Giang-TT
-
Posts
22 -
Joined
-
Last visited
Recent Profile Visitors
1,439 profile views





Giang-TT's Achievements
")





-
n_tpln_mch - what is its possible values?
Giang-TT replied to Giang-TT's topic in Post Processor Development Forum
again with the question: I don't know what is the actual purpose of it - aligning the plane X&Y with machine X&Y , is it just for a better visualization? I haven't tried it on the real machine but it looks workable on the simulation software, on a table-table AC. -
n_tpln_mch - what is its possible values?
Giang-TT replied to Giang-TT's topic in Post Processor Development Forum
It took me some time to catch what you are mentioned about. I think I found one different thing between my G68.2 approach and yours, that is: - With my simple approach, I used the toolplane vectors to get the i,J,K value directly. With this method, my tilted plane's X&Y may not align with the machine X,Y axis after applying the G68.2 (e.g. X100. command will cause both X and Y axis to move) - With your method, the tool plane's X&Y axis will be rotated to align with the machine XY axis after applying G68.2 . Am I correct? I don't know what is the actual purpose of it, is it just for a better visualization? Thanks again for your comment, I hope you guys can still understand what I say with my English. --------------------------------------- Update for the function. Now I'm able to control the n_tpln_mch value using the mill5$ variable. if mill5$ <> 0, [ top_map = 0 ] else, [ top_map = 1 n_tpln_mch = top_type !n_tpln_mch ] -
n_tpln_mch - what is its possible values?
Giang-TT replied to Giang-TT's topic in Post Processor Development Forum
I tried posting some 5axis toolpaths ( swaft machining/5axis helix bore/5 axis drilling) the n_tpln_mch was initialized to '-2', then it got the value -1. So, looks like "-1" is for multiaxis toolpaths. But when I post a multiaxis toolpath with another toolplane-based (3+2) toolpath, the n_tpln_mch can not get back to 5 when it passed through the (3+2) toolpath. Do you have any idea on it Colin? -
n_tpln_mch - what is its possible values?
Giang-TT replied to Giang-TT's topic in Post Processor Development Forum
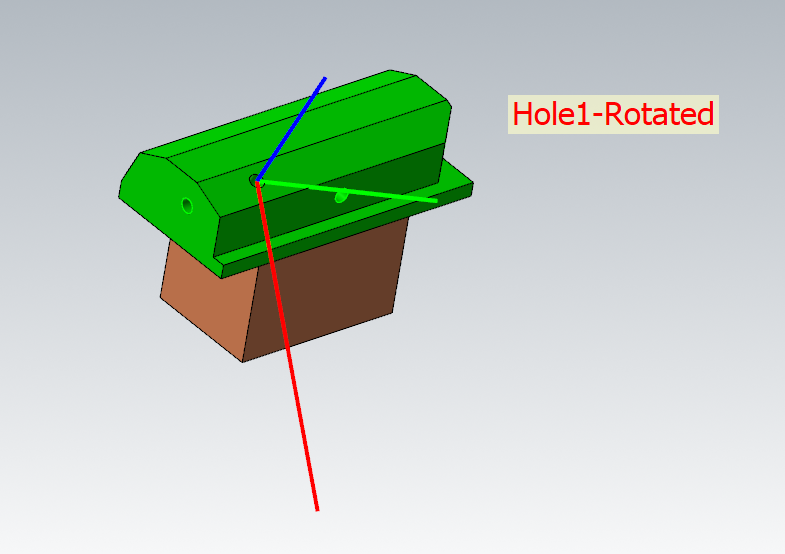
Hi Greg, sorry for my english, but what do you mean when you say "the plane will need to have the correct orientation"? In my post, I'm still using the s_out and p_out variable to get the rotary angles for the table to index (before calling the G68.2) N120G54G0G90C180.A-23. (those angles are taken from s_pot and p_out) N122G68.2X40.Y24.1802Z45.4073I0.J23.K45. (The I, J, K values are calculate from mi1 -> mi9) I don't think I,J,K have the same value when those 2 planes are not the same orientation for X and Y, are you sure? I tried posting your file, this is what I got from my post (it is modified for a table table AC machine). The output A and C are the same for both planes. G68.2 X40.Y24.1802Z45.4073 I0.J23.K45. for Hole-1 Plane (C180 A-23) G68.2 X40.Y24.1802Z45.4073 I0.J23.K245. for Hole-1 Rotated Plane (C180 A-23) (------End Tool Measurement ------) (---Tilted Work Plane---) N118M11 M13 N120G54G0G90C180.A-23. N122G68.2X40.Y24.1802Z45.4073I0.J23.K45. N124G53.1 N126M10 M12 (---Tilted Work Plane---) N128G0G90X0.Y0. N130X0.Y0. N132G43H16Z50. N134G81G98Z-10.R5.F250. N136G80 ptoolend$ ptlchg0$ (HOLE 1) p_goto_strt_ntl N138G91 G28 Z0. (---Tilted Work Plane---) N140M11 M13 N142G54G0G90C180.A-23. N144G68.2X40.Y24.1802Z45.4073I0.J23.K245. N146G53.1 N148M10 M12 (---Tilted Work Plane---) Can I ask what is the purpose of this "back rotation" while I'm just using s_out and p_out to get the angle value and using toolpath NCI (m1-m9) to calculate the IJK? Thank you a lot for all off your comments.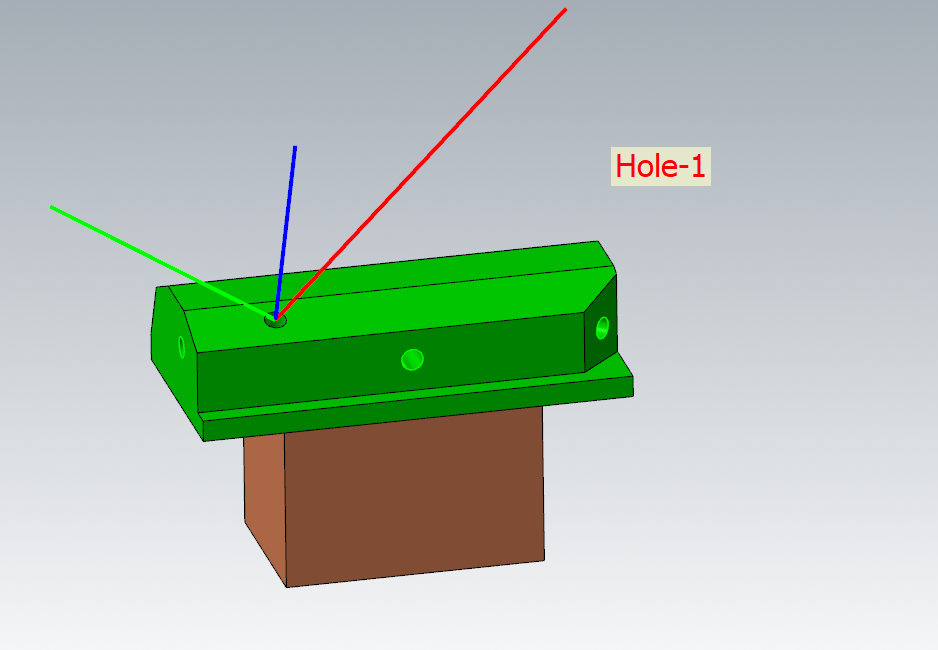
-
n_tpln_mch - what is its possible values?
Giang-TT replied to Giang-TT's topic in Post Processor Development Forum
I don't have much knowledge and experience with the vector functions of the MP language, so I tried to minimize the modifying work as much as possible to make the G68.2 work. This post is created for a rotary table type machine. In my G68.2 it only has one option formatting - using Euler Angles IJK. In my post I created a new post block p_twp for calculating the value of X,Y,Z origin and I,J,K angle - based on the data read from NCI (1013 and 1014) After doing many tests it looks working correctly. But as mentioned before, there is one variable, the "n_tpln_mch" , it appears in some existing post block and makes me confused, it also changes the result of the output code. So if I know what exactly it is, I can still sticking with it, if not, I will try a different way. Thanks again Colin, I also learned a lot from your post course videos.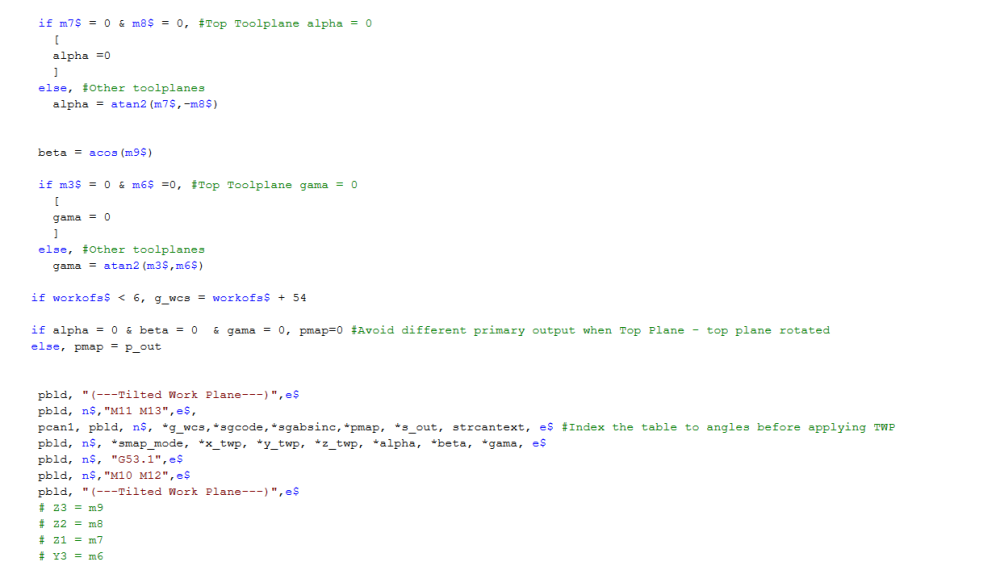
-
Hello, I'm working on the generic 5X post to add the tilted work plane (G68.2) function to the post. But there is a hidden variable - "n_tpln_mch" which I really want to study clearly about. I guess it relates to the "top_map" and some other stuffs in the binary file. During the tests, its value makes me confused. I want to ask about all of its possible values and the meaning of each value. Wondering if anyone can help me out, or this section should be kept secret. In my post, the "top_map" is set to 1, when I have a true 5-axis toolpath (mill5$ <>0), the "top_map" is set back to 0. During the tests, I realized the "n_tpln_mch" has different values depend on how I posted the toolpath. The case is: I have a true 5-axis toolpath (5-axis helixbore) following by an indexing toolpath (Area roughing). Using the post debugger, I checked the value of the "n_tpln_mch" variable when it passed through the indexing toolpath: - When the indexing toolpath was posted alone, the n_tpln_mch = 5, I got the G68.2 worked correctly - When I posted both toolpaths together, the n_tpln_mch = -1 when it passed through the the indexing toolpath, the G68.2 then skipped. I think I will add another condition for this case but it will be the best if I know what "n_tpln_mch" exactly is. Thank you.

-
Thank you all for the replies, I tried them all and here is some updates: Yes, this helps - but it also outputs some tool change codes in the program, which I want to hide. I tried this, it didn't help in this case I'm using an older version of the generic 5X post so it doesn't come with this switch, I will try out this new one, it looks giving me what I want. I tried this switch, it didn't work with a null tool change, it only works when I have a real tool change.
-
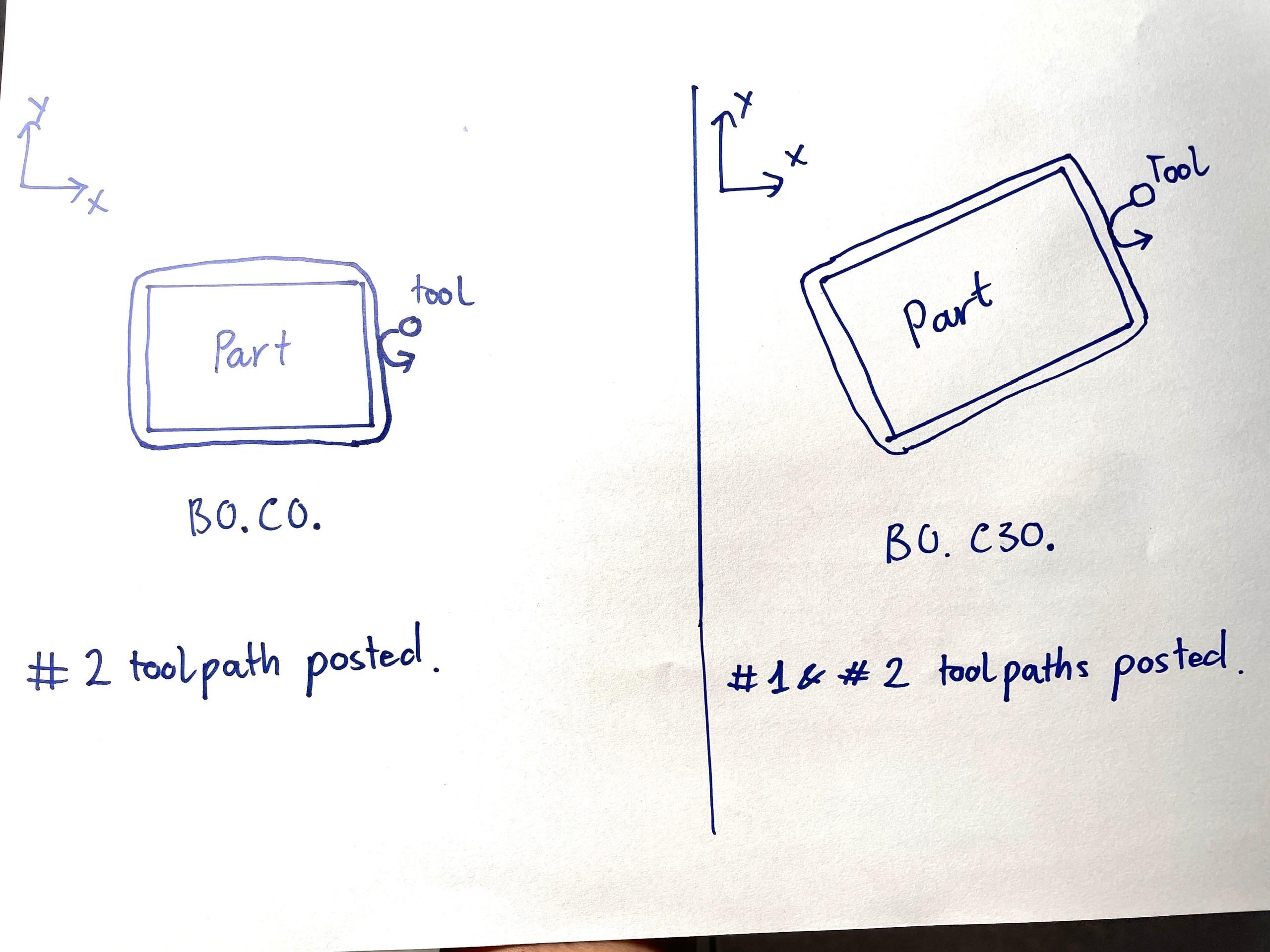
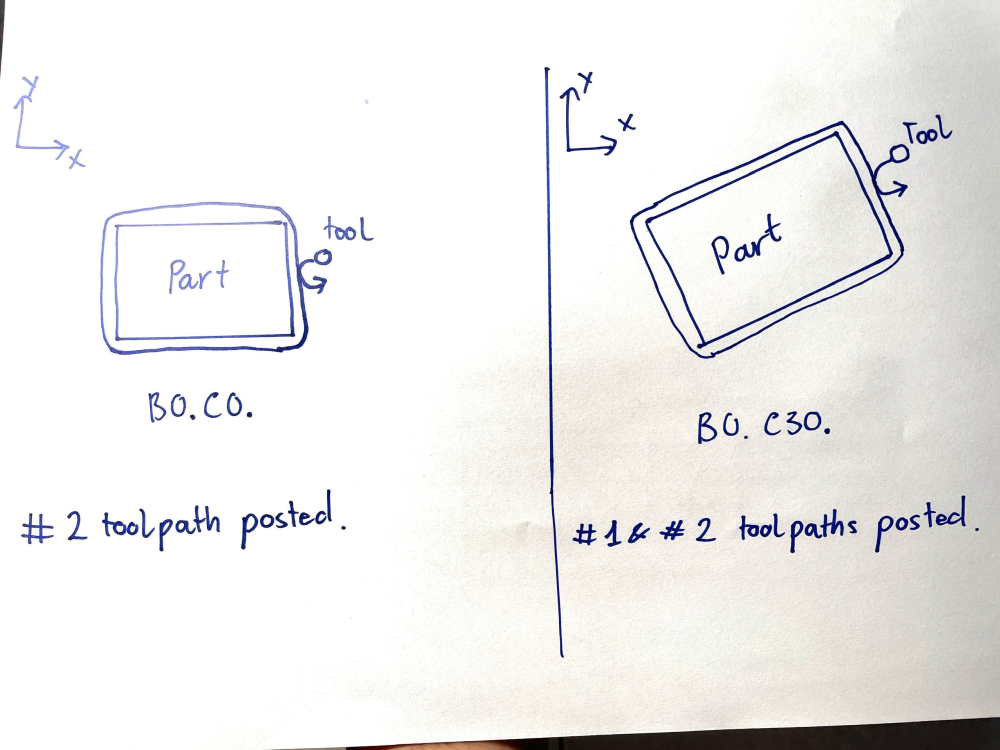
Hello, I'm working on the Fanuc 5-axis generic post to use it on an rotary table BC (C is the primary axis and B is the secondary axis). I have 2 toolpaths: #1 and #2 using the same tool: #1 toolpath: is a 2D toolpath, takes place on a user-defined tool plane - which requires both B anc C axis to rotate (e.g. B30. C30.) #2 toolpath: is a 2D toolpath on the Top Plane. When I post only #2 toolpath: I get B0 & C0 output on my NC program. But when I post both #1 & #2 toolpaths, after finished #1 toolpath on the user defined plane (e.g. B30. C30.), the tool goes back to the Top Plane for #2 toolpath. But only the B axis changes back to 0, the C axis is unchanged (still kept at C30.). So the part is no longer aligned along the X and Y axis, and the 2D contour along the edges now take place on both X and Y (instead of X or Y). That is my problem, I'm not sure if can call it a problem. My question is: Is the any quick way, or is there a "switch" that allows us to force the primary axis to reset (C0.) if the toolpath is using Top Plane? Thanks for reading.
-
Giang-TT changed their profile photo
-
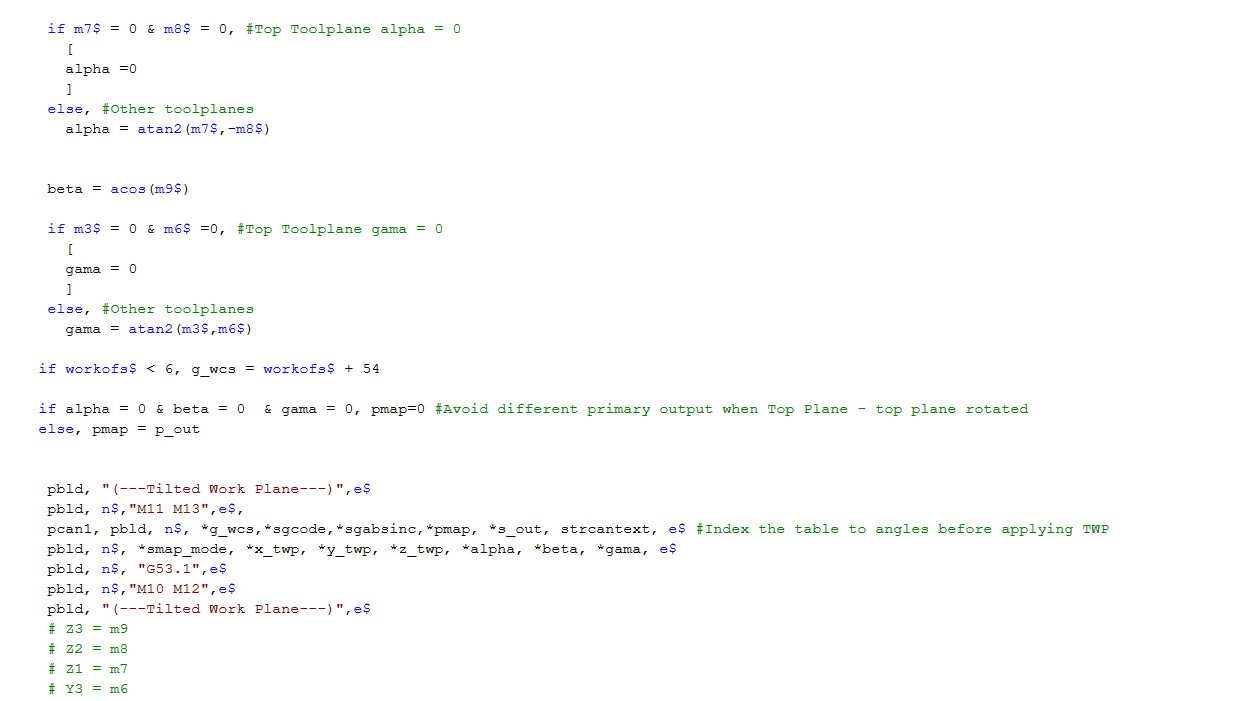
I have the same question on the "n_tpln_mch" variable, so I tried to give it a new value = 1 right before the pg68 post block to see what happen and I got it works. n_tpln_mch = 1 if use_clamp, [ p_lock = zero s_lock = zero pbld, n$, s_slock, e$ pbld, n$, s_plock, e$ ] if stagetool <= one, pbld, n$, *t$, "M6", e$, n_tpln_mch = 1 if n_tpln_mch > m_one, #Toolplane mapping mode [ #Enter your mapping scheme here... pg68_map pbld, n$, "G43", *tlngno$, *zabs_s, e$ pbld, n$, *sg00, pwcs, "X0.", "Y0.", *zabs_s, e$ pcan1, pbld, n$, *sgcode, *xabs_s, *yabs_s, *p_out, *s_out, strcantext, e$ ] else, #5 axis and regular mode ( n_tpln_mch = -2) [ if cut_ra_head & use_g45, #Swap xout and yout based on offset axis [ tloffno2 = tlngno$ + g45_of_add pcan1, pbld, n$, *sgcode, pwcs, *sgabsinc, *yout, *p_out, *s_out, *speed, *spindle, pgear, strcantext, e$ pbld, n$, "G45", *tloffno2, *xout, e$ ] else, [ pcan1, pbld, n$, *sgcode, pwcs, *sgabsinc, *xout, *yout, *p_out, *s_out, *speed, *spindle, pgear, strcantext, e$ ] ] if stagetool = one, pbld, n$, *next_tool$, e$ Feel like it's an "open" variable so we can link it to a misc value and use as a switch to activate the "titled work plane" This is the result code: (3" FACE MILL|TOOL - 1|DIA. OFF. - 1|LEN. - 1| DIA. - 2.5) (SURFACE TOP) T1 M6 G43 H1 Z4.9013 G0 G120 X0. Y0. Z4.9013 G0 X-9.964 Y-5.5 B90. A90. G68 X0. Y0. Z0. I0. J0. K1. R-90. G68 X0. Y0. Z0. I0. J1. K0. R-90. X-5.5 Y-4.9013 Z9.964 M8 G90 Z8.164 G1 Z7.864 F20. X5.5 F80. Y-5.9047 X-5.5 Y-6.9082 X5.5 Y-7.9117 X-5.5 G0 Z9.864 M9 G0 G28 G91 Z0. G0 G90 G120 A0. B0. G0 G91 G28 Y0. M30 %
-
Today tried again. I run the XY calibration, and the other inspection cycles works as expected, no error anymore You are correct, the macro need some variable for checking defined probe radius, which is get after XY calibration cycle.
-
Thank you bros for your comments. I will do another XY calibration to see if it can solve the issue
-
I have not, sometime it takes long to get response. I hope you had some experience with this issue. I just only run this cycle (length calibration cycle)

-
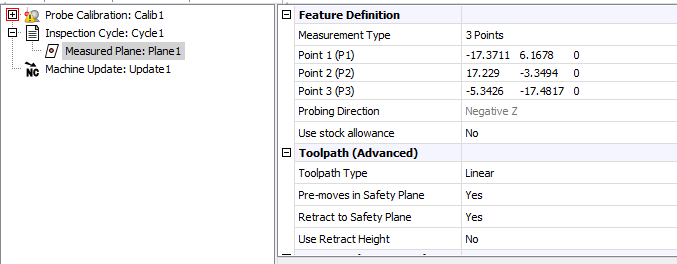
Hello, Today I tested a Productivity plus on an Okuma. At the beginning, I called the probe and using a calibration cycle (which only use reference surface) Anh this only calibrate the probe length. The program running ok and I noticed the probe length was updated on the machine. But when I made an 3-point inspection probing cycle operation for getting Z value of the zero plane, I got this error message from the machine control "REN25.INCORRECT*CALIBRATION*DATA". (Although I already done the probe length calibration) Can you help me to figure out what is the issue here? I think this is a "Z" probing operation so I just performed the calibration in Z. No XY calibration. Do we need to calibrate XY also before we can call any inspection probing. Thank you
-
Projecting curves onto surfaces & solids
Giang-TT replied to So not a Guru's topic in Industrial Forum
There is an option called "Join result" which allows you to join the curves as long as the gap distance less than input value -
Is this ftp site no longer working everyone?