wojtek90
-
Posts
116 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by wojtek90
-
Thank you. In my scenario I only need run treadmill on other side. All features Blind and through hole as well as pocket I can run from one side. Only thread because of direction of taper I will probably have to run on oposite side.
-
Thank you for advice. Yes I have two vices. I will try to do this way. It still require to take out part from one vice and put it to second, but at least getting finished part.
-
Ok. I will try do test. Taking out part from vice and flip them and put them in the fixture for taping and remove them will take about 2 minutes !!!!!!!
-
I am trying to speed up process . I have 200 parts and probably more in the future so making it in one OP would be more efficient . I think.
-
Thank you. I will ask ISCAR about putting insert in opposite direction.
-
Hi I have to do NPT 3/4-14 internal thread in 4140 0.75 thick plate. There some pockets on the top of plate and coupler will be screw on the other side of plate. Can I do it in one operation ( the taper will be wider on the bottom then on the top) using ISCAR indexable threading endmill with NPT 14 insert (11 tooth) ? Should I use minus value for taper , going from top to bottom? Any suggestion on feed and speed how many passes? Any help appreciate.
-
Thank you very much. That is what I am looking for. I find it yesterday on You Tube after learning that I need using angle head. Thaks evrybody for direction.
-
Can you show me how to do it please.
-
we have old CNC machine with with manually turning head and Funuc controller and processor for it.. I would like to be able to program it with Mastercam with head turned first 90 degree and later switch it to 60 degree. My question is how it can be done with Mastercam. Can you guys help me with example of couple holes and slot and face.


-
No just 3 axis.
-
I am attaching Mastercam 2020 file with the part and machine I am going to use. 3-480-052-012.mcam
-
Yes. Stock will be turning on manual lathe.
-
Thank you guys. But I have only in my disposal Haas VF 3 axis mill and will make 2 of those. We also have time to do it.
-
Hi I would like to get some help with attach part. I was thinking to start with operation one putting round stock into big chuck and making flats. Then flip it put those flats into wise and shape rest of it. What toolpaths would be the best for roughing and then finishing. Any help appreciated. 3-480-052-012.x_t 3-480-052-012.stp
-
2020
-
More then 100 viewers, and no words? Anybody please>
-
Try to use FBM drilling cycle to speed up programming process. But can't figured out couple of things. 1. Why I cant change diameter of the hole in Hole Dedection -Hole Mapping - all holes should be 0.8125 but they put different diameters on CAD model and Mastercam read those value. I would like to change it. How it can be done? Its looks like diameter column is inactive. 2.Holes are countersign for M 20 bolts how can I make FBD makes those countersign holes automatically? Any help appreciated. fbm drilling.mcam
-
Thank you I got it. Good night .Stay safe.
-
0.03 radius on the tip of the tool is OK. Thank you for suggestion.
-
You guys are amazing. Thank you. It would be to much if I will ask for Mastercam file with all what you showing.
-
Thank you for quick responce. I like the idea but is depth will be constant on the curved surface even with 2D contour path?
-
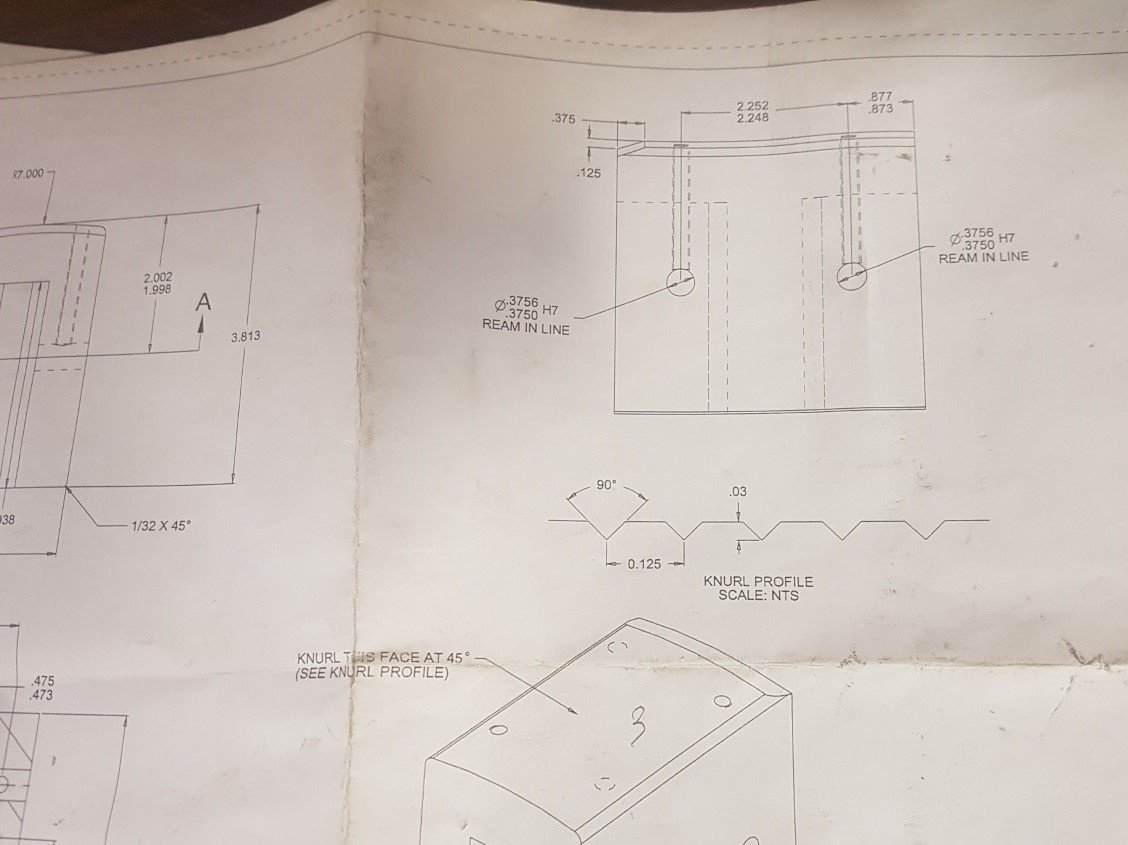
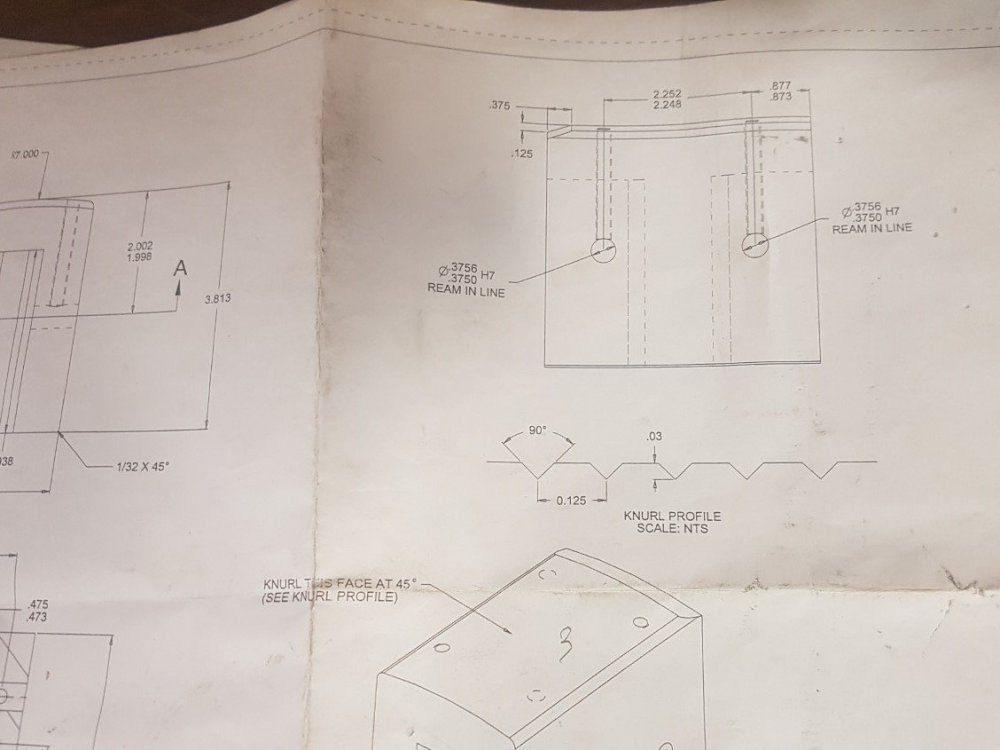
hi I have a part which need to have knurl on top curves surface. 90 degree groove 0.03 deep 0.125" apart. See part and picture of groove. How it should be programmed in Mastercam what toolpath would be the best for it ? I have 90 degree Spot #9 chamfer cutter. 3-480-092-016.x_t
-
Make it in one shot or with couple approaching distance "multipasses" .
-
What you mean +1000 ? How about toolpath?