





Alex Dales
-
Posts
97 -
Joined
-
Last visited
-
Days Won
1
4 Followers



About Alex Dales

Recent Profile Visitors
3,348 profile views




Alex Dales's Achievements
")





-

Integrating G234 in fanuc 5x generic post
Alex Dales replied to ikertx0's topic in Post Processor Development Forum
I agree with the posters above that you will be best off going through your reseller for a post. The G234 TCPC function on the Haas controller uses a part relative coordinate system. This mean that for multi-axis toolpaths programmed using Top-top-top, the XYZ values in the back plot match the XYZ values in the G-code. If don't recommend doing this this, but if you wanted to oversimplify and are just playing around as a hobby, then you can try directly outputting the x$, y$, z$ values when the G234 is active. in theory it is this simple, but I wouldn't totally trust that method for building a post and running it on a machine. It might work decently well in most cases, but eventually you will run into a condition where this oversimplification comes back around and costs you more in the long run. -
Haas VR9 Post Processor
Alex Dales replied to Transition Composites's topic in Post Processor Development Forum
@Transition Composites I understand that you have been in contact with our department, and we have provided your reseller with the latest version of our Haas VR post. We have previously spent significant time to develop our Haas VR master post, and it has been running very well for us (through a few software updates on the Next Gen Controller). I believe we have found and fixed one or two very minor bugs, but it is otherwise running well for you. If you are experiencing any further issues with the post we have provided, please let us know and/or your reseller know, so that we can make the updates you need. -
@neurosis That is correct. The thread there will take you to the download page. Currently we have Free IKE Mill 3/4-axis posts for Fanuc and Haas controller. We have plans to expand this offering, which will include Lathe posts.
-
That's right Daniel. We've got a lot of development ongoing and planned for the future, and Free IKE Lathe post release is up near the top of the list. There is still a few more changes we would like to implement before we release the free version, but rest assured, it is coming!
-
Bill, Machsim is integrated into the post engine. External post licensing for Module Works MachSim is a licensed product, so there is an additional charge for Simulation with the IKE post. We did some recent overhauls to our simulation module that really enhanced how accurate we are able to simulate features like tilted plane and TCP. Here is a video I made if you want to see more. Machine Simulation Improvements With Your IKE Post - YouTube Elvin, we do have an IKE Lathe product which has been customized for many machines, including swiss type machines!
-
@SuperHoneyBadger IKE+ is a tool we have been working on to help people to interact with the IKE post. It is essentially an interface to help make basic post edits, primarily to edit post switches and settings, header, and HTML setup sheets. Currently we are only sharing it with select resellers, as it is still under development.
-
Here is a video that goes into more detail in the retract vs keeping the tool down, and the distinction between start and mid retract.
-
@Elvincnc There is some challenges with sending Lathe toolpaths into Machine Simulation, but we are able to simulate turning on the FD style mill with turning table. Here is an example of a DMU Duoblock FD I have.
-
You may want to check your misc. values. I know that the Postability posts, like ours, have retract options that mainly come into play when changing angles. Since the post does not know if it will be safe to rotate between holes, it will default to a safe position. You should have an option for a mid op retract that you can set to "no" which will keep the tool down on the rotation.
-
@vikc The output of your programmed canned cycle will be dependent on your post. We have this option built into our IKE Lathe Siemens post. Contact your local reseller, and we can work with them to provide you a quote for a post.
- 1 reply
-
- 1
-

-
We still sell plenty of IKE Lathe posts, despite the existence of Mill-Turn all these years
-
@JrScottI will agree with @Jake Lthat consistency across all posts does have a fair amount of advantages, and might be the best decision for many users. That being said, I am also very much against the "that's just how we've always done it" rational for decision making, so hopefully I can help to further inform your decision. @SuperHoneyBadger did an excellent job of outlining some of the advantages we have worked hard to build into the IKE posts. I will expand on a few points, I could go on and on, but I will try my best to keep it brief. We have developed our post generate machine simulation to mirror the motion that will occur on each line of code, as it is generated. Where this is specifically advantageous is with approaches and plane transitions, where we are able to simulate advanced controller functions like TCP and Tiled Planes. I made this video a couple years ago when these changes were introduced to show off what was now possible if your interested. Machine Simulation Improvements With Your IKE Post - YouTube Our axis sub has been written to allow support for any machine configuration. It will run on any 5-axis configuration with a rotary table. I have even been able to post and simulate axis substitution on 6-axis machines with very little modification. Having the rotary table perform the rotations, while the universal head is fixed, but with the option to fix that universal head at infinite positions with the tool horizontal. Similar to the machine in this video, but using axis sub instead of simultaneous. Post | Feed | LinkedIn We have a very large number of post switches available for customization, and our posts have been designed with flexibility in mind. Most customizations we do see, are already built into the post on a switch, but we are very much capable of customizing the posts as needed. We also are continually adding more switches and features into the post engine. Despite all the great features available in the IKE posts, I think our biggest asset of IKE is the team behind it. We have a large and experienced team that is ready to customize your machine for your specific needs. We will continue to work with you until you are completely satisfied with your post, and do out best to ensure you have a positive experience throughout. If you want to check out IKE for yourself, we have FREE IKE posts for 3/4-axis Fanuc and Haas mill available to download at this link. Free Post Processors - In-House Solutions (inhousesolutions.com)
-
Can you put two lines in the x style coolant ?
Alex Dales replied to Leon82's topic in Post Processor Development Forum
In IKE we have swt_cool_format for single line and multi-line coolant output. We have this all rigged up through the X-Style/canned text coolant. I've never had much luck with any customization on the V9 coolant style. I think the X-style/canned text would be your best bet. -
Check Rotary settings - Haas ST30Y
Alex Dales replied to ikertx0's topic in Post Processor Development Forum
Try selecting a different rotation type in the Rotary Axis Control I looks like this post is set to error when "No Rotation" is selected. I would also recommend reaching out to to your reseller and getting a custom post made. Our IKE Lathe posts will generate code with your part as programmed, along with many other advantages built into it.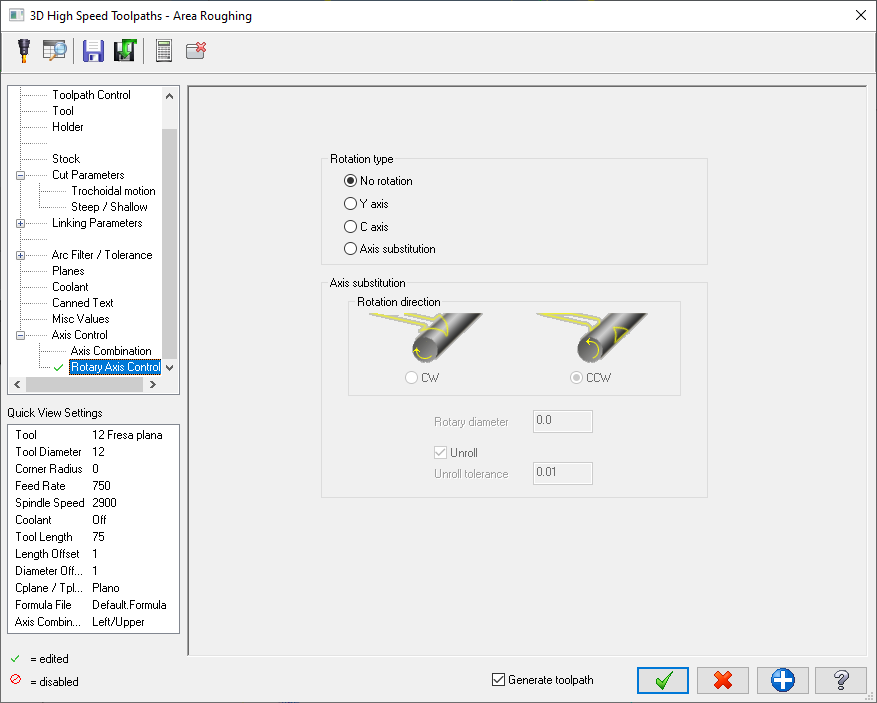
-
CNC does have a Heidenhain 5-axis post available for Conversation. At In-House we also have an ISO Heidenhain post, but I always direct people towards Conversational. We have done post and machine sim for a couple of FTP machines without any issues. You can request a quote for the post on this website, and we will get a quote sent off to your mastercam reseller.
