PAnderson
-
Posts
199 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by PAnderson
-
Thanks James. Remember, this is a manually rotated head. How would you even find the numbers to populate 19700-19705? Can't run any kind of kinematics checking program. This would be a head/head machine but not really. The control is oblivious to this head. They are dead set on using G68 anyhow.
-
If this is a Fanuc, won't G82 do this? You really don't want a dwell in the bottom where the tool is still contacting the part. Certain circumstances you may trash your tool or work harden the part. In G82, the tool stops after each peck, backs up a certain amount (set in a parameter) then drills again until finished.
-
Question to you guys. especially James. I have a clear understanding of G68.2 and G68. We have someone that is purchasing a large bridge mill but is cheap and won't purchase an integrated 4th and 5th. Instead, they will purchase a manual 4th and 5th, rotated by hand. My question is, will either of these options work in this scenario?
-
This has a lot to do with certain tool paths and how they are checked for collision checking. Change the flute length, stick out, tool holder, anything that might be checked against the model. I don't think this is a bug.
-
Powermill may not be around for much longer. AD is doing to PM what they did to Partmaker and other software programs they purchased. Just keep your eyes open. Here at DN Solutions, I had my choice of whatever software I wanted. I chose Mastercam simply because I had a LOT of time invested in it. Like since V6. Then, I also got Powermill. In addition to MX. The 5 axis stuff was awesome. Blows MX away in some areas. But, no real geometry creation inside of Powermill. You had to export to Powershape, create what you needed, then reimport back to Powermill. After about a year, I had enough. I quit using it. Lazy? Maybe. But I had work to get done and felt that I did not have the time or inclination to pursue Powermill since my contact at AD did not believe they were putting any more than was absolutely needed into the software. Is Mastercam perfect? No, but I could do everything I needed within the single piece of software.
-

Drip Feed 3-D paths for molds, sugestions
PAnderson replied to Thee Rickster ™'s topic in Industrial Forum
Little did we know that Fanuc has a way of running programs from a card while maintaining full edit, search, mid program restart as if it were main memory. Standard on all Fanuc Oi-F and above including all 30 series. The option is standard on these controls except that you need to buy the PC app to set the card up, which is less than $100. Another benefit of running from a card. -
Here is a sample program from a DNM5700 that I did a 4th Axis program on. It's at the beginning of the program and the second tool change. G20 G0G17G40G49G80G90 (DRILLRIGHTSIDEJOURNAL) T1M6 G0G90G59X1.125Y0.A90.S2037M3 G43H1Z6. M7 G98G81Z1.3R2.6F24.22 G80 (DRILLLEFTSIDEJOURNAL) A270. G98G81Z1.3R2.6F24.22 G80 M09 M5 G91G28Z0. A0. M01 (ROUGHHELIXBORE1.250DIARIGHTJOURNAL) T2M6 G0G90X1.125Y0.A90.S3056M3 G43H2Z6. M8 Z2.6 G1Z2.5F25. G3X1.1992Y.0742I.0371J.0371F55.01
-
Cruzila, Your mention of threading threw me of, making me think it was a turning center. I agree with GCode. Your safety line should only contain G Codes and (M Codes?). You should not put any axis moves on that line. The DNM5700 lives in G17 and should not be needed but is not a bad idea to be redundant. You stated in the OP that moving the A Axis move to the next line lets it work. All of my showroom mills have #5109.0 set to "0". This seems like a programming issue, not a machine issue. Fanuc is a finicky beast. Drop all of the axis moves down to the next line. Paul
-
Sorry, I just saw this. I'm not visiting that much now since we are swamped getting ready for IMTS. Cruzila, I will need more info if you haven't resolved this by now. Lathe? Right? Which one and how old? What control? Send the program and show where the issue happens. I don't do turning much, enough to do with milling and 5 axis but I can ask our turning AE's. We have really good guys here in NJ and hate to see us lumped in with certain Ellison divisions, good or bad. Yeah, getting hold of Ellison is your first choice, we get the overflow or more difficult ones from them anyway. You can call us here in NJ anytime no matter. No one gets turned away. Paul
-
I use the Verisurf Tools screenshot. Or the Windows Snip & Sketch app.
-
Doosan 2600 SY II variable spindle speed
PAnderson replied to DC CNC's topic in Machining, Tools, Cutting & Probing
Try this document. Has a lot more info. Paul Doosan Spindle Speed Variation.pptx -
1/4" high feed mills with CTS
PAnderson replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
I gotta admit, I ran these tools with much trepidation. But, I was amazed at how well they ran. The picture I posted above should have had those pockets all the way around but the stock the customer sent me was bowed almost an 1/8". I had no way to hold them except to clamp them right to the machine table. I have a magnet here but wouldn't work with stainless. Customer just wanted to see if the tools would hold up at 12K RPM. He was happy but opted for the 15K optional spindle. -
1/4" high feed mills with CTS
PAnderson replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
Today feels like a Monday so I apologize for this mistake. These were Seco Tools. I went to my stash to double check. It's been about 5 years since I did this. Seco HF Endmill 980010-MEGA This is a 1MM endmill and they go up from there. Sorry if I wasted your time. https://www.secotools.com/article/p_02587111?section=products -
1/4" high feed mills with CTS
PAnderson replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
Sorry guys, I lied, (mistaken). It was a 2MM High Feed Endmill. Paul -
1/4" high feed mills with CTS
PAnderson replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
I did not have a crazy fast spindle. I think it was 12K. But of course, with AICC turned on, the feed only got to 80 IPM for moments at a time. Paul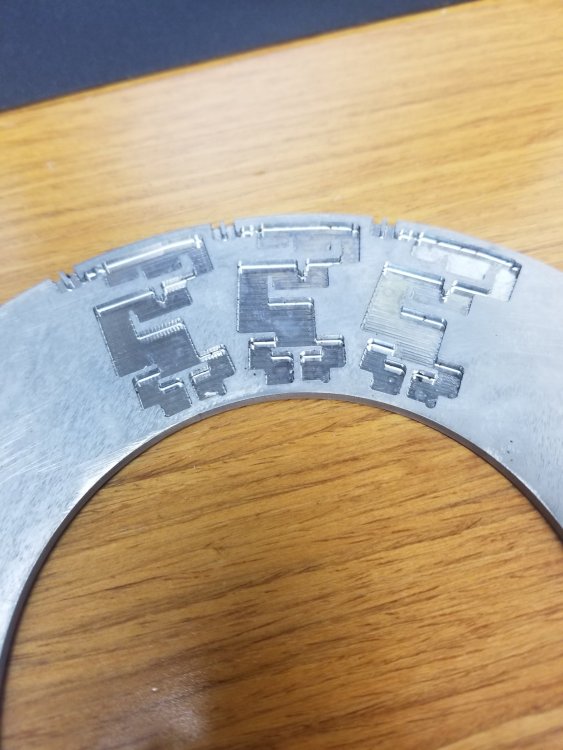
-
1/4" high feed mills with CTS
PAnderson replied to So not a Guru's topic in Machining, Tools, Cutting & Probing
Emuge has small high feed mills. They gave me a 1MM high feed mill. I looked at it under a microscope and sure enough. I thought they were crazy. I ran it in 304 stainless at a .004" DOC and 80 IPM. Cut beautifully. -
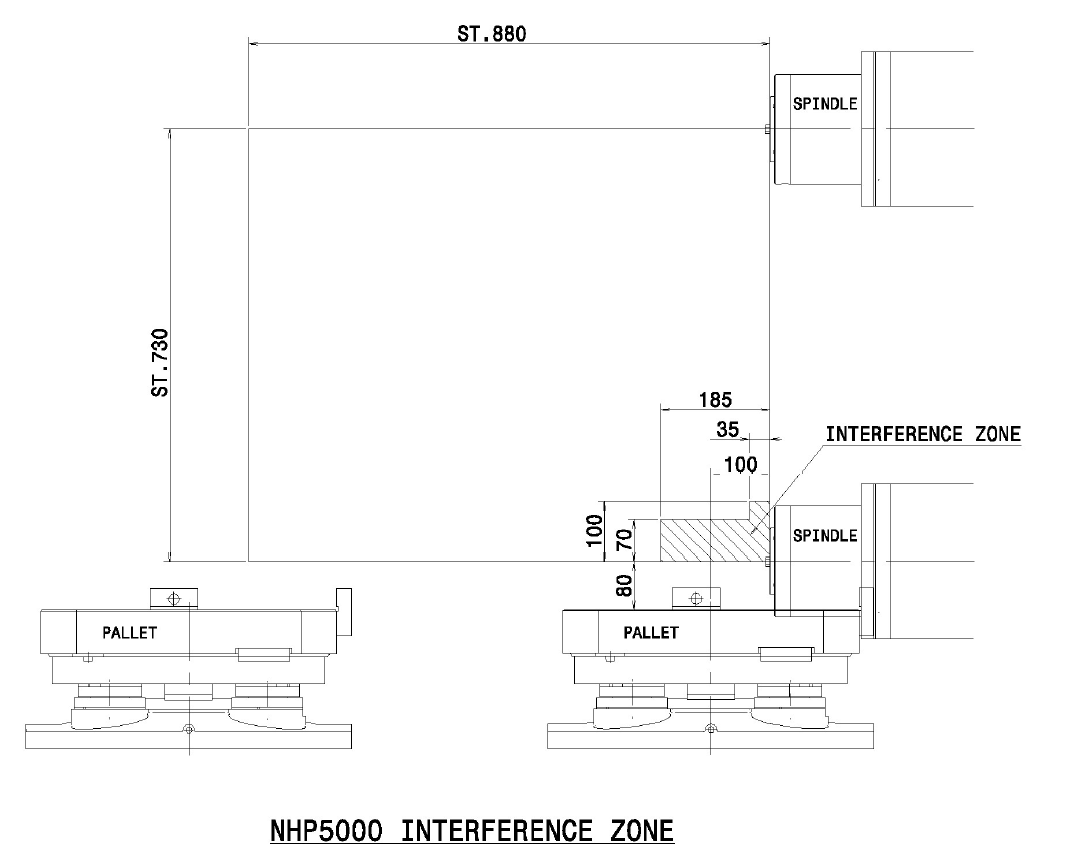
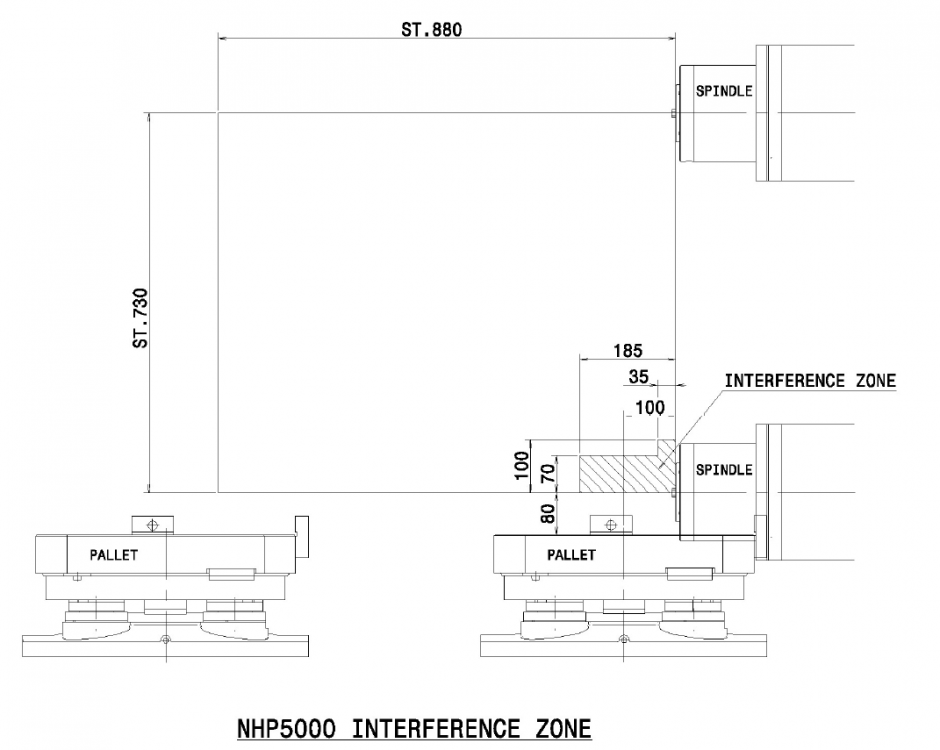
I work for Doosan. probing works well on that machine. I think you may be trying to enter machine interference zone. How close to the machine table are you in Y Axis? How close is the spindle face in the Z Axis are you to the machine table. That machine does have a couple of interference zones you need to be mindful of.
-
The place I work now and the place before, all managers were expressly forbidden to deny vacation or sick time to people that had it. 4 weeks vacation, 5 sick days and 11 paid holidays. You can carry 10 days vacation forward and 3 sick days. I have never taken more than a week at a time and always carry something forward. But the peace of mind knowing the policy is good is a big deal. Two way trust is huge. Paul
-
Any reason in 5 axis to have a WCS other than TOP?
PAnderson replied to medaq's topic in Industrial Forum
You can also contact Ivan directly at Ivan Mikesic <[email protected]>. I don't think this is instead of [email protected] but in a pinch. Also, write Ivan and ask him what the best way to get hold of him would be. Paul -
Cutting unplanned random circles
PAnderson replied to ETC Don's topic in Machining, Tools, Cutting & Probing
Camplete will only report a collision if the part file is loaded in with the simulation file and the cutter invades the part. Otherwise, it's just another cut. Easy to have happen if the error shows up early in the stock cutting while not touching the part. -
Cutting unplanned random circles
PAnderson replied to ETC Don's topic in Machining, Tools, Cutting & Probing
Colin is correct. I have posted in this very issue and received help from Colin. Thanks Colin, very good information. Paul- 10 replies
-
- 1
-

-
- gcode
- truncating values
- (and 1 more)
-
Now that they are under the same umbrella, that may have to change.
-
What about ICAM? Post processor and simulation. It's been a few weeks but it just came out that Sandvik has bought ICAM in addition to the other recent purchase this year. All they need to do now is buy Module Works.
-
Suggest me a book that is about Self development.
PAnderson replied to imran98k's topic in Educational Forum
This is the book to read if you are serious. Shopcraft as Soulcraft changed the way I looked at things, even after 30+ years in the trades. Certainly changed the way I looked at things. Also made me feel prouder that I chose this profession. http://www.matthewbcrawford.com/new-page-1-1-2 -
Maybe, just maybe, you should have said that at the beginning.