





Temores2790
-
Posts
10 -
Joined
-
Last visited
Temores2790's Achievements
")
Newbie (1/14)
1
Reputation
-
thanks!! that was the problem!!! I fixed
-
is the Fanuc generic yes but just the header
-
I need help with my post because is no posting the comments in tools or in the manual entry it doesn't output the comments or the codes and I have already the option to get the comments tool_info : 3 #Output tooltable information? #0 = Off - Do not output any tool comments or tooltable #1 = Tool comments only #2 = Tooltable in header - no tool comments at T/C #3 = Tooltable in header - with tool comments at T/C pstrtool #Comment for tool if strtool$ <> sblank, [ strtool$ = ucase(strtool$) *strtool$ ] pcomment$ #Comment from manual entry (must call pcomment2) pcomment2 #Required if doing boolean 'if' logic testing! pcomment2 #Output Comment from manual entry scomm$ = ucase (scomm$) if gcode$ = 1005, sopen_prn, scomm$, sclose_prn, e$ #Manual entry - as comment if gcode$ = 1006, scomm$, e$ #Manual entry - as code if gcode$ = 1007, sopen_prn, scomm$, sclose_prn #Manual entry - as comment with move NO e$ if gcode$ = 1026, scomm$ #Manual entry - as code with move NO e$ if gcode$ = 1008, sopen_prn, scomm$, sclose_prn, e$ #Operation comment if gcode$ = 1051, sopen_prn, scomm$, sclose_prn, e$ #Machine name if gcode$ = 1052, sopen_prn, scomm$, sclose_prn, e$ #Group comment if gcode$ = 1053, sopen_prn, scomm$, sclose_prn, e$ #Group name if gcode$ = 1054, sopen_prn, scomm$, sclose_prn, e$ #File Descriptor
-
well is more we've always done it that way, and it has worked quite well in time and the way we want. am not afraid about DWO but I want just start to use MC with the 5axis machine Actually we are using other CAM to program the Mill-Turns and the 5 axis machining when we need it, but that is because we don't have the post correctly for MC to work with the 5 axes so I am taking the first step to achieve it and, so to start to running I need first learn how to walk (talking in the 5 axis post) am very interesting to have a post with DWO working at all but if I don't have I need to start with the basic post and start to develop as I need but thanks for your comments are very helpful
-
I have a question where is the option to put the tool in use in comments in G code by default ?? doesn't matter if I input info in the comments section I want the tool information always in the code, is that possible? Thanks!!
-
We have a lot of 4thAxis Horizontal and couples of Integrex Mill-Turns and for all is the same method COR,
-
HI 5thAxis, well basically here al the programming is from Center of rotation so the plan is will keep the same method in that way we can use the 5 axis machine like a Horizontal 4th Axis when we need it. I just want to configure the post for 3+2 and CL.
-
thanks, I Will try on this way and I'll let you know the results, thanks for your time
-
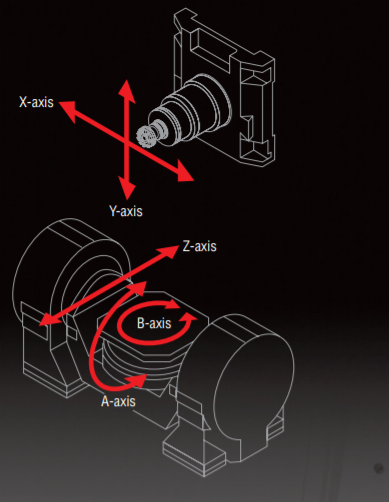
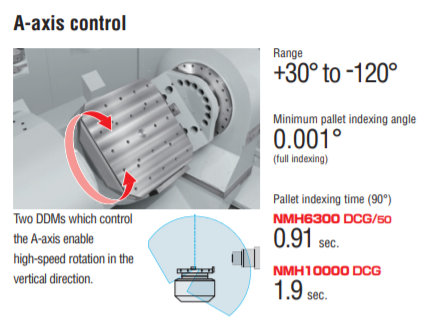
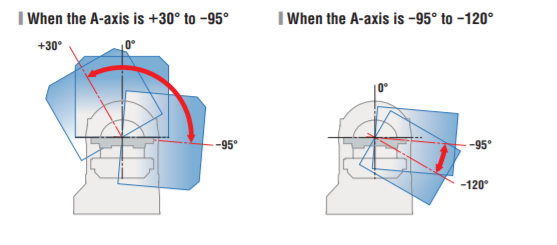
Hi this is my first post in the forum, I already know a little bit of how Machine Definitions control definitions and post works. My questions are the next with the GenericFanuc5axis post can I make a starter point to get G code for this machine? or you guys think I need to talk with one reseller? the machine is a NMH6300 DCG with Fanuc control, for now, Im just looking work 3+2
-
that is Millturn

