Andy_Wallis
-
Posts
18 -
Joined
-
Last visited
Recent Profile Visitors
707 profile views

Andy_Wallis's Achievements
")




-
Hi all. Thanks for taking the time to read my post. I am looking for someone who can modify a post for a Haas VF6 on Mastercam X8 (remove G28 X0 Y0 from the end of the file output). The file is encrypted. Our shop doesnt have support so looking for a third party to modify the post for us. Kind regards Andy
-
 Andy_Wallis changed their profile photo
Andy_Wallis changed their profile photo -
Tool library defaults read into High speed toolpath
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
I have found if I turn off the "automatically update HST defaults" and select the "recalculate values" manually the software does update the toolpath correctly from the defaults. Its almost the auto update facility doesn't work very well - maybe a bug!?!?!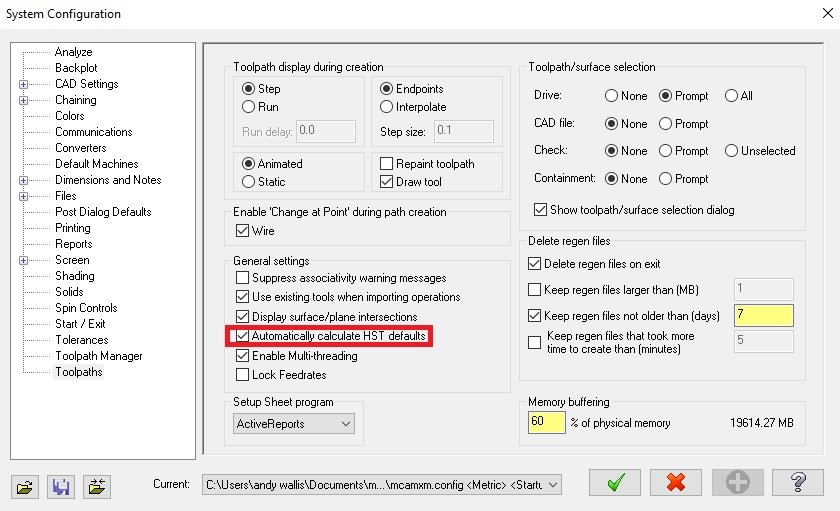
-
Tool library defaults read into High speed toolpath
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
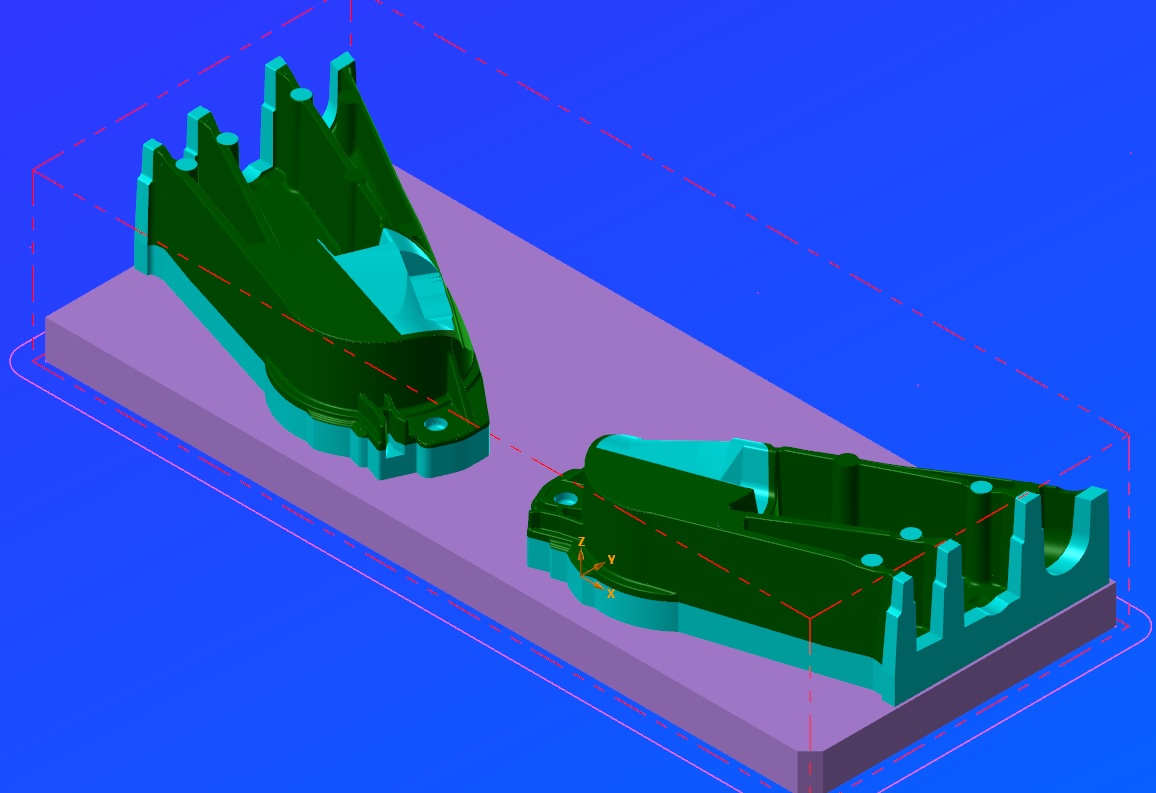
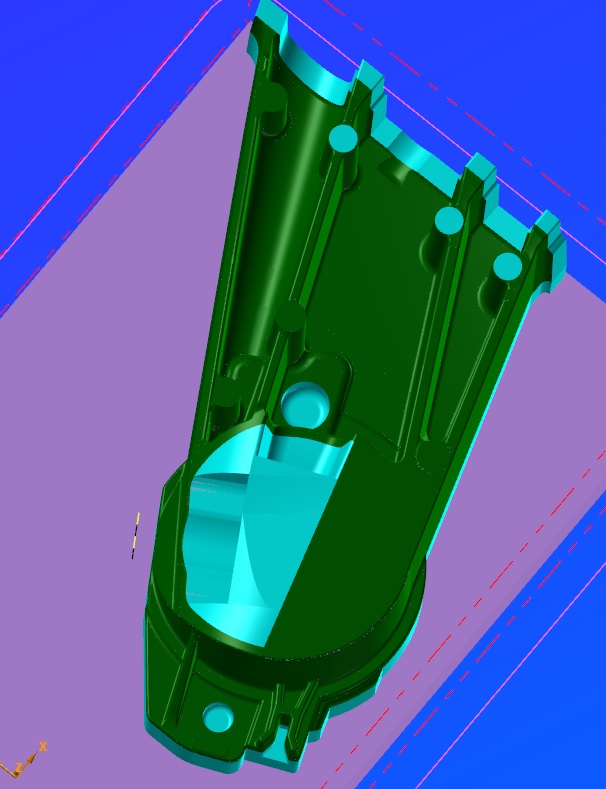
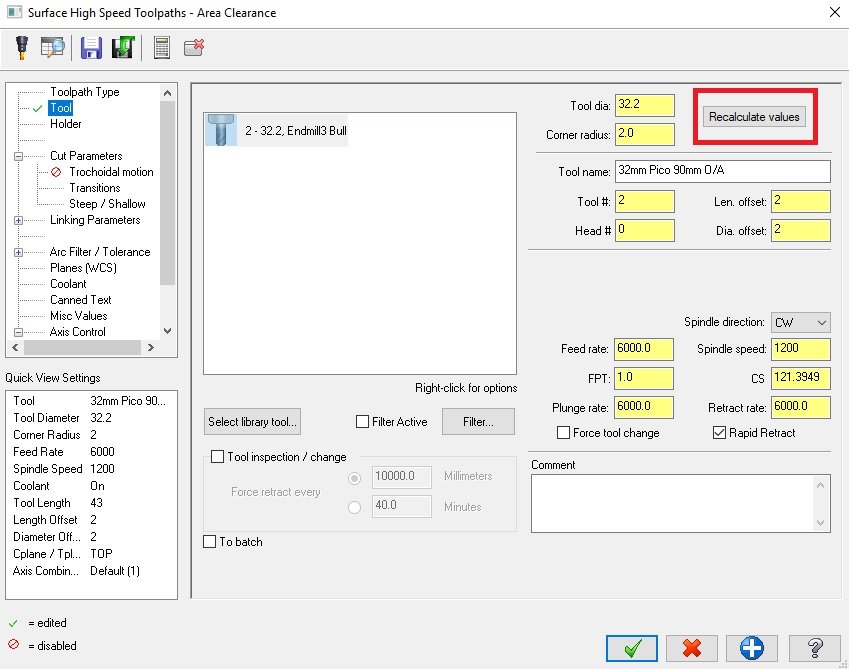
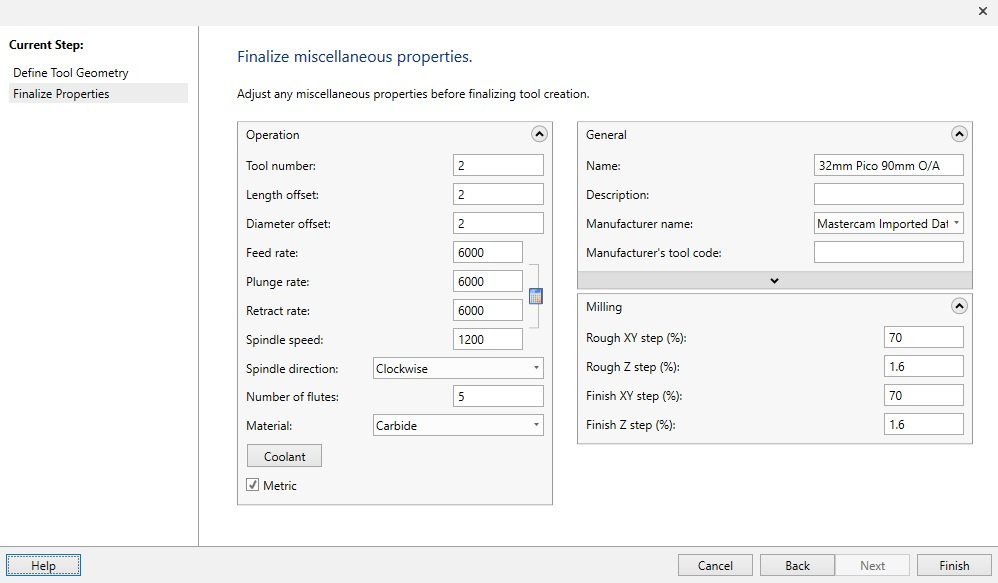
@Jayson Kramer-CNC Software Thanks for the response. In the parameter page below when I bring a 32.2mm high feed roughing tool from the library to the parameter window the stepover comes in correct BUT the stepdown comes in at 3.22mm. The default is set to 1.6% or 32.2x1.6% = 0.512mm. The .formula file over rides this default and uses the following formula dx0.1 or 32.2x0.1 = 3.22. I have attached a basic Zip2Go file for your analysis. Below is the latest response from 4D in the UK: Hi Andy Adjusting the Rough Finish XY step % in define tool is working in your Area Clearance toolpath for XY Stepover but not the stepdown that is coming from the formula file at a multiple of 0.1 but dont seem to be able to modify the formula file to change this. Each toolpath type has a its own formula, will send this off to CNC Software for their thoughts. Kind Regards --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- I am not hopeful for a response from CNC software as we have sent examples before and not received a reply, they probably get that many problems from all over the world that maybe they get lost in the pipeline. Thanks for taking the time to look into it Jayson. Kind Regards. Andy example for emastercam.Z2G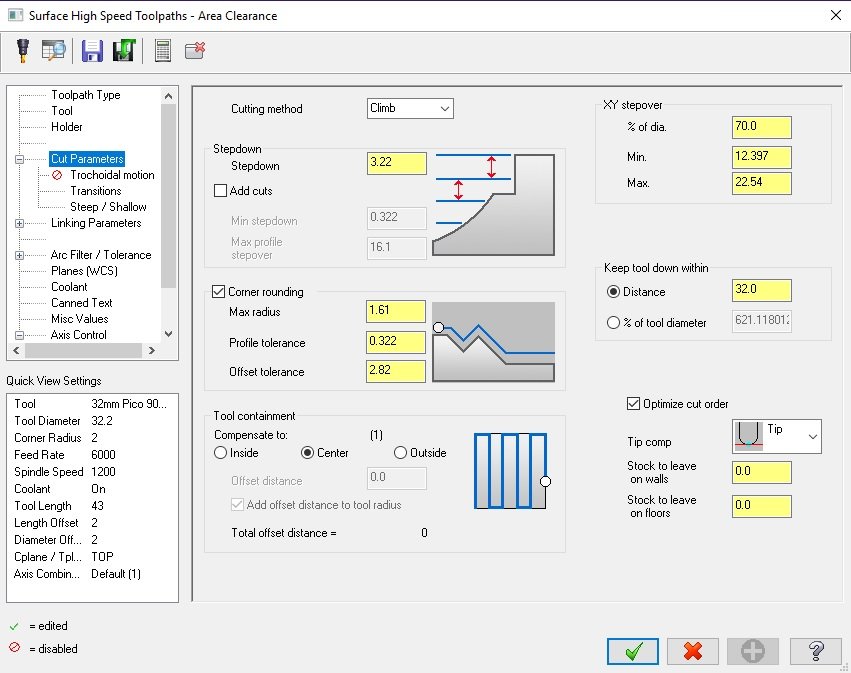
-
Tool library defaults read into High speed toolpath
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
nickbe10, Yes we have maintenance but only one seat of Mastercam (we have three) but this particular issue has been going on for a while and (I think) they may be struggling with a solution other than as my first post, as there contact with me has diminished! I'll be honest I don't know what advantages 2019 has over X8 other than what you mentioned above. It would be too expensive for not much pay back to upgrade all three seats at once. Also word is CAM software manufacturers are looking towards a monthly/annual fee to use there software as companies (like mine) are just buying the seat with 12months maintenance then keeping using the software at no additional cost. JoshC, Yes I have that box activated, and works well with coolant, drilling & stepovers - never had an issue! But the step downs read directly from the defaults are ignored. Also...... I read the .formula file and it states step down are calculated at "dx0.1" which is a horrendous rule given there are so much versatility with tooling on the market now-a-days. I don't know if this can be changed to read the defaults???? @Jayson Kramer-CNC Software can you help with this? Thanks all -
Tool library defaults read into High speed toolpath
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
Thanks nickbe10. Yeah I wish I could, I actually have access to the newer versions (2018/19) but the issue in our company we are only a small firm. I am the main programmer for all the CNC's in the factory the other two seats we have are only really used for size amendments from cutter wear or as a preview for what I have programmed or on the fly adjustments (everything we manufacture is a one off). My seat is the only seat on support, we would need to a service package for the other two seats if I upgraded my version so they could read which ever version of Mastercam I'm using and at £8-10k it isn't a immediate requirement. Thanks for response though! -
How do you get Mastercam X8 to read the cutter definitions into the high speed toolpath options? I end up with all sorts of bizarre figures in my stepdowns/stepovers even though they are correct in the tool definition. I contacted 4D in the UK and the recommended changing the .formula defaults in the "save parameters to default" option at the top of the high speed parameter window, which works when remembering only one tool type. I use an arsenal of tooling from 32mm high speed roughing tools to 0.2mm cutters - which would obviously be obliterated if I bring in the defaults from .formula file for the previously saved tool. Which is why it would be easier if the parameter from the tool read straight into high speed parameters page. I genuinely think 4D are stumped. Under "machine group properties" - then "tool settings" tab the use "tools step, peck, coolant" and I cannot find anything else to help make the process slicker. Any advice would be appreciated. Cheers Everyone.
-
Thats awesome Gracjan! Thanks very much for that I will give it a go! I cannot thank you enough. I will let you know how I get on Andy
-
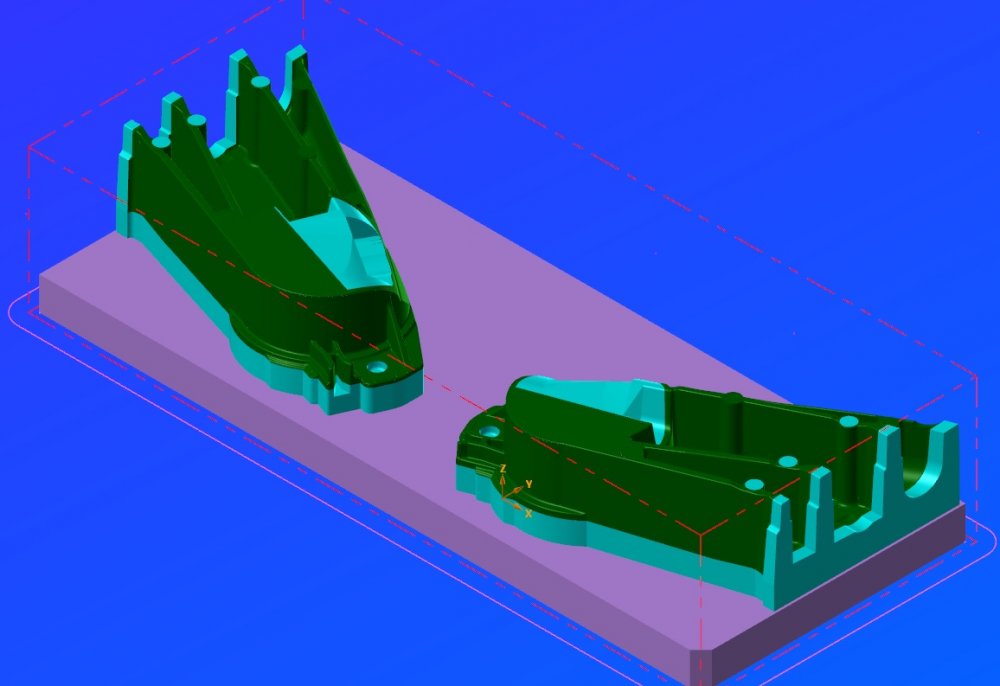
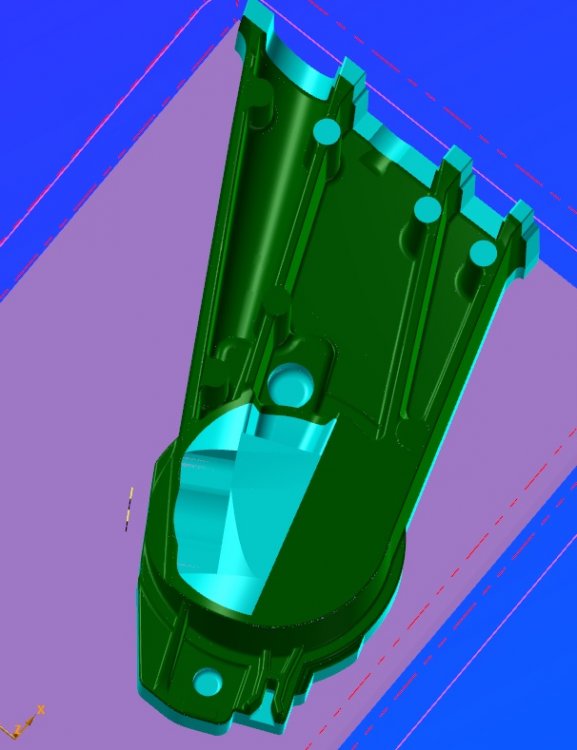
Thanks for your response Gracjan. I understand what you saying about the cutter diameter & radius - makes perfect sense. But what puzzling me is the spark gap on Z plane if I have used a 6mm R1 to finish a part then that becomes 5.7mm 0.7R, the vertical faces would be correct but the flatter faces would be incorrect unless the offset of the tool was adjusted to suit the spark gap. Unless I'm miss understanding what your telling me??? On a simple shape like the one provided in your photos it makes perfect sense. The attachment is what I program & cut regularly. Any help is appreciated.
-
Thanks for the reply BR, How do you fix it? I am in the same boat as you - this has been as issue as long as I used Mastercam - 15years +. Andy
-
During programming of electrode using minus stock in the parameters page. Using sharp cutters or cutters that have a smaller radius than the spark gap being used. Mastercam takes and age to regenerate the toolpath (Sometimes still working out when I come in the morning from the night before!). i.e. using a 0.3 spark gap for roughing electrode and trying to use a sharp cutter or a cutter with a small radius to corner out. I think Mastercam struggles does anyone have any advice on speeding this up? Or making the process more user friendly? I have tried scaling the electrode and cutting to zero stock to leave but surfaces just overlap. Mastercam UK are not much help when I have asked the question. Delcam & Vero seem to be OK when working out which is why we are leaning towards leaving Mastercam. Thanks in advance for any advice.
-
How Powerful should a PC be to deal with Mastercam easily?
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
Had a chat with the boss and I have to look in to get getting more RAM, thanks for all the advice chaps. -
How Powerful should a PC be to deal with Mastercam easily?
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
Sorry for late reply chaps, left my notes at work on Monday. I have a Dell T5400 Intel ® Xeon® cpu E5410 @ 2.33Ghz 3.2 RAM Nvidia Quadro FX 5800 500Gig Hard drive (but this is empty as everything is setup over a network) I performed the test provided by Serenity...... The time was 3'02'' Sorry again guys -
How Powerful should a PC be to deal with Mastercam easily?
Andy_Wallis replied to Andy_Wallis's topic in Industrial Forum
Awesome! I will try that and let you know results. Thanks very much -
Yes your right its not in X4, however when I did have X6 trail version, the opti- toolpaths were very useful, however my PC is no where near as powerful as yours, (Like I said in my previous post I will find out the spec tomorrow) and opti-toolpaths take longer to workout, I cant see my boss investing in X6 until mastercam fix the issue I'm having, being in mouldmaking high speed restrough is extremely beneifical..... or it used to be in version 2 hahahaha
-
I'm Currently using X4 as our trail version of X6 has run out, yes the High Speed rest rough. I just find this a completely pointless toolpath as I might as well step down in cutters and control the cutter using boundaires. Rather than using the rest rough option which is suppose to save time and be more efficient. I cant post anything on the FTP site at the moment as my boss has the password, which I will try and get on Monday. Just wondering if anyone else encounter this issue and-maybe if it could be fixed?????