





Sam Roberts - 3D-Machine
-
Posts
25 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Sam Roberts - 3D-Machine
-
 Jayson, Where on the Mastercam forum do you recommend? I seldom get on here. Can you send me the link? Thank you
Jayson, Where on the Mastercam forum do you recommend? I seldom get on here. Can you send me the link? Thank you -
This is where all my trouble began! I have not eddied post in quite a while. I have no idea when or why this box would have got checked. See attached!

-
I sent Colin a message this morning. About the only thing I have not tried is removing all existence of Public BETA 2020 from my computer. Its is bizarre that it is doing the same thing. I have know idea if it was the culprit of the problem. I will be removing all existence of Mastercam including the BETA from the computer and trying again soon. I am a 20+ year user of Mastercam and have used every version since six, before X cam out. I typically do not have issues like this. It is a strange one for sure. Thanks, Sam
-
Yes, As I stated it works fine until I do a file save to the exact file that just worked. Updated post work fine until I do a file save to them unchanged. I am pretty computer savvy and do not think it is a Mastercam issue but for the life of me I do not know. I've never witnessed anything like this. This is the newest post I have but do experience the same thing with post that have been updated from previous versions. #DO NOT MOVE OR ALTER THIS LINE# V21.00 P4 E1 W21.00 T1527269344 M21.00 I0 O0 # Post Name : MPLMASTER # Product : LATHE # Machine Name : GENERIC FANUC # Control Name : GENERIC FANUC # Description : GENERIC FANUC LATHE C- AXIS POST # Mill /Turn : YES # 4-axis /Axis subs. : YES # 5-axis : NO # Subprograms : YES # Canned Cycles : YES # Executable : MP 14.0 Thanks, Sam
-
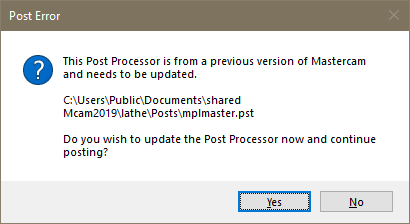
All, I uninstalled Mastercam 2019, wiped out all existences of Mastercam 2019 from my “C” drive, and all Registries. I re-installed Mastercam 2019 (Mastercam 2019 Update 1 USB) as is and left all defaults as installed. I created a simple turn profile. I used the “LATHE DEFAULT.MCAM-LMD” and posted a program. It worked as it should. I then added the “MPLMASTER.mcam-control” and “MPLMASTER.mcam-lmd” to the “CNC_MACHINES” folder. I also added the “MPLMASTER.pst” to the lathe/post folder. I selected the “MPLMASTER.mcam-lmd” and posted the program. It worked as it should. I then opened the “MPLMASTER.pst” and pressed the space bar one time and then back space to allow me to file save. Absolutely no change, just a file save. I went to repost and it give me this message… I press the no and go directly to the Machine Group to change machines an get this. I have found that if I drop the original post back in the lathe/post folder and overwrite the unchanged post everything works as it should. In short, if I file save the “MPLMASTER.pst” in the folder I get Post Error ? If I file saved any of my previous post that did work, I get Post Error ? Lathe post that I did not file save still work on the new install. (A file save to any post file is where the problem starts.) My problem now is, I do not have a post that hasn’t been file saved trying to trouble shoot this problem. After doing all of the above; I put my Doosan Machine, Control, and post in their respective folders (C:\Users\Public\Documents\shared Mcam2019). As soon as I selected that machine it crashed… My idea that this was a server issue because it did the same thing on another computer with my log in and another programmers login has now been debunked. I am now wondering if installing public BETA 2020 has caused this. I have only installed BETA on this PC so I am not sure. I question that because I am getting the same exact problem with 2020 Public BETA when repeating all the above. I have spent nearly all day on this problem. I hope we will have a meeting of the minds at CNC Software and find a solution. Thanks, Sam
-
We just have one. I don't crash it but it is not simple to work with the way it is set up. I can make a fourth axis rotary rock and roll like nobodies business. A VTL should be a breeze. It's always treat it like a horizontal lathe. I'm doing it all right now and need to train someone to take it over. It's over complicated. They tell me that mill/turn would make it even more difficult???
-
Currently when using this the tool gouged the I'D in carry even when using round tool. I will work with this and hope it works. The machine is a Vertical Turning Center. Mastercam has failed on this especially with full C-axis. I make it work. Throw out what you see is what you get! Thanks, Sam
-
Is is possible to use a solid holder and tool to program parts in 2018?
-
Colin, I make sure that each one of my rotary's on each machine are rotating the right direction + = clockwise. I assume that there is no other way to make sure that CW stays selected without question, the exception being set up in default to be selected each time I start a new tool path. Thanks, Sam
-
Colin, I have recently had a situation where I mirrored a tool path using rotary Axis Control/ Rotary Axis Control/ substitute Y axis in side the tool parameter box. For years I have been leaving the default CCW switch checked. I have been drilling hole patterns and rotation was never an issue. I have just now discovered that in order to get the correct moves the CW Rotation direction must be checked. hat being said should CCW even be an option? Should it say "CCW (mirrored)? I have run a test to verify output. I can tell you that it verifies exactly like it machines in the machine. One exception is the some confusion between rotary settings and using planes. It will drill a hole off 90 degrees in varify but will post the G-Code as it should be. See images.
-
Haimer Heat Shrink tool libraries. Does anyone know who or where I might find one?
-
I have done a lot of post editing and have fixed a lot of problems. I'm now trying to figure out how the Siemens 840D expects the C-axis output. For drilling it takes A moves (angular positions). So far I have not been able to get the correct code to the machine. I am going to get in touch with the machine seller tomorrow to get more information. The main spindle is S1 ( 63" chuck) and S2 is the CAT 50 live tool. I have several other things to figure out that the person training was not sure of. Any examples of code from a Siemens control doing a milling operation or drilling would be greatly appreciated.
-
vtl md and post
Sam Roberts - 3D-Machine replied to Jeremy Herron@DBS Solutions™'s topic in Post Processor Development Forum
Thanks Jeremy. I was able to get it fixed. -
"If a task is once begun, never leave it till it’s done. Be the labor great or small, do it well or not at all."
-
Martin, This may have resolved the X- problem. Thanks for your help. I am still awaiting In-House solutions about some of the other issues in the post and in verify. Thank you, Sam
-
Yes it is putting out .mpf on the file name extension. ;********* TOOL LIST ********* ;POST DEV - IN-HOUSE SOLUTIONS INC. ;TOOL - 12 OFFSET - 1 OD-80DEG-RH INSERT - CNMG-532 HOLDER - C6-DCLNR-45065-16 ;TOOL - 13 OFFSET - 1 OD-55 DEG-RH INSERT - CNMG-532 HOLDER - C6-DCLNR-45065-16 ;TOOL - 14 OFFSET - 1 HGPAD 4L-T20 INSERT - CNMG-532 HOLDER - C6-DCLNR-45065-16 ;TOOL - 1 - 1-3/8" INSERT DRILL - DIA. - 0." ;TOOL - 2 - 1/8 BALL ENDMILL - OFFSET - 1 - DIA. - 0." - R0.0625" ;TOOL - 3 - 1" VARIMILL W/C - OFFSET - 1 - DIA. - 0." - R0.0200" ;TOOL - 4 - 1/2 VARIMILL - OFFSET - 1 - DIA. - 0." ;****** END OF TOOL LIST ****** ;NEWLAND NVT2000 ;MACHINE GROUP-1 ;ROUGH FACE, LEAVES .010" STOCK ;------------------------------ ;****** START OF PROGRAM ****** ;------------------------------ G00G153X23.Z33.D0 STOPRE DIAMON G18 N12T="OD-80DEG-RH" G54 M10 G95 M1 G97S35M04 G00X-60.Z1. G96S550M04LIMS=100 Z.015 X-27.7 G01X-17.4175F.02 G00Z.065 X-60. Z1. M1 G97S35 G00G153X23.Z33.D0 M01 STOPRE DIAMON G18 N12T="OD-80DEG-RH" G54 ;NEWLAND NVT2000 ;MACHINE GROUP-1 ;ROUGH FACE AND OD G95 M1 STOPRE M11 DIAMOF N1T="1-3/8" INSERT DRILL" G54 ;NEWLAND NVT2000 ;MACHINE GROUP-1 ;C-AXIS FACE DRILL 9 HOLES G94S828M03 M22 SPOS[4]=168.75 G00X12.5Z1.M08 G17 G81Z-2.25-.15F5.M21 SPOS[4]=191.25-.15 SPOS[4]=258.75-.15 SPOS[4]=281.25-.15 SPOS[4]=348.75-.15 SPOS[4]=11.25-.15 X12.25SPOS[4]=45.-.15 X12.5SPOS[4]=78.75-.15 SPOS[4]=101.25-.15 M09 M22 DIAMON G00G153X0.Z0.D0 M05 M01
-
First: Backplot looks great. When I go to varify my tool gets reversed and kills the part. Second: when using stock to face it starts from the wrong side. I always have to use points. Third: X+ comes out X- and C-axis drill points are right. When I switch the post to reverse the sign then my drill points become negative. I have tried putting the geometry 180 degrees apart and I still see the same problems. Not sure if there is a bug in verify. I have seen it work during trial and error but actual code from the post seems to be the same problem regardless. Also when changing things in the machine def manager it does not seem to effect the code. I know that the post can Overide this but find know where in the post to put in stroke limits of the machine. This machine will travel 100mm past center line of main spindle. I have see other post with some/similar issues but I still have no resolve. I sent In-House solutions a sample part and assumed they would test the post to verify when I purchased it through my Mastercam Dealer. Hoping its just a simple problem but have not seen a lot of users that program this kind of machine. I like to see it in Mastercam as I do the machine. Thanks, Sam
-
I am needing help with our new VTL. I am hoping there is someone who is familiar with this type of machine and Mastercam. I am a believer in what you see is what you get. My hope is that Mastercam can do this for Vertical turning with a Live Tools. I have great success with Mastercam turning and milling but am struggling with getting this going in a rapid manner. I am using a post supplied by In-House solutions and I hope I can get help after hours and on the weekend here. Typically I figure most of this stuff out myself but I am losing valuable machine time that I need running. Thanks in advance, Sam Machine Control Features: ° Sinumerik operator panel front OP 012, with membrane keys ° Sinumerik PCU 50.3C 1.5 GHZ, 512 MB RAM; 24 V DC; Windows XP PRO ° (PCU 50 includes hard drive, USB ports for data transfer and backup, Ethernet.) ° Sinumerik HMI advanced software for PCU ° MCP 483C, machine control panel, w. big EMG ° Sinumerik 840D/DE NCU 572.5 (Memory: NC 3 MB, PLC 128 KB) ° Programming cycles for milling and turning ° Alarm messages with description of action. ° Transmit Function for pocket milling with C-axis. ° Mini hand held unit for Sinumerik with coiled cable 3.5 M Machine Specifications: ° Maximum Turning Diameter and Swing 82.6” ° Chuck Diameter 63” ° Maximum Turning Height 63” ° Twenty four-position ATC ° Maximum Table Load 44,000 lbs ° Maximum Table Speed 450 RPM ° Power 80.0 HP ° Torque 22,125 lb ft ° Ram Size 10”x10” ° Maximum Cutting Force 11,240 lbs ° Number of Fixed Cross-rail Positions 6 ° Cross-rail Fixed Position Pitch 7.87” ° Cross-rail Travel 49.2” ° X-axis / Z-axis Rapid Traverse 472 ipm ° X-axis / Z-axis Maximum Feed Rate 197 ipm ° Cross-rail Rapid Traverse 15.7 ipm ° Linear Axis’ Positioning Accuracy 0.0004”/40” ° Linear Axis’ Repeatability 0.0002” ° Voltage 480 volts ° Power, max 180kVA
-
vtl md and post
Sam Roberts - 3D-Machine replied to Jeremy Herron@DBS Solutions™'s topic in Post Processor Development Forum
Guys, I am experiencing a lot of the problems that you are speaking of with our new VTL. Code looks good for turning but milling with the live spindle is all X-. I can typically edit and modify simple stuff in the post but have tried several of the things I found online and still having the same problems. One of them that has just come to surface is the verify. now my tools are reversed and destroys the part with the holders and inserts being mirrored about the geometry on vertical cuts. I have found that even when I put the correct travel in the Machine Definition Manager it still goes to the opposite side creating X- instead of positive. This VTL will only go 100MM past X center line. In-House Solutions done the post for our Siemens 840D Powerline Control and so far I have only see a few minor fixes that are needed. I hope that you might be able to help me get this resolved. Thanks, Sam
