Chally72
-
Posts
498 -
Joined
-
Last visited
-
Days Won
32
8 Followers






Recent Profile Visitors
2,895 profile views




Chally72's Achievements
")





-
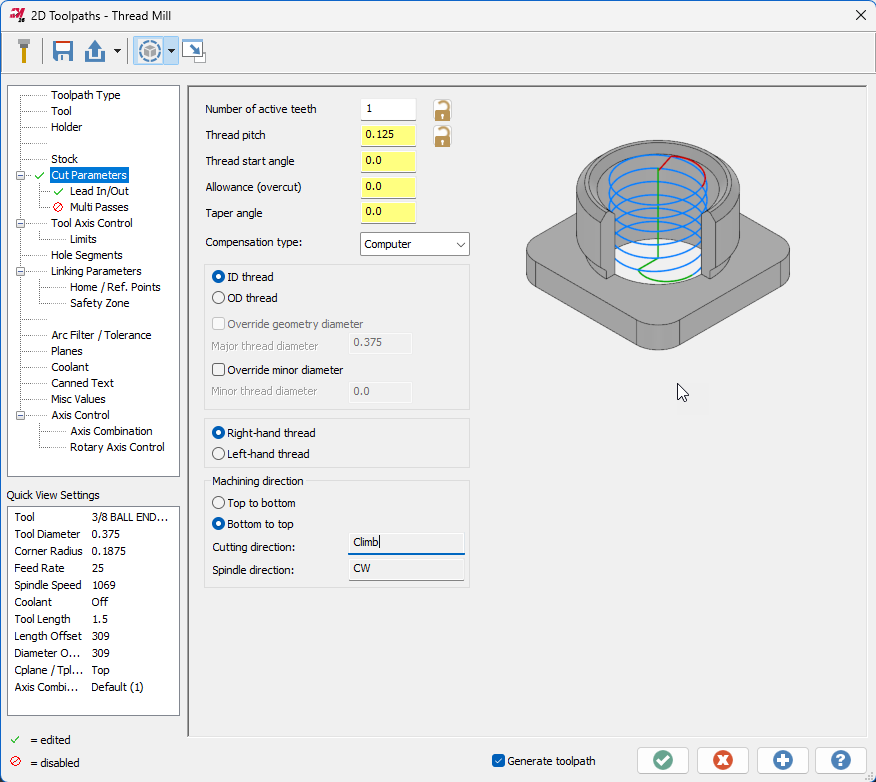
We're aware of how useful this can be elsewhere and are looking at how we can implement it. That's why we placed this edge feed rate control in the Tool page rather than sequestered away in a threadmill specific page.
-
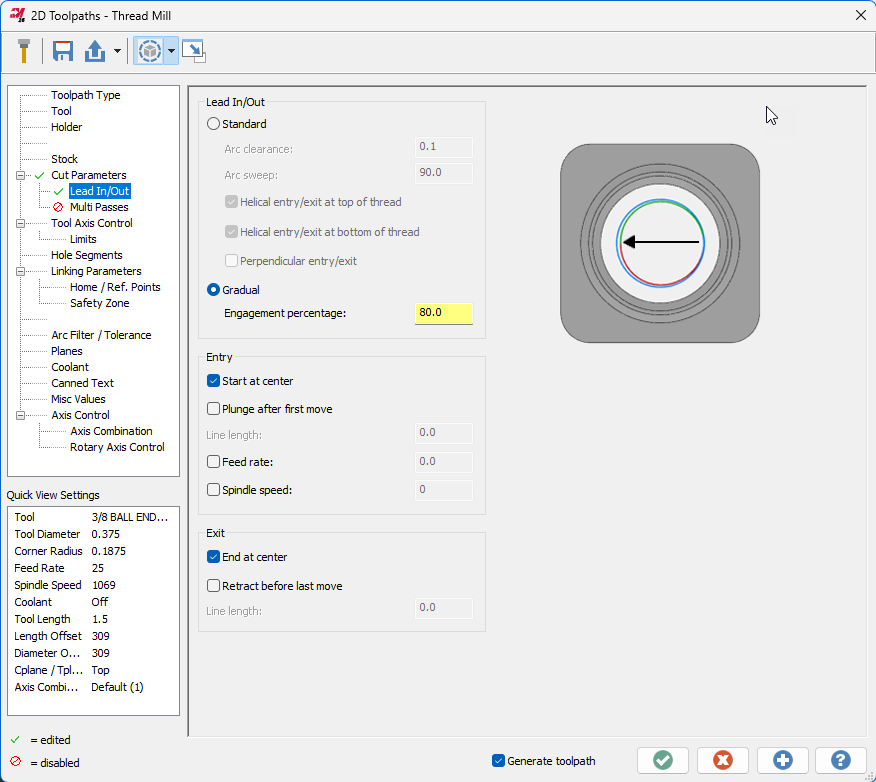
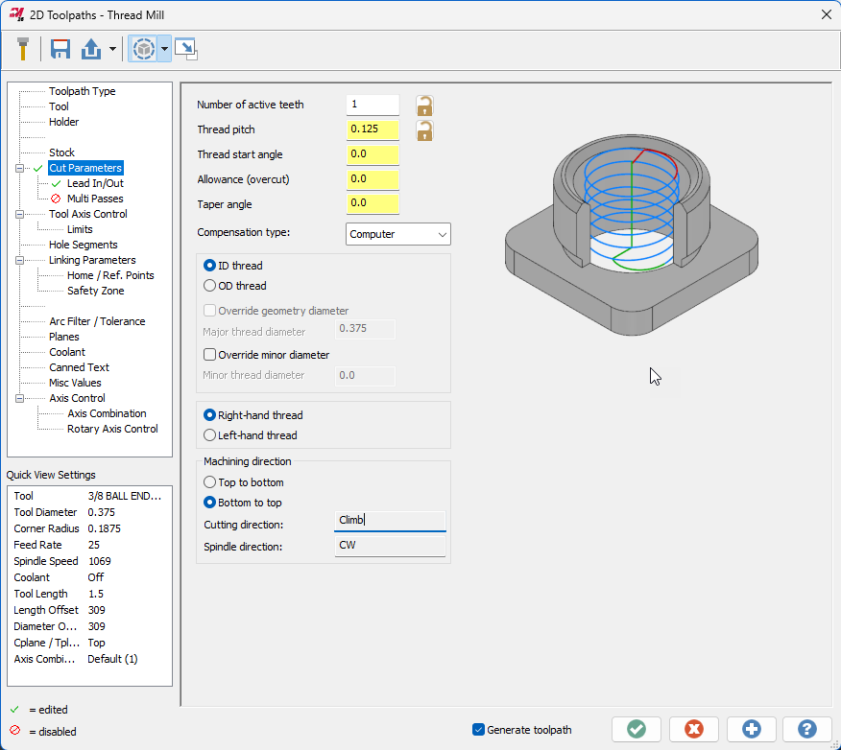
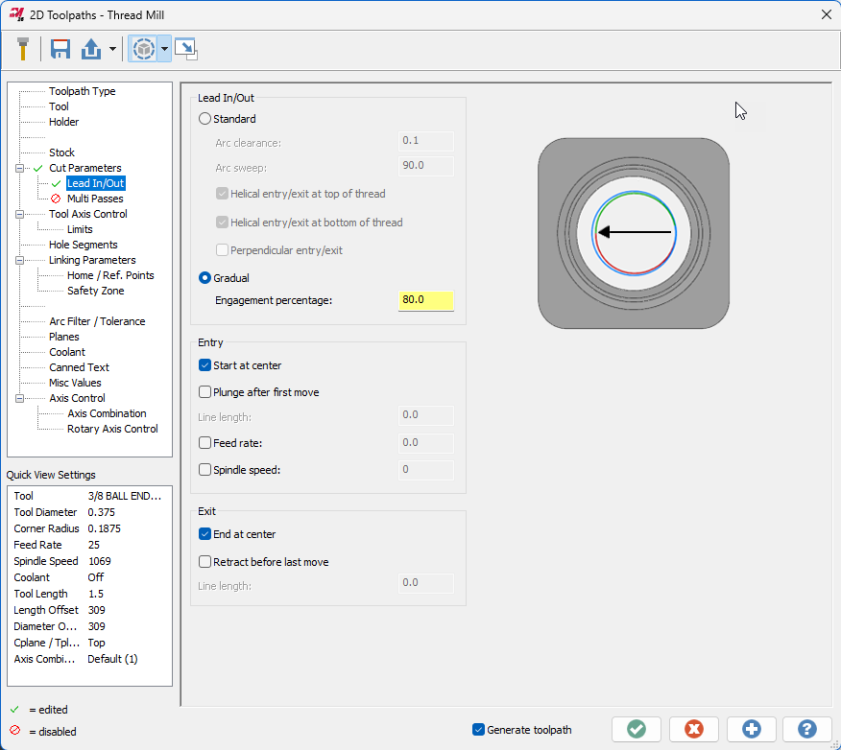
AMW, I'll pass this thread on to the product owner. Just a note that 2025 has received a bevy of Thread milling enhancements developed in concert with tooling manufacturers. Check out the Gradual entry on the lead in/out page to reduce shock load on engagement and the expanded entry/exit controls and speed/feed overrides, among others. Spindle direction is also now considered when displaying cut direction in the Machining direction box. Here's the full list of changes: Mastercam 2025 – Thread Mill Updates – myMastercam
-
 Saving as a parasolid- (.x_t) is the best solution, as both Mastercam and Solidworks use the parasolid kernel for modelling and there will be no translation or transformation of data when saving out to, and opening from, the parasolid format. Depending on the version mismatch between Mastercam and Solidworks, you may have to go into the Options box in the save dialog to set the output Parasolid version to a lower version that is supported by the older of the two packages you have installed.
Saving as a parasolid- (.x_t) is the best solution, as both Mastercam and Solidworks use the parasolid kernel for modelling and there will be no translation or transformation of data when saving out to, and opening from, the parasolid format. Depending on the version mismatch between Mastercam and Solidworks, you may have to go into the Options box in the save dialog to set the output Parasolid version to a lower version that is supported by the older of the two packages you have installed. -
Yep, correct. It will be updated with the latest MW documentation upon 2025 release- not as helpful for Gcode now
-
The documentation is actually available on Mastercam.com, under the Learning- Documentation area: Downloads – myMastercam The "Multiaxis Help" files are the ones you're looking for. Of course, be aware that not everything in those files is implemented or interfaced as shown.
-
I looked into this and it looks like this escaped the What's New, but the description above is accurate. It's hard to quantify the changes you'll see other than "It does better in some scenarios". Because the results are different enough that it could change existing Swarf toolpaths substantially, they chose to leave in place the old method (legacy) as an option and default to the new Automatic in new paths.
-
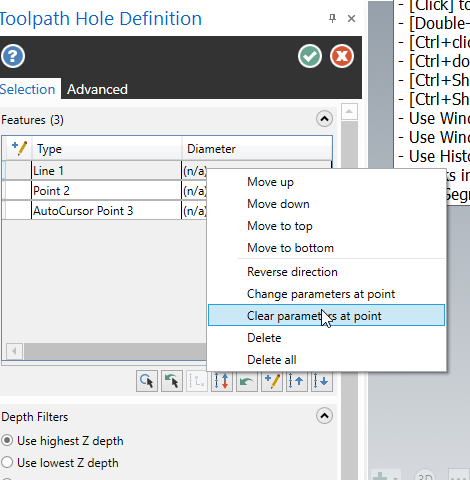
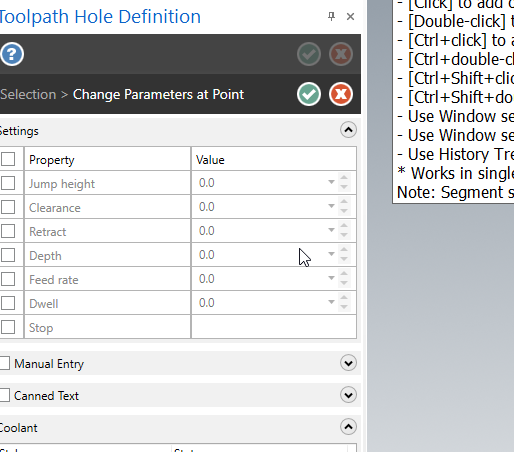
For holemaking toolpaths, this is done right from the Toolpath Hole Definition panel where you select the entities- just right click on where you want to make the change: Points that received edits will show the pencil icon in the first column:

-
A major impediment to doing so- anyone that had previously set up a specific start angle parameter would have their helix bore shift clocking if they regenerated.
-
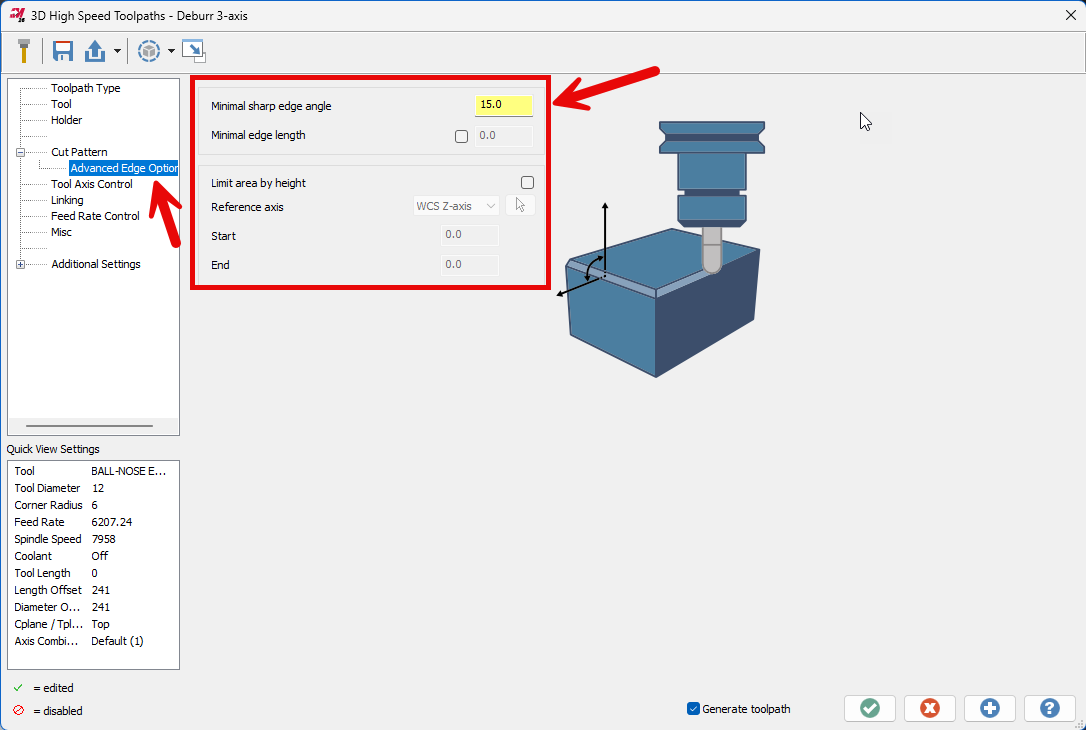
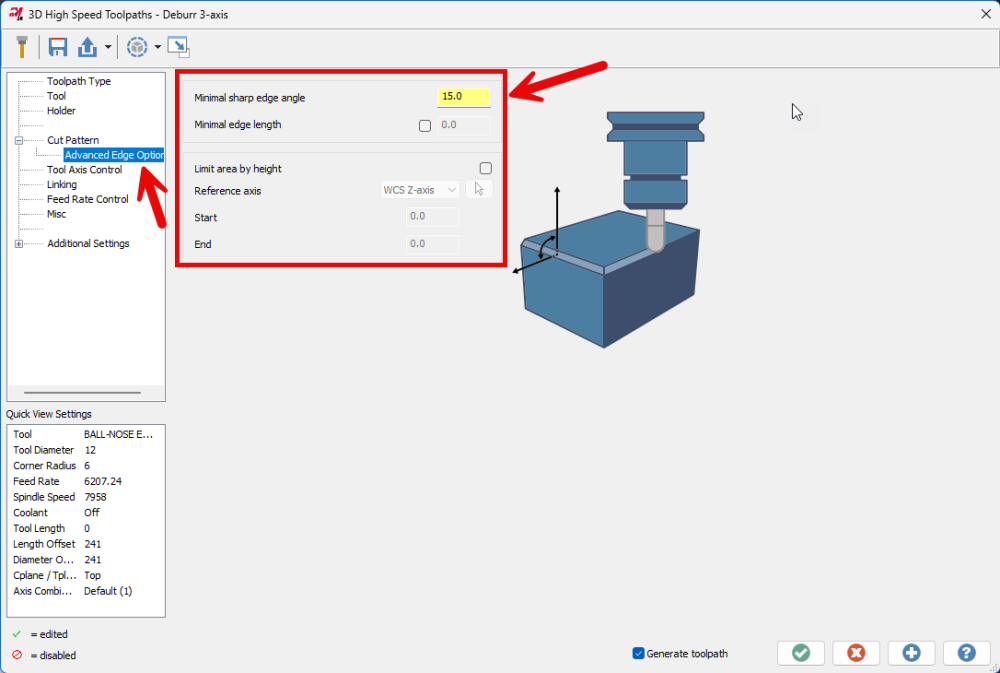
Well, Jake got to it before me and did a great job listing out some of the reasons to use Deburr rather than 2D chamfer in contour. The latter is a 2.5D wireframe take, and the former is a fully model aware toolpath with a lot of smarts built in specifically for breaking edges. Don't forget about the options on the advanced page, where you can mess with the minimum edge angle necessary for it to "Find" sharp edges to break when set to auto, along with some other controls to filter out edges under a length threshold, and to target specific Z zones:
-
It definitely is not a simple lift- If you look at the spun-off 3 Axis Deburr for 2025, this is outputting arcs and lines, not just linearized segments, so that it has a wider availability to existing/older 3 axis posts and machines. This was a large component in the development of this toolpath.
-
Yes- all arcs are linearized when using Convert to 5
-
Went to answer with this, scrolled down through the replies and found Aaron already here.....again....
-
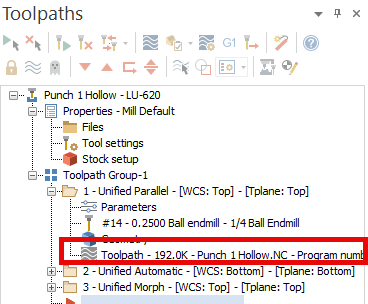
This is intentional. If you left-click on the Toolpath node of an expanded toolpath, it launches into Backplot, and if you right-click, it launches into Verify. To avoid this behavior, right-click somewhere other than this line:
-
For the Beta period there's some licensing hoops to make it available. If you want to test it, please reach out and we'll get you sorted to use it during the Beta cycle. Dan Parry, the product owner, posted about it in the official forums- you can contact him through [email protected].
-
This button, starting in 2024, also takes you directly to the Simulation settings page and Stock choice in MGS, which controls both Verify and and Simulate