scooke4073
-
Posts
112 -
Joined
-
Last visited
scooke4073's Achievements
")
Newbie (1/14)
7
Reputation
-
Oh by the way...I'm not a reseller

-
I have no access to that forum...I have a dealer Sim
-
Just noticed something. If I change coolant settings (from flood to thru spindle for instance) and repost , the change does not take effect.... I have to regen the operation and then post again. Never had this problem in X7. X8 bug??
-

Thin wall aluminum--chatter
scooke4073 replied to jeff's topic in Machining, Tools, Cutting & Probing
This may sound counter-intuitive but put as many flutes into the cut as possible....just leave .001-.002 on the walls and hit it with a 7 fluter. Odd number of flutes tend to have better harmonics. Variable helix is also a good option. -
Are you sure that your stock model is correct? If you accidentally create it in the wrong plane the orientation will be off...I've done that before.
-
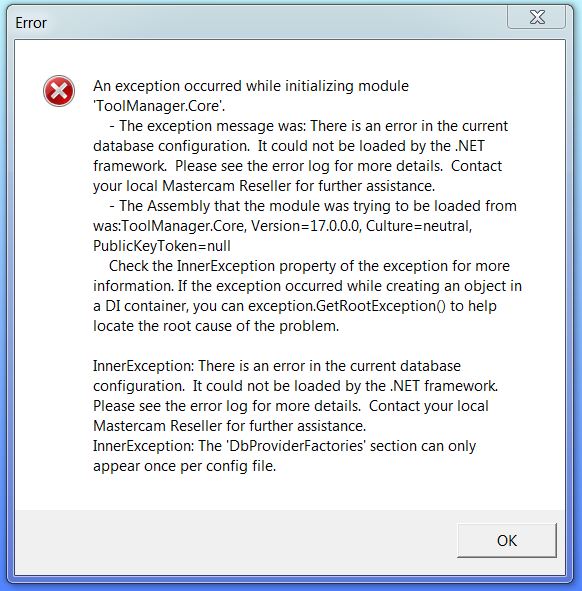
Any ideas? I guess I need to install some .NET updates?

-
Chip clearance is the only real issue. Select an endmill with a good primary radial relief angle and secondary clearance angle...otherwise you will end up with pretty severe built up edge. I also agree with everyone else, ONLY USE IN ALUMINUM (or other free cutting materials). I wouldn't mind testing it in ferrous material but I can't imagine it adding any great benefit.
-
I say we G68 over to the south side.
-
Use it. I've used it in aluminum with great results. Be careful with cutting tool geometry
-
Yeah. You can't let Youtube automatically filter and correct your upload....otherwise you can see the result.
-
Nvidia graphics card?
-
Seems pretty standard to me. Almost all the major players have one (Kennametal, Sandvik, Seco, Iscar.......) Talk to your local rep.
-
I wouldn't even consider doing it unless you have scales on each axis...and a machine that is straight (laser verified). In addition I would only use a string gauge probe (OMP600 or equivlant) and never cut another chip on the machine. I've done testing and shown better repeatability on the machine (Mazak Variaxis) than an offline Zeiss CMM (using gage R&R study). It is possible to do....the hardest part is convincing a customer that it is an accurate inspection method.
-
Stock models anyone?
-
He is still on the prowl....trollin'