calculating all the speeds in my program and then bringing them back. That part is quite doable 1)I am wandering if it is possible to get that data directly and update tools automatically using some sort of chook? 2) Is this something worth perusing in your opinion or the standard ASCII method would do? 3) Is it at least possible to grab the tooldata from currently opened operation and then update all the rpm and feed fields?
-
Well mic-6 is actually softer and gummier than the 6061 In 6061 i go at 10000rpm and 160 ipm full slotting. With 3fl em Depth of cut depends on length of the cutter and varies anywhere from .5" for stubby to .25" for 2" long 3fl Niagara hi-helix HPEM this should be pretty safe for start http://zero-divide.net/index.php?page=fswizard&shell_id=199&load_tool_id=53963
-
Followup. yeah i just checked it. online version increases sfm as well as chipload when using hsm option. but that feature was introduced AFTER v0.014 release and thus is yet not supported in standalone version. it however is included into the next release being tested right now. Along with some other features none else has.