Gloves
-
Posts
15 -
Joined
-
Last visited
Gloves's Achievements
")
Newbie (1/14)
0
Reputation
-
Can anyone tell me if Mastercam can or does utilize a .CSV file to pull in a list of parts to be nested inside of it. We are in the process of figuring out how to nest for our machines offline, and I was posed the question on whether or not mastercam had this ability. I was pretty sure that it did not for nesting but figured I would ask any how. I think I was told once before or I had found on the website that it can read a .CSV file but that is for if you are using "ATP" I believe it was. And that is not what we are wanting to do. Any help would be appreciated. Maybe someone else out there uses Mastercam to nest but are using something else? to group parts and bring them in?
-
Thank you Pete, yes as you said I had already figured out that part. Actually that is how we have done it for a long time. Though like I said we usually don't use the .par file because it creates way to many lines. which in turn makes it hard to place tool paths on from time to time. But now that I know the Add in is there I will be playing with it more. Its not too hard to change the modal from synchronous to ordered in solid edge being that I already have it opened anyhow. Thanks for the help guys, appreciate it
-
Thanks Jlw, I don't design any of the parts here as we are more of a manufacturing then a job shop, so parts coming from ST8 is something I have to just live with. we used ST5 for a long time, just recently moved to 8. I honestly have not worked much with solids at all in mastercam as usally I am just bringing in there geometry and putting tools to it....all that is done using wire frame. Good to know though that it only works in ordered. Its just a little nicer to have ST8 open the part directly into mastercam, instead of saving out the .par file as an .xt file like we do now. We convert the files because the .par files always seem to put way to many lines in wire frame
-
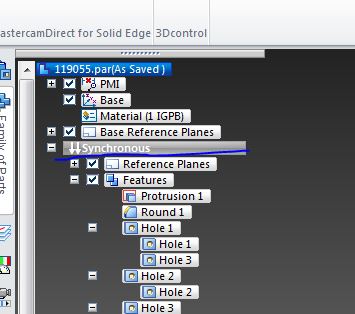
quick question, we currently use Solid Edge ST8 here and I have mastercam X9 on my system. I noticed today while I was in solid edge that there was an add-in called mastercamdirect. Funny that I had never seen this before. anyways to make a long story short, I have the add-in for a part that is an assembly but if I try to open a .par file which is the parts that make up the assembly file, the add-in will not show when its in syncronious mode, but if I change it to ordered mode then it shows up. this is a mode in solid edge not mastercam, Does anyone know if there is a way to have the plugin show in solid edge when the part is done in snycronious? most of everything is done that way here.

-
yes very possible that it may have been an older version. I picked it up at best buy. its a ssc" super clocked" 970 evga. runs almost any game I need it to so im sure it would run mastercam just fine
-
for that you could just pick up the Geforce 970 for about 170.00....That is a gaming card for sure and more closer to the most updated ones.
-
that error seems more like a permission thing. It is finding the file it is just telling you that it can not do anything with it. I would make sure that your permissions have not changed any, or try running mastercam in administrator mode.
-
we currently use X5 here as well and from most of the posts you are doing it the same way I would have. As for the cutter comp, we use wear on our Haas and we use control on some other machines. I can tell you from experience here that "Wear" is the way you are going to want to go. That gives the operator the control to tweak the offset as needed at the machine. Control doesn't seem to give the same. we here are also moving to X9 this week actually, we just had to wait for upgraded machines due to the requirements ram wise. currently I have 6 gigs of ram and x9 that I am testing runs very sluggish.
-
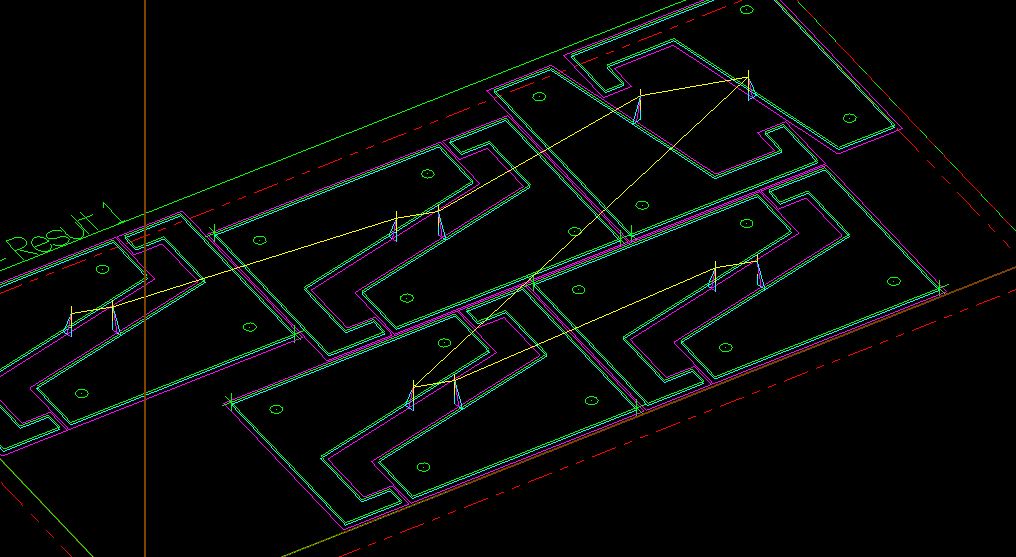
[]i actually currently still use X5 and all I did was changed your start location and it took away the gouging of the parts. I also put in a ramp so that it wasn't plunging, not sure if you are ok with it just plunging. picture of my results this was all done just by clicking on geometry and re-chaining the parts, from a different location

-
Thanks for the reply guys, I will take a look and try your suggestion FNMI. Roger as far as turning off the ramp, i really dont want to go that route because i dont want to plunge into the wood. currently we use visual cad to run the shop sabre and that particular program is no where near as advanced as mastercam. There is much more we can do with mastercam then we can with Visual cad. Ramping into a part being one of them. Reason i asked how to get the G41 and 40 onto there own lines was because the post runs just fine that way, it ramped and it worked with the cuttercomp.
-
Good afternoon everyone. I am sort of new here, i have been coming here for a few years and mainly i just read when i need to try and figure something out. Today though i am posting to see if anyone can help me figure out how to edit my shop sabre post that i currently have for mastercam so that it places the cutter comp G41 and the G40 onto a different line. My current issue with the way that it posts out now, is that it places the G41 on the same line as a G1 and so when i try to run that the Shop Sabre errors out saying "Too many Commands" Below is an example of how it posts it currently: G90 S16000 M03 G0 X6.4335 Y5.0435 G0 Z1.5 G1 X6.4335 Y5.0435 Z.82 F100. G1 G41 X5.7537 Y4.7266 Z.0 F150. G3 X5.6094 Y4.5 I.1057 J-.2266 G3 X8.5 Y1.6094 I2.8906 J0. G3 X11.3906 Y4.5 I0. J2.8906 G3 X8.5 Y7.3906 I-2.8906 J0. G3 X5.6094 Y4.5 I0. J-2.8906 G3 X5.6202 Y4.2503 I2.8906 J0. G3 X5.7836 Y4.037 I.249 J.0216 G1 G40 X6.0184 Y3.9514 G1 X6.0184 Y3.9514 Z1.5 F100. M05 G53 Z0. G0 X20. Y20. As you can see the G41 and G40 are on the same line as the G1. I was able to run the program just fine with no issues when i took the G41 and moved it up 1 line by itself as well as the G40. But I am wondering how or where in the post do i change so that it will post the code out automaticly like that for me each time?
-
I will see if i can show you the line. May have to just post the whole part. Its not real long actully. I did change the sopstop_promp to opstop_promp tho. <2> - Search for defined post variables, strings, postblocks was successful. 18 Jul 2013 02:30:04 PM - <2> - PST LINE (447) - The left side of the formula is the wrong type (var/string) 18 Jul 2013 02:30:04 PM - <2> - PST LINE (453) - The post question target variable/string is bad 18 Jul 2013 02:30:04 PM - <2> - PST LINE (2289) - The arguments for this operator/function are not the same type (var/string)[23] 18 Jul 2013 02:30:04 PM - <2> - PST LINE (447) - The math calculation/formula has an error 18 Jul 2013 02:30:04 PM - <2> - RUN TIME - PST(2289), NCI(98) - The math calculation/formula has an error 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (QUESTION) Enter Program Number - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (RESPONSE) 7788. - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (QUESTION) Enter Drawing Number - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (RESPONSE) 125125_0 - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (QUESTION) Enter Programmer Initials - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (RESPONSE) SC - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (QUESTION) Enter Part Name - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (RESPONSE) LEFT UPRIGHT - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (QUESTION) Is there an op stop [yes=1 no=2] - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (RESPONSE) 1. - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (QUESTION) Enter Setup note - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - RUN TIME (RESPONSE) USE SETUP 3 - OPERATION 1 NCI LINE 98. 18 Jul 2013 02:30:04 PM - <2> - Successful completion of posting process! Those are the lines that showed an error, problem is they show pst line but in my cimco editor i dont have line numbers so not sure what is on the line its showing EDIT: ok so after figuring out how to find by line it appears each one of those problems have to do with each of my statments. opstop_promp :"" says something wrong here fq 8 sopstop_promp "Is there an op stop [yes=1 no=2]" if sopstop_promp = "1", "(", "Op Stop in use", ")", e$ and something wrong here
-
Ok well with your guys help i have got it to post out the comment when i put in "1" which is the yes and when i put in "2" which was the no it didnt. So it seems i am very close to wrapping this up, only thing i have now is when i post i get the msg box saying there was errors. I dont get this when i take out everything i just put in, so i am thinking something is amiss somewhere. I think it may be with what you just posted about the numeric variable init. Not real sure how to do that. Here is my code that i have so far sopstop_promp :"" fq 8 sopstop_promp "Is there an op stop [yes=1 no=2]" if sopstop_promp = "1", "(", "Op Stop in use", ")", e$ Like i said it is working, cause it outputs the comment op stop in use when i put in the 1, and it does not when i put in a 2......But im getting that dreaded error message box that i didnt get before.
-
Instead of using a yes or no should i possibly just start the string out with fq 8 sopstop_promp "Is there an op stop [1=no, 2=yes] will that make it so if they put in 1 it would be no and so forth. Also do i need the " after the ] sign. In our other post for our woods it is written just as i have it with out the trailing "
-
Good afternoon everyone. I am trying to edit our post, so that if a user says "yes" to a question it will output a certain comment. If they say "no" then it does nothing. Below are the fields that i had done, but first off i was getting a error message each time i would post something, although it would still post out. The other problem was that it was putting in the comment whether they said yes or no. So i am not sure what i am doing wrong. I will post the different areas that i added stuff and what they were. #questions opStop_promp :" " fq 8 opStop_promp "Is there an op stop yes, no" This was all at the top of the post mainly where everything is declared, then down in the part where pheader$ is i had put this in if opStop_promp = no, "(", "Op stop in use", ")", e$ i thought that would as if they typed "no" then do nothing but if they said yes put in the comment of op stop in use with this way though it put in that comment no matter what they put in. also it would say errors while posting. So i tried it a differnt way as below but still no go if opStop_promp = no, e$ else, "(", "Op stop in use", ")", e$ Can anyone show me the error of my ways please. I was able to create a prompt that asked the user for a part name and then place that name they typed in, that works fine, but trying to do a "yes" "no" statment is giving me problems.