





DavidB
-
Posts
4,242 -
Joined
-
Last visited
-
Days Won
1
Recent Profile Visitors
4,460 profile views











DavidB's Achievements
")





-
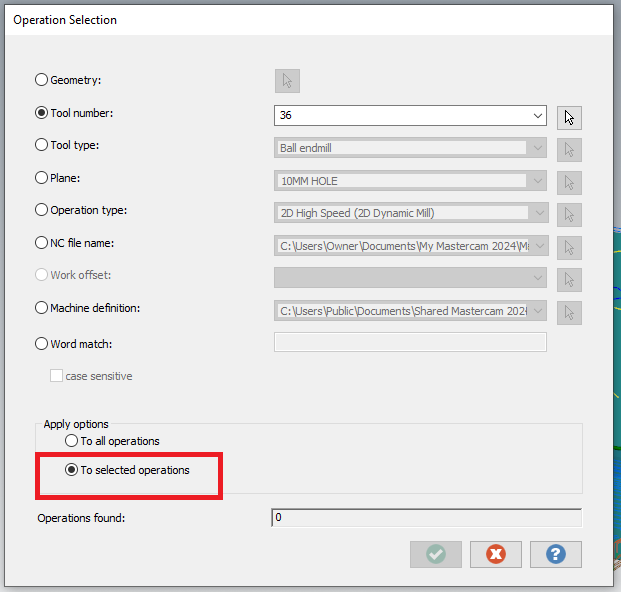
Hello is there a way to set this in the System Config file? "To selected Operations"
-

Things that get your operations dirty
DavidB replied to [email protected]'s topic in Industrial Forum
Changing common parameters like coolant settings makes dynamic toolpaths dirty which is annoying. -
Hi Guys thanks for all the help, I ended up getting it to Engrave S.N 230001 and sequential increasing by 1 each cycle start. The engraving was done on a Tilted plane. 200 ;TOOLPLANE NAME - ENGRAVE 201 TOOL CALL 14 Z S15000 202 ;2MM STANDARD LENGTH BN TOOL - 14 DIA. OFF. - 14 LEN. - 14 DIA. - 2. 203 ;HOLDER - SK DIA 3 SHRINK FIT X 120 204 TOOL DEF 15 205 CYCL DEF 247 PRESETTING ~ Q339=+1 ;PRESET NUMBER 206 L Z-0.1 R0 FMAX M91 207 ; 208 FN 11: IF +QR2 GT +QR1 GOTO LBL "ENGRAVE" 209 QR1 = 230001 ;START VALUE 210 QR2 = QR1 211 LBL "ENGRAVE" 212 QS4 = TOCHAR( DAT+QR2 DECIMALS0 ) 213 CYCL DEF 32.0 TOLERANCE 214 CYCL DEF 32.1 T0.05 215 CYCL DEF 32.2 HSC-MODE:0 TA1 216 M3 217 PLANE SPATIAL SPA+0 SPB+56 SPC+180 STAY SEQ+ TABLE ROT 218 L B+Q121 C+Q122 FMAX 219 L X+21.5 Y-30 FMAX 220 L Z+185 FMAX 221 M8 222 CYCL DEF 225 ENGRAVING ~ QS500="S.N" ;ENGRAVING TEXT ~ Q513=+7 ;CHARACTER HEIGHT ~ Q514=+0 ;SPACE FACTOR ~ Q515=+0 ;FONT ~ Q516=+0 ;TEXT ARRANGEMENT ~ Q374=+90 ;ANGLE OF ROTATION ~ Q517=+50 ;CIRCLE RADIUS ~ Q207=+800 ;FEED RATE MILLING ~ Q201=-0.15 ;DEPTH ~ Q206=+400 ;FEED RATE FOR PLNGNG ~ Q200=+2 ;SET-UP CLEARANCE ~ Q203=+172 ;SURFACE COORDINATE ~ Q204=+175 ;2ND SET-UP CLEARANCE ~ Q367=+0 ;TEXT POSITION ~ Q574=+0 ;TEXT LENGTH 223 L M99 224 L X+21.5 Y-10 FMAX 225 CYCL DEF 225 ENGRAVING ~ QS500= QS4 ;ENGRAVING TEXT ~ Q513=+7 ;CHARACTER HEIGHT ~ Q514=+0 ;SPACE FACTOR ~ Q515=+0 ;FONT ~ Q516=+0 ;TEXT ARRANGEMENT ~ Q374=+90 ;ANGLE OF ROTATION ~ Q517=+50 ;CIRCLE RADIUS ~ Q207=+800 ;FEED RATE MILLING ~ Q201=-0.15 ;DEPTH ~ Q206=+400 ;FEED RATE FOR PLNGNG ~ Q200=+2 ;SET-UP CLEARANCE ~ Q203=+172 ;SURFACE COORDINATE ~ Q204=+175 ;2ND SET-UP CLEARANCE ~ Q367=+0 ;TEXT POSITION ~ Q574=+0 ;TEXT LENGTH 226 QR2 = QR2 + 1 227 L M99 228 LBL 0 229 CYCL DEF 32.0 TOLERANCE 230 CYCL DEF 32.1 231 M9 232 M5 233 M140 MB MAX 234 PLANE RESET STAY 235 L Z-0.1 R0 FMAX M91 236 M1
-
Hello and thank you. I downloaded the Tombstone Sample file and it has no toolpaths?
-
So WCS stays Center of Rotation but you can then set a Top T/C Plane on the part? How is this Handled on the Machine? It's been a long time since I ran and programmed for a Horizontal and I have a new Mori NHX arriving next month. The centre of pallet rotation would be hard wired into the machine is that G54? Then if I set a T/C plane on the part what would the G5? be in the posted code? Any chance you could send me a Horizontal file to see how you go about it? Thank you
-
Correct me if I'm wrong but say I set my WCS to Center of the pallet rotation and I face the part as it sits in Mastercam. Say it might be Z350. Then if the Billet was a little short in its height and the billet did not face, wouldn't I have to re-program everything again in Mastercam? My concern is second OP's where I might have to set a WCS off a machined feature from OP1. My Other Question is to Get B0 are you using Front or Top T/C Plane? Thank you.
-
Do you use TOP WCS and Front T/C Plane for B0? Do you leave your WCS at the Centre of rotation of the B-axis? I just bought a Mori NHX 4000 with G68.2 so I can set my WCS anywhere.
-
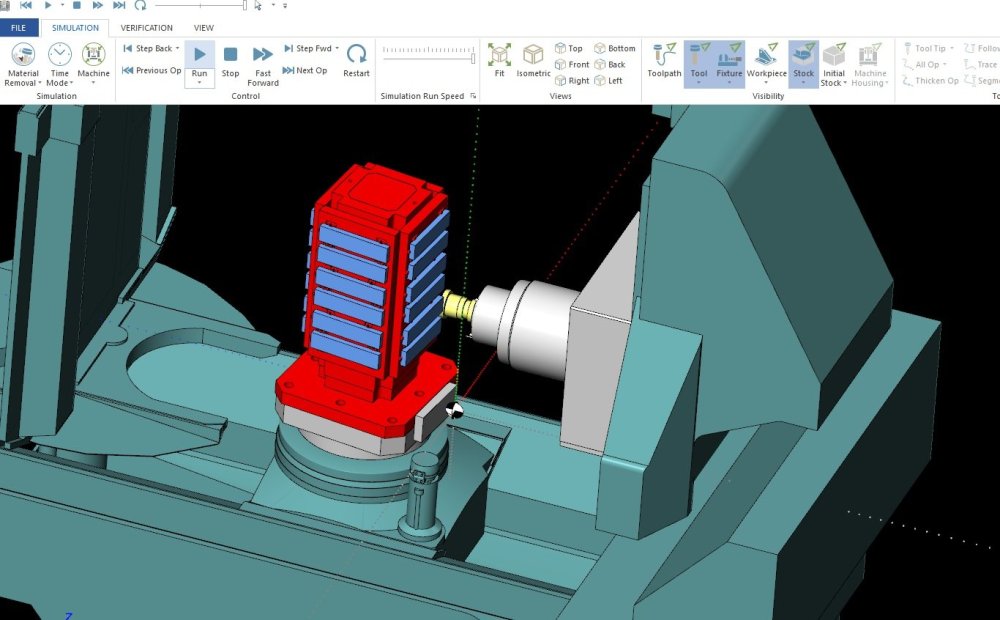
The Machine Sim reads the G91 G28 Z0. at the end of NC file but not during cutting. G91 G28 Z0. (DOES NOT WORK) G00 G90 B90. X148.5 Y542.861 . . . M05 G91 G28 Z0. (THIS WORKS) G28 Y0. B0. G90 M30 %
-
The code is good it has a G28 Z0, Before the B axis rotation. G00 Z165.833 G91 G28 Z0. G00 G90 B90. X148.5 Y542.861 How do I get the machine Sim to read the Z Home move?
-
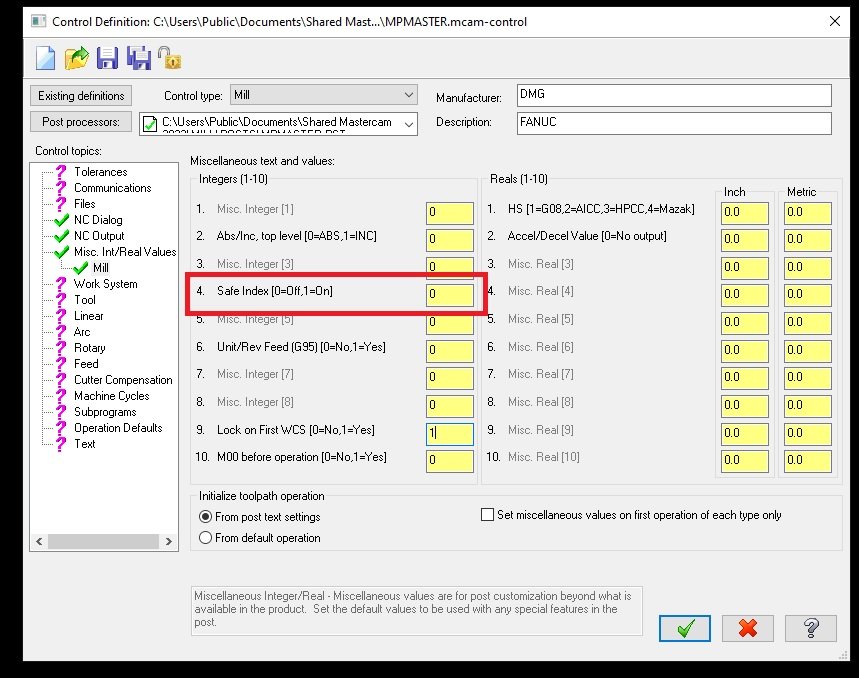
I have tried the Integer #4 on and off but when I ran machine sim the machine crashes when going from B0 to B90.
-
Hi guys when using the MP Master Horizontal post is there a way to get the z axis to home before each B axis rotation? Like when I use my 5-axis posts the Z axis will retract to home position before a 3+2 move. Also what does the Misc Integer # 4 (Safe Index) do? Thank you.
-
I have a UMC 750 SS and the first machine delivered was taken back as it was not accurate and covered in rust. The second machine has had th spindle replaced, Z axis ball screw replaced, the transformer replaced, the B and C axis clamping updated, the air conditioner in the electrical cabinet replaced. I will never buy another HAAS. The next 5-axis I bought was DMG MORI DMU 50 and it's amazing.
-
Tool call 0 will empty the spindle? Yes you need to lengths in the Tool Table.
-
Hi guys I'm playing with MPMASTER for a Horizontal and I noticed that if I post toolpaths programmed with Font T/C plane I don't get a B0 in the posted code. If I translate rotate the front toolpath 90 I then get a B0 and B90 output in the code. Why is there no B0 if I just toolpath using the Front T/C Plane? Thank you
-
Hi guys it's been about 12 years since I programmed a Horizontal. I am looking at a Mori NHX 4000. I'm currently looking at programming some exsisting parts I run on my DMU 50 onto the Mori Horizontal. I have downloaded the MPMASTER which uses Top WCS and Front T/C Plane for B0. Which is how I used to program a Horizontal. Is this still the preferred method? My reseller gave me a Machine sim for the Mori Horizontal but it uses Top for B0. Is there a way I can change the Machine sim Machine so I can test it with the MPMASTER an the way the post works with front at B0? I can't currently run Machine sim because of the conflict between the post using Front for B0 and the machine sim wanting B0 to be Top. If I use the generic Horizontal Machine sim supplied with Mastercam it all works. But I want to make sure everything for the Mori will be OK before I purchase it. Thank you.


