





METALMERKER
-
Posts
16 -
Joined
-
Last visited
Recent Profile Visitors
4,089 profile views





METALMERKER's Achievements
")



-
Mastercam 2018 lathe flip part G54-G55
METALMERKER replied to CHARLES0266's topic in Machining, Tools, Cutting & Probing
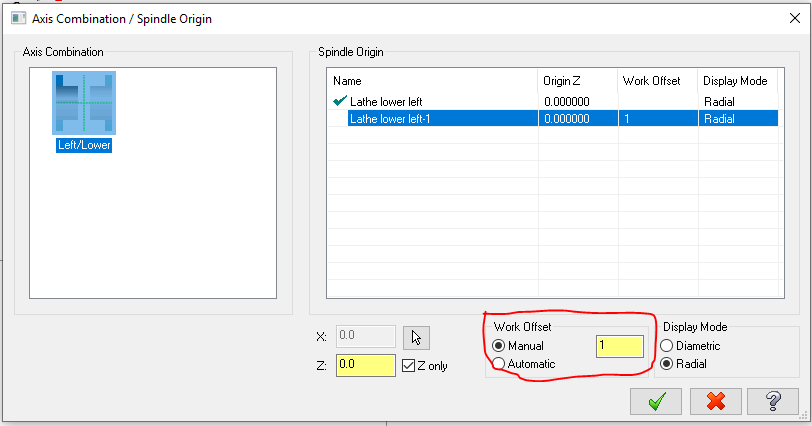
You will need to create a new toolplane for the 2nd side using the Axis Combination/Spindle Origin button: Right Click anywhere in the Planes List under "Spindle Origin" and select "New toolplane". You can set output to G55 by selecting Work Offset 1: Then just select the created toolplane for each operation using the Axis Combination/Spindle Origin button. There could be an easier way but this way works! HTH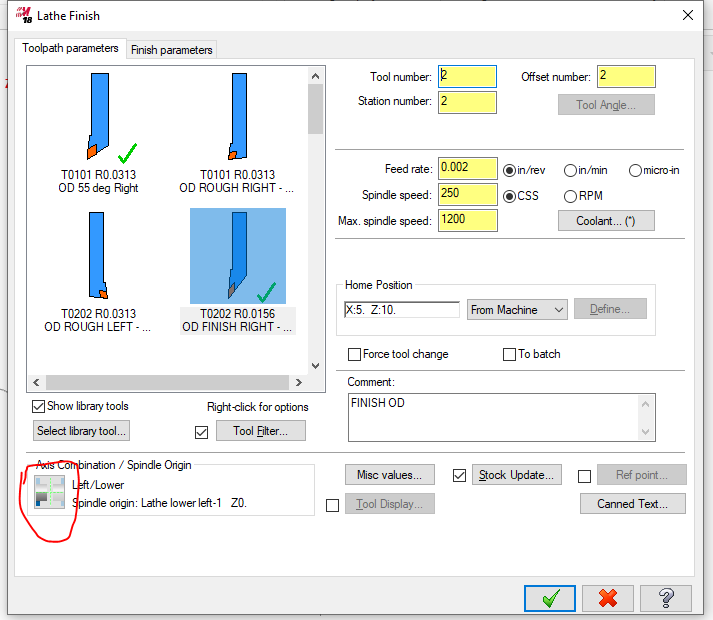
-
mastercam 9.1 w/ GRBL
METALMERKER replied to ch3no2freak's topic in Post Processor Development Forum
That is most likely just the machine reading this line: G0 G53 Z0. Which tells the machine to go to the Z axis '"0" position in absolute machine coordinates... HTH -
Beware: Older Fadal's can get funny if you don't have the block numbers output correctly! Metalmerker
-
PH Steel tooling
METALMERKER replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
Either Iscar HM90 or Ingersoll 12J1G for roughing and Ingersoll 1DJ1F for finishing. Metalmerker -
Low cost tool length probe
METALMERKER replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
These are meant to be used on lathes but might be adaptable for your application and might be a little less spendy than Renishaw gear: https://cnc-specialty-store.com/tool-setter-touch-probe FYi - I have no experience with this company or any of it's products... Metalmerker -
Mauricio, You can achieve your desired output with a few simple edits to your post processor! Your reseller can probably assist. If you are unable to get the help you need, DM me and we will work it out! Metalmerker
-
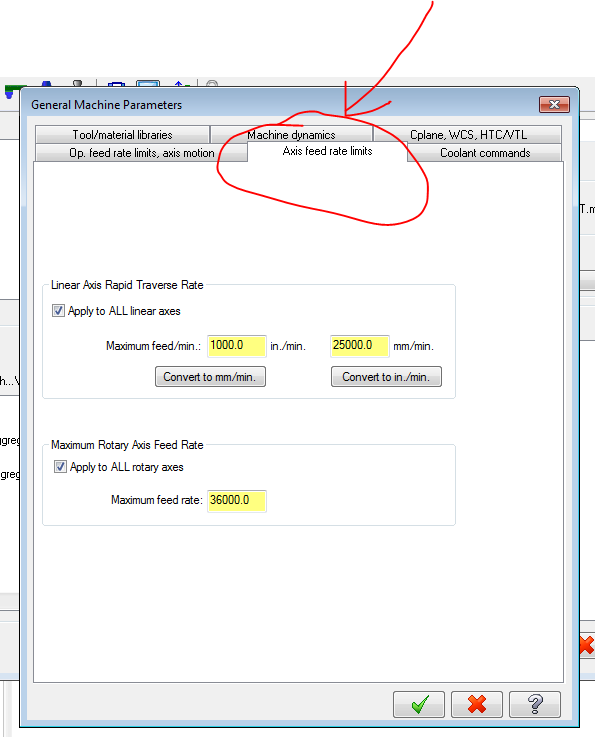
I recommend changing this variable in the .pst file as well... Actually, you must edit this in the post for it to work if you're using a 5-axis post... HTH
-
Then this Tab:
-
This button inside of the Machine Definition Manager:
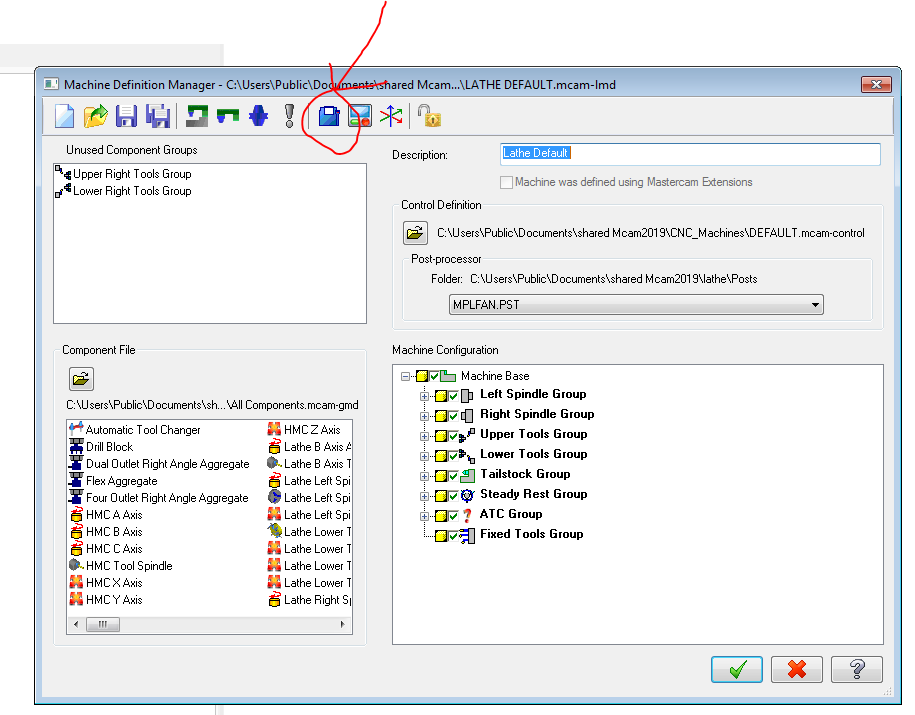
-
Surfacing 954 Aluminum Bronze
METALMERKER replied to SpecialtyMfg.'s topic in Machining, Tools, Cutting & Probing
I always like to use the largest size ball the geometry will allow in order to achieve the best finish possible with the largest stepover permissible -
+1000 on the Carmex threadmills! I used some to mill #0-80 X .250 dp in aged A-286, made 16 holes with no signs of wear. I've found it's ALWAYS best to go uncoated when it comes to Ti.. Sent from my SM-S902L using Tapatalk
-
Haas 4th rotation limits +150 / -150
METALMERKER replied to lowcountrycamo's topic in Post Processor Development Forum
Jlw, Would you be willing to share snippets of code needed to achieve this functionality? Thanks in advance, Metalmerker -
Good afternoon, Colin, is the above mentioned video☝available somewhere for download? Thanks, Metalmerker Sent from my SM-S902L using Tapatalk
-
Sent from my SM-S902L using Tapatalk
-
PM me the file and we can go from there...
