Mgrenier
-
Posts
765 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Mgrenier
-
Actually, it will solve your issue. We have a way of doing things here where everything is in inches, from TLO to fixtures and everything. When we need to run a metric program, we just use the proper G code. We then add the G code to bring back to inch at the end of the program so that machine comes back to the way operators are used. When reading your G21, the tool offsets, fixture offsets, system variables for positionning will all become metric. The only thing that does not get scaled is the macro variables. Hope that helps,
-
We have the same problem. Locking the planes is what we do here also.
-
Look for this variable in the post: tlngno$ Chances are the somewhere in the post you have something like tlngno$ = t$ Hope that helps.
-
This is a known bug, see this link: https://www.emastercam.com/forums/topic/99247-now-using-2020/?do=findComment&comment=1249176 Regards,
-
Hello, for the red arrow, this is what CNC software said on the mastercam.com forum. Regards,
-
In the plane manager, right click on the name of the plane and select Lock/unlock -> Selected. HTH
-
Yes we have this problem too. The solution for us is to lock the planes once they are created. Unlock it if you need to move it and lock again. It's a PITA but that gets the job done in a safe manner.
-
Activate the post debugger. Post with the right machine to see where in the post the G56 gets output to the Nc file. Then place it accordingly on the other post.
-
Open the tool manager. On that page there is a column that tells you what type is your tool.
-
I suspect that you call your line for the tool inspection after the tool has retracted. If that is the case, you will need to create previous variables. In our post we have a post block called plast where we put the information we need to use in the next operation. This should take care of the problems.
-
Old_Bear, I understand what you are saying but our machines do support it. we only have 1 machine that doesn't and when we need it we just disable arc output in G19 ou G18. I would still really like to have that option. And I am sure many people would love to have it too.
-
Hello All, I just want to add my 2 cents here, We also would love to get wear compensation on 3D toolpaths. Very often we need to add the entry and exit motion manually to get it done. I know what Jayson is saying but if you look at it, changing the 2D comp will have a very very small effect on the 3D point of contact of the tool on the surface. This would be very helpful for us when machining large cone shape chamfers or machining angled walls. The abillity to have or not wear comp would be a huge plus for us. Let us have the option please!
-
Thanks Jeff, I will try that.
-
Hello nickbe10, I found my information in the other forum. The parameter is 15192. Regards,
-
Hello, I would like to know if there is a way to scan the NCI file to know if the value of mi3$ for each toolpath. I want to scan because if the value is <> 0 in at least 1 toolpath, I need to output something in the psof section of the post processor. Regards,
-
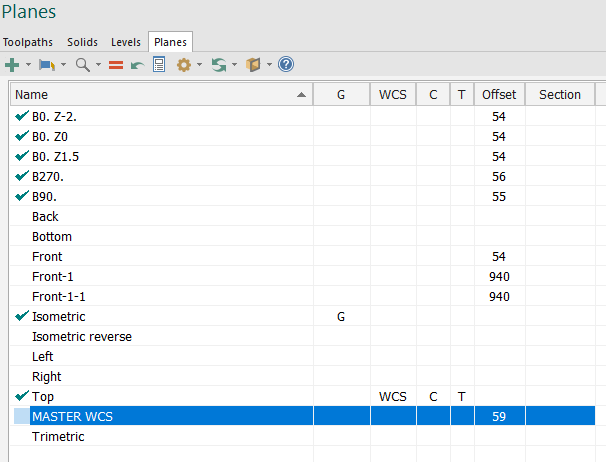
Hello Jeff, What we want to do is to get the offset number related to a plane where this plane contains a certain string (MASTER WCS for example). Like in the image bellow, I want to get into a post variable the value of the plane named MASTER WCS. Of course the plane name that we are going to look for is always going to be MASTER WCS In that case the value of the variable in the post would be 59. Regards,
-
Hello Colin, I know I can find the tool plane name using parameter 20012 in the pparameter$ and pwrttparam$ post blocks. But I think this parameter will only output the plane name and not the offset number used. Also, is the post reading all the planes of mastercam of just the ones used? I am quite good at the Mp Language. I did some pretty cool stuff.
-
Hello, Would it be possible for the post processor to scan the planes name, find if 1 plane contains a certain string and save the number of that plane that contains the wanted string? That plane can also be a plane not used by mastercam any operation in mastercam. I did some searching but could not find anything.
-
Distance between Tplane and WCS
Mgrenier replied to Mgrenier's topic in Post Processor Development Forum
Just as a follow up. It works as expected now. Thanks again Colin! -
Distance between Tplane and WCS
Mgrenier replied to Mgrenier's topic in Post Processor Development Forum
Thanks Colin, I will take a look at this. Regards, -
Distance between Tplane and WCS
Mgrenier replied to Mgrenier's topic in Post Processor Development Forum
Thank you sir, I will look into this. Regards, -
Distance between Tplane and WCS
Mgrenier replied to Mgrenier's topic in Post Processor Development Forum
Old_Bear, Where can I find this post processor? -
Distance between Tplane and WCS
Mgrenier replied to Mgrenier's topic in Post Processor Development Forum
The Tplane and the WCS are not always at the same place. If the WCS is at the center of the rotary table and we need to machine a face 10" in front of the table centre, we define a plane 10" from the WCS. We then need the post processor to know the distance from that Tplane to the WCS. -
Hello, I would like to know if there is a way in mastercam to know the distance between the WCS position and the Tplane position in a given Tplane. I have been asked if I could modify our post processors to find distance from the WCS to the Tplane and add a shift G52 in the posted operation. Thank you for any information, Martin
-
In-process inspection and probing in Mastercam
Mgrenier replied to kccadcam's topic in Machining, Tools, Cutting & Probing
Hello, I started reading this post and I am finding it very interresting. If I understand correctly, you can output production plus macros to the Nc program by configuring the RenMF file. Is this correct? Does it work with the productivity+ module? I am very interrested to see what can be done. My boss wants this so badly. Regards, Martin