geirsj
-
Posts
118 -
Joined
-
Last visited
Recent Profile Visitors
3,085 profile views





geirsj's Achievements
")





-
 This is true, to get the right persons or all employee onboard from the beginning is essential, if you have the people understanding its for expanding and organizing your tools and not for making trouble in the daily routines will help a lot implementing whatever system you use. To get implementation of the best system for your business you need people to understand what you are planning to achieve and get them to understand the things you need to do to get where you want.
This is true, to get the right persons or all employee onboard from the beginning is essential, if you have the people understanding its for expanding and organizing your tools and not for making trouble in the daily routines will help a lot implementing whatever system you use. To get implementation of the best system for your business you need people to understand what you are planning to achieve and get them to understand the things you need to do to get where you want. -
This system you have also describes how matrix works, seems also like a good choice
-
Hi! I use CTMS Matrix with a cabinet with a touch pc as a base for tools like inserts and drills etc. And it has a software main program you can pretty much customise with additional fields to make reports to output to pdf, excel or html of your liking, in example if you export data to an label. The system is for tools, and tracking with locations and ordering and min max if you want to use it to keep track of stock an replenish automatic or manual. I have used this system some years now and have tweaked it to also keep track of my production parts, serial items for tracking of calibration for measuring tools, and our materials with material certificates, and with use of additional fields i make tool labels to put on kit tools to keep track of them, i can look at the label on a shelf at the machine and have all information like length, database id and what kind of tool and quickly see if i have the tool in the machine already for the job, i have linked the information from fields in mastercam so they correspond. When i change the tool i take the label and hang it around the tool and put it in the cabinet it has the location. You can use the bar code reader and the system to make an in and out record to track this, we are 3 persons at our shop so we just do it without in and out tracking, but we have good routine since the labels clearly shows where the location are. We mainly produce hydraulic manifolds on the mills so we have 2 identical machines with 3 cabinets for the tools for those machines with tools already set up as kits, we have an smx 3100st millturn machine from Doosan with Siemens and that machine has tools in the magazine and we are building a cabinet for the extra tools for that too. The cabinet type i selected was an open type cabinet, dls8, since i had good knowledge of the system i choosed to build more open structure and added cabinets of different types, from shelves, cabinets and drawer , and have made some virtual cabinets also to keep track of those boxes with special tools or the tools you have in the shop everywhere and gather during the making of the system so you will know the tool is in this box, yes you may look after it one minute, but not everywhere in the shop and asking if anyone has seen it! I am not sure if this answer or give you an idea, i at least are lucky i have this and that the boss saw the use for it and gave it a go for it, as all inventory systems it has its use, and i have tweaked for our needs, but bear in mind its time consuming to get it up and run if you want to use it like me, for the operator just take tools in and out of this system on the touch pc it is user friendly and i am sure it is american supplier trough iscar or taegutec to give quality help and demonstration. Or maybe we see Sandvik now implementing systems like this ready to use from Mastercam! What a dream! Link to the website for the system https://www.ctms-imc.com/index.php/en/home/ This system is not cloud based and do not need web access other than if you use the ordering routine to send it to an email adress, So no one other than you can spy! Best regards from Norway! G
-
BUMP
-
Off-Topic: My house and car were destroyed last night
geirsj replied to Colin Gilchrist's topic in Industrial Forum
I finally got made an donation, hope all is well, i was attending your YouTube webinar and finally i could get a favor in return, your contribution to the forum is invaluable, hope that you still carry on and help me in the future! -
Hi! We have finally got our doosan smx 3100st up and running, and i would like to ask if anyone has an sample file of a mill-turn file to share? we got our mill-turn machine file today and we would like to see how other is making their files, its not going yo be run on the machine, its just to get an overview of how to layout the chuck and other things in the setup. our machine has siemens 840d sl control all help is kindly appreciated. G
-
Hi, thank you for answering, we got a quote of building a new machine file. it is in the north region of Europe, and they claim it has not been built for Siemens control and i am if i go along be set up as an beta user, still i need to pay an amount for being a guinea pig, lol.. we are going to pay for it, but if someone out there already has a post it would be helpful for us, right now we are preparing the foundation for the machine!. it seems strange that it is no machine out there of Doosan smx3100 smx with Siemens control 840 post out there yet. we have currently using X21, lathe and 3d mill, and are expecting to upgrade to mill turn and 5 axis licence for this machine
-
Hi!, thanks for the answer. We ordered this machine, in europe as you mention its better service for Siemens i guess. I have used siemens before, and liked their advanced language, like fanuc macro b in another language. now the task is to get an mill turn module with siemens post processor to the machine, it is one available for fanuc, but according to reseller it has to be built for siemens to this machine, if anyone has some information whats available for this machine it would be helpful for us, we are looking to purchase a mill turn module and post prosessor, we are not sure if it is available for this machine any place, we are not looking for getting it for free, so thats cleared out for eventual replies.
-
Hi! My boss want to buy this machine, we got an offer with Siemens 840 control, is there anyone out there with experience of it?, pros, cons?
-
Tool overall length from holder page
geirsj replied to geirsj's topic in Post Processor Development Forum
I tried no_spc$ in the post with no luck, i check control def tomorrow, anyway was your example helpful, and i have a gun drill cycle i have space between the letter P and dwell value i will use the no_spc$ command to get the output like P6000 and not P 6000 In my last workshop i had a machine using G10 command, did not have mastercam then but liked the funtion , use G54 in the vertical machine here, if we get an horisontal in the future i would use G10 i guess. -
Tool overall length from holder page
geirsj replied to geirsj's topic in Post Processor Development Forum
( TOOL NAME = MM EPG080 90-1T05 ) ( HOLDER NAME = ER32SHORT ) ( STICKOUT = 35. ) ( HOLDER LENGTH = 25.1 ) ( TOOL OAL = 60.1 ) ( ASSY NAME = MM EPG T08 - ER32 SHORT ) ( LOCATION = TOOL 3-04-01-04 ) ( MATRIX ITEM ID = 2579/549/629 ) Got it!, but I get an extra space in the start of the comments with letters, and not on the values with numbers, is there a way to adjust it? scomm_str, "TOOL NAME = ", *stringtest3, scomm_end, e$ output ( TOOL NAME = MM EPG080 90-1T05 ) - (extra space) scomm_str, "STICKOUT = ", *Parametertest2, scomm_end, e$ output ( STICKOUT = 35. ) - (no extra space) Thank You for the help! -
Tool overall length from holder page
geirsj replied to geirsj's topic in Post Processor Development Forum
Thanks, I try to implement the idea and hope i get it right, thank You! -
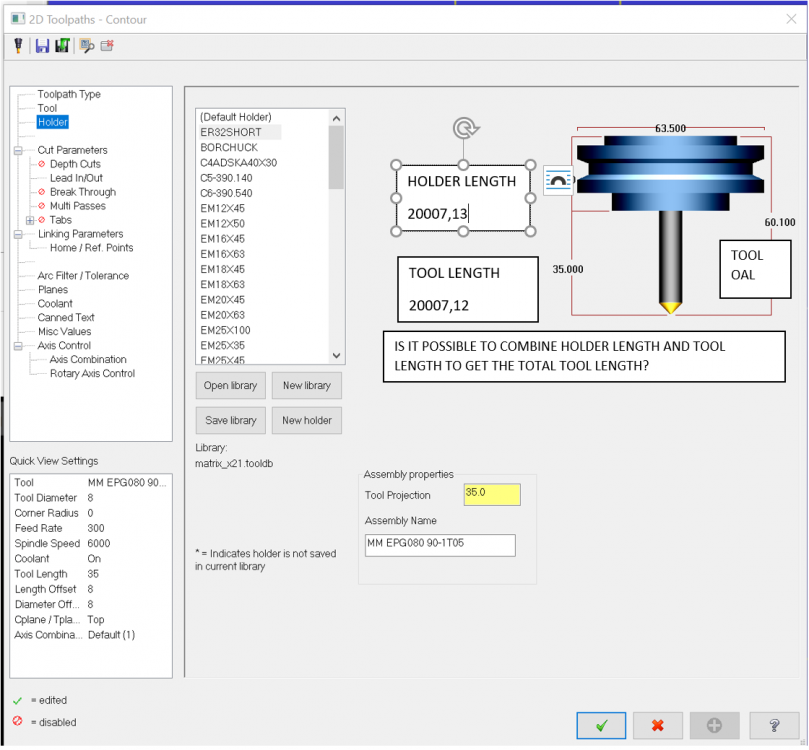
Hi! I have made some changes to my fanuc post for my Doosan machine, and are in need for some input of how to combine 2 different prmcodes to get a total value I can insert into the nc file. I am using 2021 version Parameter and string settings are working correctly, I want to combine the if prmcode$ = 20007, Parametertest2 = rparsngl(sparameter$,12) – tool projection from the holder page and if prmcode$ = 20007, Parametertest = rparsngl(sparameter$,13) - Holder projection from the holder page into the scomm_str, "TOOL OAL My scomm_str, in the post scomm_str, "TOOL NAME = ", *TOOLNAME, scomm_end, e$ #added 02102020 GSJ scomm_str, "HOLDER NAME = ", *HOLDERNAME, scomm_end, e$ #added 02102020 GSJ scomm_str, "TOOL LENGTH = ", *TOOLLENGTH, scomm_end, e$ #added 29092017 GSJ scomm_str, "HOLDER LENGTH = ", *HOLDERLENGTH, scomm_end, e$ #added 29092017 GSJ scomm_str, "TOOL OAL = ", *TOOLOAL, scomm_end, e$ #added 29092017 GSJ scomm_str, "ASSY NAME = ", *ASSYNAME, scomm_end, e$ #added 02102020 GSJ scomm_str, "LOCATION = ", *LOCATION, scomm_end, e$ #added 29092017 GSJ scomm_str, "MATRIX ITEM ID = ", *MATRIXIITEMID, scomm_end, e$ #added 21112019 GSJ nc file output % O2002 ( TEST ) ( TEST ) (MCX FILE - D:\TEST.MCAM) (MATERIAL - ALUMINUM MM - 2024) (PROGRAM - TEST.NC) (DATE - 03/10/2020) (TIME - 12:02) (T8 - MM EPG080 90-1T05 - H8 - D8 - D8.000mm) N100 G00 G17 G21 G40 G80 G90 N101 G91 G28 Z0. (MM EPG080 90-1T05 -|T8 -|H8 -|D8.) ( COMPENSATION TYPE - COMPUTER ) N102 T8 N103 M06 ( TOOL NAME = MM EPG080 90-1T05 ) ( HOLDER NAME = ER32SHORT ) ( TOOL LENGTH = 35. ) ( HOLDER LENGTH = 25.1 ) ( TOOL OAL = 0. ) (I want this value from tool length and holder length) (total of 62.1 metric) ( ASSY NAME = MM EPG080 90-1T05 ) ( LOCATION = TOOL 3-04-01-04 ) ( MATRIX ITEM ID = 2579/549/629 ) ( MAX - Z50. ) ( MIN - Z-1.2 ) (Z STOCK TO LEAVE = 0.) (XY STOCK TO LEAVE = 0.) N104 G00 G17 G90 G54 X-2.4 Y-15.1 S6000 M03 N105 G43 H8 Z50. M08 N106 Z11. N107 G94 G01 Z-1.2 F150. N108 Y-17.5 F300. N109 G03 X0. Y-19.9 R2.4 N110 X0. Y-19.9 I0. J19.9 N111 X4.948 Y-19.275 R19.9 N112 X6.75 Y-16.951 R2.399 N113 X6.676 Y-16.354 R2.399 N114 G01 X6.079 Y-14.029 N115 G00 Z50. M09 N116 M05 N117 G91 G28 Z0. N118 G28 Y0. N119 G90 N120 M30 % I got help here with something similar before, but now I need to combine 2 values and get them into a single value, and I am not quite sure of the function i need to do this. I have the nci reference for 2020 version, and asked my reseller if a new is available for 2021. hopefully they added the parameter so i can get it directly, but if someone would be kind to help me on the right path it would be helpful. I have gotten this value on my setup sheet correctly by adding the 2 values together, i am just not sure how to do it in the post. If you have an example of combining this together it would help. any helpers? Geir
-
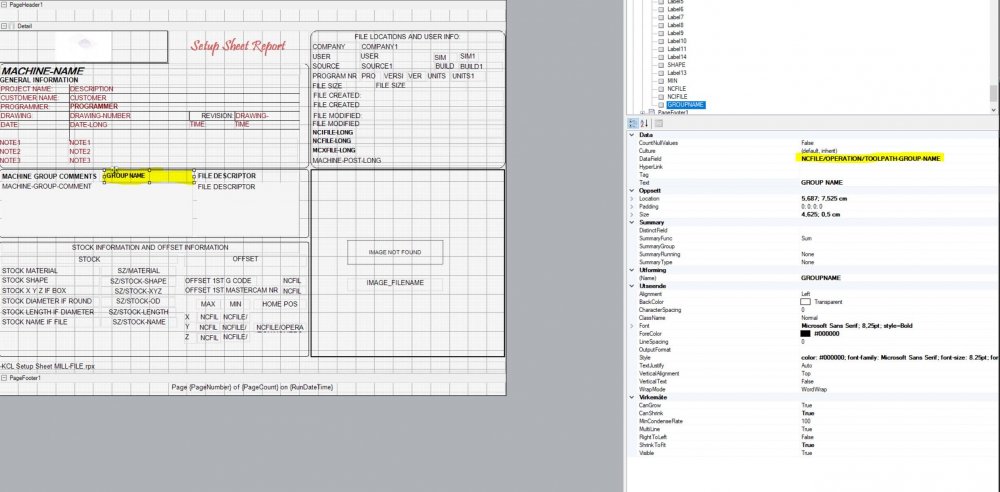
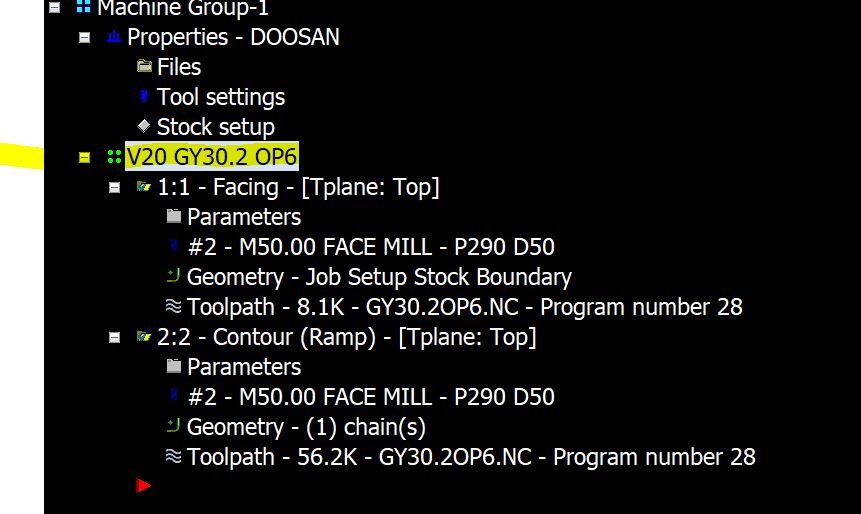
I did a test of the datafield You want and it is working, at least for me in this test This is the first report in my setup sheet, the setupsheet node. From the toolpath group name: on the setupsheet report: Or is it another tag you want to define? G
-
classic example of pebkac