Roy Zomer
-
Posts
14 -
Joined
-
Last visited






Roy Zomer's Achievements
")



-

Kennametal KOR-5 worth it?
Roy Zomer replied to CNC programming questions's topic in Machining, Tools, Cutting & Probing
I've contacted the kennametal dealer here in the Netherlands. Waiting for an offer now. I want to test this so much!!! Will be running it on a MAS 1000 5ax Power with Heindenhain TNC530 control a 50 taper and 25 bar internal coolant. Can't wait... -
Roy Zomer changed their profile photo
-
Thank you Colin! PcRobotic, I got it working after each operation. I'm trying to work on it some more.... What I've done is to take a look at the mill.set file. Try to figure out what's going on there with the buffer file Colin is talking about. ..... It got me this far!!!! Good luck.
-
Hi, In the ptooltable i've added z_min$ and z_max$ to capture the minimum and maximum values for Z. the output is: ( T2 - VLAKFREES 125MM - H2 ) ( T3 - HM BOOR 10.3MM INWENDIGE KOELADAP - H3 ) MINIMAAL - Z65. MAXIMAAL - Z170. ( T4 - HOEKFREES 32MM - H4 - D4 - CONTROL COMP - TOOL DIA. - 32. ) MINIMAAL - Z41. MAXIMAAL - Z165. ( T5 - AFSCHUINFREES 1SN SANVIK - H5 - D5 - CONTROL COMP - TOOL DIA. - 16. ) MINIMAAL - Z60.1 ( T6 - GRAVEERFREES - H6 ) MINIMAAL - Z64.1 ( T7 - HM SN 12MM D COMP - H7 - D7 - CONTROL COMP - TOOL DIA. - 12. ) MINIMAAL - Z64.8 MAXIMAAL - Z115. ( T11 - VERZINKBOOR 30MM - H11 ) MINIMAAL - Z60. MAXIMAAL - Z165. ( T8 - TAP BLIND M12 - H8 ) MINIMAAL - Z58.85 as you can see, the first tool is empty. And the values for T3, are the values that should be for T2. I've also tried it with mpfan.pst. any idea's? Thanks in advance, Roy Zomer
-
Make Your Post Catch Common Errors
Roy Zomer replied to EX-wccprogrammer's topic in Post Processor Development Forum
I'm more than happy to take a look... I don't know what else you've programmed in you're post so you'll have to e-mail me te .pst file. -
Tool comment at Sequence Number
Roy Zomer replied to capmkrk's topic in Post Processor Development Forum
I guess there is a line where only the sequence number is output *n$, e$ Try adding the ptoolcomment like this: *n$, ptoolcomment, e$ In this example i assume ptoolcomment takes care of the comment of the tool. -
Make Your Post Catch Common Errors
Roy Zomer replied to EX-wccprogrammer's topic in Post Processor Development Forum
In ptlchg_errorpop #Pop-up common toolchange errors comment out if coolant$ = zero, result = mprint(scoolantisoffserror, 1) #No Coolant in ptlchg_errorcheck #Check for common toolchange errors remove the following | coolant$ = zero if tloffno$ <> t$ | tlngno$ <> t$ | coolant$ = zero, result = mprint(serrordetect, 2) so it looks like this: if tloffno$ <> t$ | tlngno$ <> t$, result = mprint(serrordetect, 2) -
There are Heidenhain controls where CYLC 19 makes the table turn, so you can leave line 30 out. I don't know what parameter takes control of this.
-
Make Your Post Catch Common Errors
Roy Zomer replied to EX-wccprogrammer's topic in Post Processor Development Forum
What I like is that possible errors are shown in the NC-code as well. For this, I made the following changes to the ptlchg_errorpop. So if by change this NC-code is send to the machine, the operator knows why code is missing. Another reason is for those that like to hit the "Cancel" button on every error message. ptlchg_errorpop #Pop-up common toolchange errors if DepthCuts = 0, [ if NumEntities = 1, errorcheck = 1 else, errorcheck = 3 ] else, errorcheck = 3 if tloffno$ <> t$ & tloffno$ <> zero, result = mprint(stooldiameteroffserror, 2) [ if result = two, #Diameter [ n$, "Operation ", *sOpSeqNo, ": (", *s20001, ") TOOL DIAMETER OFFSET DOES NOT MATCH TOOL NUMBER", e$ exitpost$ ] ] if tloffno$ = zero, result = mprint(stooldiameteroffszeroerror, 2) [ if result = two, #Zero Diameter [ n$, "Operation ", *sOpSeqNo, ": (", *s20001, ") TOOL DIAMETER OFFSET IS ZERO", e$ exitpost$ ] ] if tlngno$ <> t$ & tlngno$ <> zero, result = mprint(stoollengthoffserror, 2) [ if result = two, #Length [ n$, "Operation ", *sOpSeqNo, ": (", *s20001, ") TOOL LENGTH OFFSET DOES NOT MATCH TOOL NUMBER", e$ exitpost$ ] ] if tlngno$ = zero, result = mprint(stoollengthoffszeroerror, 2) [ if result = two, #Length [ n$, "Operation ", *sOpSeqNo ": (", *s20001,") TOOL LENGTH OFFSET IS ZERO", e$ exitpost$ ] ] if coolant$ = zero, result = mprint(scoolantisoffserror, 1) #No Coolant Only supported for V9 style coolant!!! -
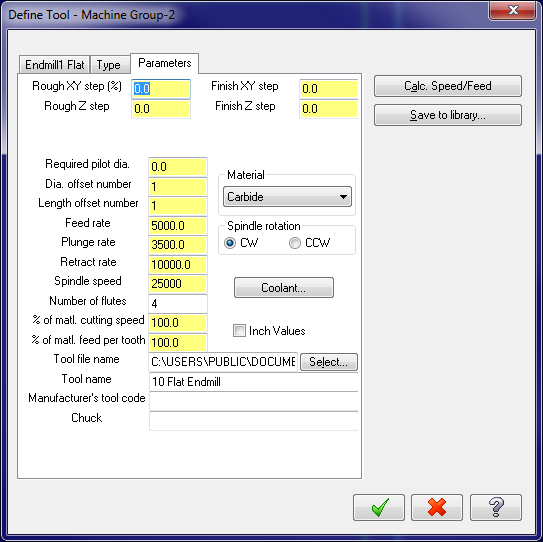
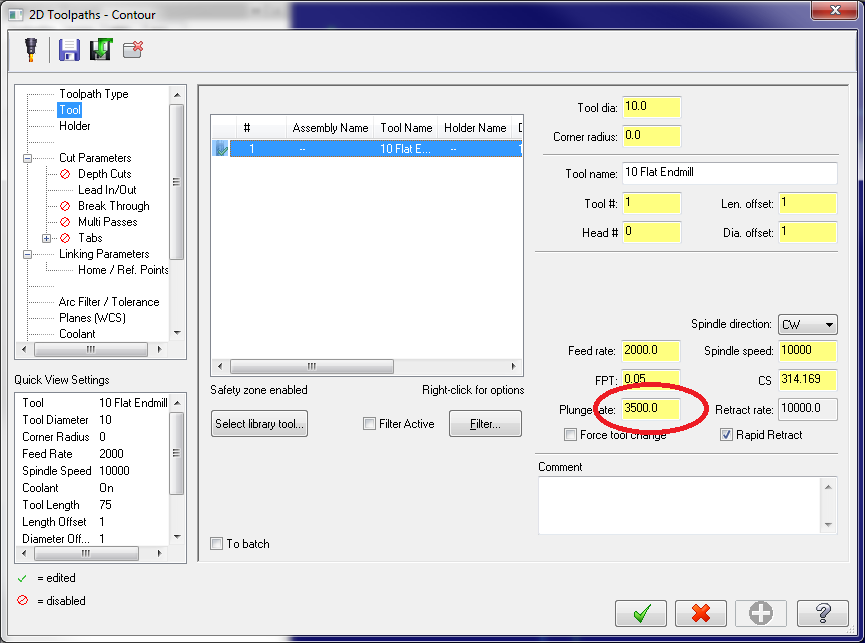
I've already send the request, but get the reaction that this value wasn't designed to be a calculated value. So wasn't the feed rate!!!, and they've made it a calculated value in Mastercam X7. So what I believe is that this is a job half done. Trying to get reactions so I can convince Mastercam that the plunge rate needs to be a calculated value as well.
-
Hi there, I see in Mastercam X7, the feed is calculated based on the reduced RPM. Good job!! Now I don’t have to calculate this inside the post processor. With the plunge rate not being calculated I must leave things as they were. What I normally do, set the MMD file to max 100.000 RPM so I can make one tool table with the recommended RPM, FEED & PLUNGE RATE. The maximum RPM is set inside the post processor. So when the chosen RPM inside Mastercam exceeds the maximum RPM inside the post processor it let the RPM, FEED & PLUNGE RATE be calculated again to get 3 reduced values. To do this inside the post processor I can make 1 tool table, for 10 machines...no problem. Am I the only one that is experiencing this? Or do we have other solutions to handle this? Thanks


-
Nice! Thank you!
-
You-Ji VTL need R to be 0 on all canned cycles
Roy Zomer replied to Darin's topic in Post Processor Development Forum
In the line were G83 is output.....somewere at ppeck$ or pchpbrk$ replace prdrlout by "R0". Nothing is calculated. -
Assign a fmt to mr3$. Output mr3$ where you want it like this: *mr3$.....the * forces the output
-
If we take cycl 208 (milling a hole) or cycl 262 (milling a thread) and we choose to do these operations with a drilling cycl, Mastercam will not calculate the distance the mill is traveling. Only a straight line downwards and the feed rate it's programmed. If we choose to program a circle mill toolpath (helix bore) (thread mill) would be the easiest way to get the actual time.