





Hertz
-
Posts
352 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Hertz
-
Not too sure about this though as normal threading retracts fast, as normal.
-
After playing around with the cycle, it seemed that the switch from G32 to G00 had a split second delay, which was causing the groove. I changed the G00 to the next line in Z after retract and it works fine now. Only thing is that it retracts in inch/rev. A thread with an undercut should never experience this problem.
-
Ahh, yes, of course. Thank you. I knew it was something simple.
-
Good morning, It's been quite awhile since I have used a lathe toolpath from a solid model. I vaguely remember being able to apply a wireframe to the model to create a lathe toolpath but I can't remember how. I have a 3D solid model of a disc with a profile, but I need to put it on the lathe first. I took the model and did a dynamic transform to get the proper orientation, but now I don't have the geometry to apply a lathe toolpath.
-
This did it. Thank you very much. I didn't even realize I could do this. Appreciate it very much.
-
Good morning, I'm trying to do a 3D toolpath flowline but unfortunately the license we have has one surface/solid face at a time only. The toolpath I have is basically a large chamfer along 2 edges with a radius in the middle (technically 3 surfaces) so when I try to do a 3d toolpath, I get the error with the license. Is there a way to merge surfaces to make it as one to be able to use the toolpath? Or is there another way I can achieve when I want to do? I attached a screenshot of the toolpath I'm looking to do.

-
Good afternoon. Just wondering if any of you have a rule of thumb for scallop height and surface finish relation. Like I mean, if you make a toolpath for .001 scallop height vs one with .005, how much is surface finish sacrificed?
-
This was it. I feel like an idiot. I re drew the part and extruded a cut into the square with the proper depth and it worked. What I did originally was the square and the hole so it cut a hole right through, then I just extruded from the back. That's exactly what it did was create 2 models. Had I looked in my toolpath manager, I would have seen it. Thanks fellas.
-
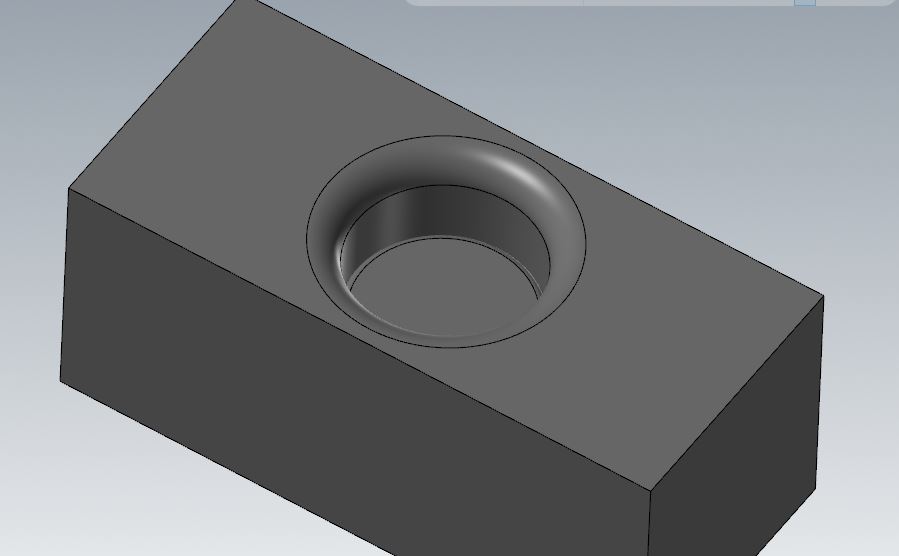
It's not a through hole. I had no problem drawing the radius once converted to surfaces, but from the solid mode, it does it backwards. Might be how I drew the model? The hole was originally a through hole, but I extruded the make a c/bore. I'll upload a file shortly.
-
yes it is a c/bore. At the bottom of it, I'm trying to add a 1/4 radius. Doesn't matter what I select, it puts the fillet reversed.
-
Good morning, I'm trying to add a fillet in the bottom of this hole, and when I select constant fillet and the size, it works, except it goes reverse. The fillet goes down on the sides instead of up. Is there a way to reverse the direction of the fillet?

-
This worked for me. Thanks for the tip.
-
Yeah I noticed that as well. Unfortunately, can't get it to stop completely. This is very weird. I'm sure this wasn't an issue for me before as I've used this type of toolpath many times.
-
No. If you backplot the toolpath and watch the numbers, you will see extra z heights. I'm looking at it right now and the 2nd pass Z height goes across at Z.2441, then jumps to Z.2443, then moves in X, and then Z again to Z.2314, then comes across. It keeps doing this throughout the toolpath. I was expecting it to go across at Z.2441, then move in X, then down to Z.2314. I don't understand what the extra z move is for(.2443) Almost seems like it's retracting for clearance but only .0002 at a time.
-
Can anyone help me with why my toolpath is moving in Z height more than it should be? See attached test file. I am expecting the toolpath to just go back and forth with a Z and X movement after each pass, but it is adding extra micro z movements and it's causing the machine to slow right down to read it. My mill doesn't handle those moves very well so I'd like to have it not do it. I'm not sure how to stop it or why it's even doing it at all. test flowline.mcam
-
I reached out to support and they gave me this reason. "The problem with the Peel Mill toolpath is the cutting style. The peel cutting style requires that the minimum toolpath radius be equal to or greater then the stepover. This is due to the trochoidal motion it is trying to make. It looks like this is preventing the tool from cutting to the desired edge. You would need to set the the toolpath stepover to a small amount and the radius to match to get the tool to the desired edge. . Changing the cut style to dynamic is probably the better option. This gives a better motion and is not restricted by the toolpath radius. "
-
Good morning. I am using a Peel Mill toolpath for a slot and everything looks good, except it's leaving .06 per side even though I'm telling it to only leave .01 If I use Dynamic Peel Mill, it leaves ,01 as selected. What's the difference between the two? Also, in the arc filter settings, what numbers affect the amount of code the most? I unfortunately have a very small amount of memory in our mill, so I'd like to cut the code down as much as possible. When I'm using these type of toolpaths, I'm not concerned about tolerances as I will always leave at least .01 per side for finishing. Thanks.
-
Where is this update available?
-
I figured out a temporary fix, and that is me just clicking on another window and then coming back to the editor, and it's fine. No idea why it's doing it. I have a Quadro P1000 with version 31.0.15.1737. I probably should check for an updated driver but so far I had no reason to other than this cursor issue.
-
Worked great. Thank you much.
-
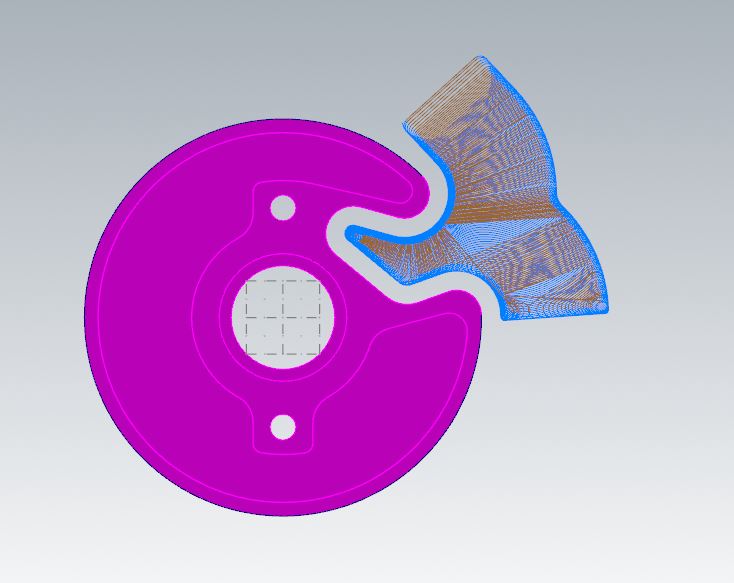
I am using Dynamic peel Mill lol. I can certainly post the file. It's attached. ? DISTRIBUTION CAP 2ND OP.mcam
-
Good morning, I have a part here that I need to do a cutout on, and I had thought maybe peel mill was the best option. My question is, how can I control the length of the loops it's making? See picture. I am getting quite the amount of air cutting at the start of the operation, and then the amount of distance it goes to make a loop is really far. Can this be controlled?
-
Hi guys, I'm wondering if anyone else is having this issue and if they know a fix. Not sure if it's related to my computer or Cimco Edit. Recently installed 2022, and when opening cimco edit, sometimes the cursor is there and sometimes it's not. What I mean by this is the flashing cursor to show where you are editing. I can do the edit, but it's like as if the flashing cursor is invisible. Not sure if I'm explaining this proper but I hope it's clear enough.
-
Hi guys, been awhile since I've had to use a dynamic toolpath and I'm not sure if I'm just out of practice or on dope but this toolpath would seem to be simple but I'm not sure how to do it. I have a block that has an open ended slot in it. I want to use a dynamic toolpath to cut away the slot. Basically a peelmill toolpath but with one end closed. NM I got it. lol
-
Mastercam is laughing at me. (Cutter comp)
Hertz replied to barnaby thomas's topic in Industrial Forum
Stand corrected. Forgot about the entry.

