SlaveCam
-
Posts
771 -
Joined
-
Last visited
-
Days Won
2







SlaveCam's Achievements
")





-
I downloaded the SDK years ago and had no problems then but now when I try to download an update by accessing https://my.mastercam.com/communities/3rd-party-developers/c-plus-plus-downloads/ "You do not have permission to view this content." Not seeing any reason why, so why? Account is linked successfully.
-
2D High speed becomes dirty by the tiniest change
SlaveCam replied to SlaveCam's topic in Industrial Forum
Having to regenerate the NCI and recalculate the entire toolpath data are different things. Changing stuff that don't affect the toolpath data itself (for example, a misc value) should not require the toolpath to be recalculated, which may take a lot of time. There does not seem to be consistency between operation types, for example, flowline which is my favorite stays "clean" when I change S&F or misc values, Surface Rough parallel becomes "dirty" when S&F is changed but not if a misc value is changed, and again 3D High Speed (Blend) stays "clean" even if both are changed et cetera This is obviously a difficult thing to manage for coders because it's easy for the op to become bugged and thus it's just safer to flag it is as dirty if *anything* changes. But there would be no fewer bugs if more software testing were prevalent. -
So I have been working on this project with a LOT of shapes at different depths, using mostly 2D high speed (Dynamic mill & rest mill) and am really frustrated by the fact that almost any change makes those operations become dirty. Changing program number, any misc value and speed or feed will do that. I have wasted so much time waiting for the ops to regenerate, as tool breakage check, spindle/axis load monitor etc. are controlled via misc vars and they are often added in a later stage, not to mentions S&F optimization. There are other operations that will remain un-dirty when changing those parameters. I thereby implore CNC to fix this inconvenience as it would make using mcam much more efficient.
-
Can someone give me an example where this feature is useful?
-
Another one is, if an operation is inside a subgroup, you won't notice that something has become dirty until you expand the toolpath group, only after which the icon turns to red X. Simple things like these should be at the highest priority in the evergrowing list of bugs to be fixed...
-
I wish mcam supported variables and formulas in its numeric fields
-
I have over a hunder 2D Dynamic Mill & Rest Mill operations that need Stepover Distance to be changed. I have never used the NET-Script editor, is this something that could be done with it? Obviously it is not a trivial task and it would be faster to change them all by hand, but if there's a template for anything similar, I'd be glad. (BTW. Vertical scrollbar behavior with collapsed regions is hideous...it's the same as in mcam code editor)
-
Out of curiosity, do you plan on using C++, C# or both?
-
Hello, Not what I meant. I meant this: The operation's NC file name is assigned same as file name by default. But I wish there was a checkbox such as "Use default NC file name" etc. that would change the operation's file name automatically according to setting under Config->Toolpath Manager->NC File name. Also it seems I remembered incorrectly, the file name is not assigned same as Source library but current file name instead.
-
Importing ops is something I do all the time, and I believe I'm not alone with this. But why would I ever want to use the imported file's name as default for the imported operation? No, I want it to be the same as in every other op in the machine group. Please add option to do this. Changing file name every time after import (or forgetting to do that, even after all the years) is no fun. And CAM-programming is supposed to be fun, right? Edit: I know there are multiple options under Config->Toolpath Manager->NC File name but only "Last operation's NC file name" works for our process.
-
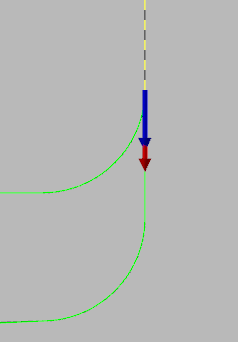
Sure thing, the problem is that both arrows overlap the geometry (lots of small segments) so you have to keep zooming in to be able to click the geometry and then zoom out to get the big picture. So I thought maybe I should just learn to click the arrow.
-
Good tip but It's not that I select a wrong branch, but start another chain without noticing it until it is too late and then it is just faster to start over. Doesn't matter, I never use localized version (for good reasons )
-
Clicking on geometry makes it very easy to accidentally start a new chain without even noticing it, when the chain is very long. There's been a lot of chaining work lately and it's constantly either a) clicking on the wrong arrow, going back and retry or b) clicking on wrong geometry, starting over
-
What Aaron described is not working for me. In the above case for me, red takes the turn. It would be nice if the appropriate geometry was emphazied/boldened when you hover over the arrow.
-
After years of use, I still haven't figured this out. Which arrow goes straight and which one turns? What's the rule here?