




crazy^millman
-
Posts
19,552 -
Joined
-
Last visited
-
Days Won
358












Recent Profile Visitors
19,384 profile views



.thumb.gif.b2f8d84f284177ecd2bf348424895690.gif)







crazy^millman's Achievements
")





-

Haas UMC-750, tools vary .006 from beginning to end of day.
crazy^millman replied to 5AXIS505's topic in Industrial Forum
you mean 85 degrees not 850 degrees ? -
fmt change for the T variable being used.
-
Sorry I just tried it with power surface and not the right option to use. The other options mentioned were good choices.
-
Lathe toolpath not symmetric with reversed chain
crazy^millman replied to Azoth's topic in Industrial Forum
-
Power Surface. Thank you Verisurf for sharing this awesome tool with Mastercam.
-
Put a toolpath to the part and glad to assist.
-
Lathe toolpath not symmetric with reversed chain
crazy^millman replied to Azoth's topic in Industrial Forum
Sorry been on the road for the last 6 weeks and still on the road the next 4 weeks and was killing a little bit of time on my 16 hours home between trips. Was trying to give you more feedback, but out of space to post up more screen shots than what I did. It was education file and as such only a few people could even open it. Like I said I don't have an older version of Mastercam on this computer so what good would have it done to post it up anyway? qc (at) mastercam (dot) com is where you are more than welcome to report the issue you have found. You came in blaming the software and its lacking and I wanted to help point you in the direction to know it was possible. Free time is funny when people try to be helpful to others thinking someone else owes them something. I helped on my own dime taking away from other things I could be doing and sorry I did it in a hurry taking care of 5 other things at the same time. Your attitude is what I suspected it was going to be when reading that first posting and like the last 21 years on this forum you have followed it to a script. Come in blaming Mastercam for its shortcoming. Get upset when someone shows you that yes it can do what was asked and when others point out that you are being an a$$hole then deflect it on to them verse being a person and admitting you came in with a axe to grind verses looking for real assistance. Was is possible? Yes it was. Was it shared in a way others can help with? No it was not, but you got answers anyway, Now your upset that yes the software can do what you want just not the way you feel it should do it and as such it is crap software because you don't like the way it does it when it can do exactly what you originally asked for was can it do it. That about sum it up? Is this a bug? How would any us know if it is a bug or not? We can theorize all day long and call things we find bugs. I do the same thing all the time calling things in Mastercam bugs, but when it could get the job done with some settings that needed to be changed does it make a bug or a user preference? -
Lathe toolpath not symmetric with reversed chain
crazy^millman replied to Azoth's topic in Industrial Forum
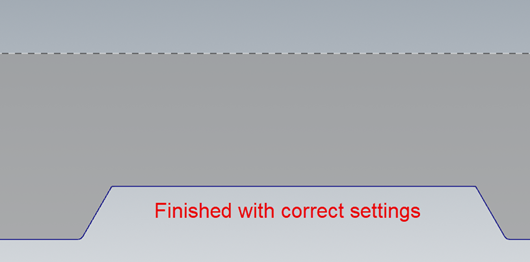
Thought you would come back telling me I had no idea what I was saying. Here is what I came up with the correct settings. Sorry only 2024 installed on this new system so what I save will do you no good.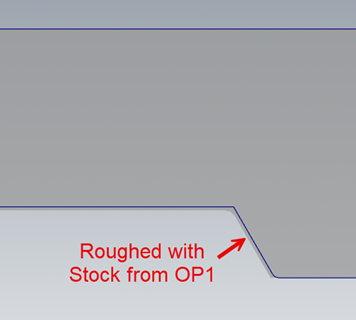
-
Lathe toolpath not symmetric with reversed chain
crazy^millman replied to Azoth's topic in Industrial Forum
Check the clearance angle on the undercutting settings and how the tool is defined. All of these settings have an effect on turning operations. Leave stock recognition on for the 1st roughing so the 2nd roughing know what to look for. Without it you will get weird results since you have defeated the purpose of using stock in the 2nd operation. Then coming back with the roughing last is accomplishing what? -
Same mistake I made. Verisurf free tools not Vericut.
-
Some Flat, but not all. Impossible to fit the tool in there and not hit the backside like you are seeing.
-
Need to find out fi a radius is allowed. If it is then use a ball endmill that radius to blend that section. Want a sharp corner then I would consider Sinker EDM. On a 5 with a taper ball endmill can get close, but sharp corner milling yes not really a way on a HMC on my quick review I could see.
-
The sharp corner concerning you? Looks like good toolpaths to me. What is your specific question to know how to help? Sorry that is to vague a question.
-
That toolpath doesn't support undercuts that I am aware of. Do everything but the undercut areas then come with Unified to do those sections. A sample file would be best so someone can teach you a way to get it done. FYI for all those that might read this thread. The biggest reason I ask for files is to help teach others. I just shared the over 500 different files I have in my Dropbox to students I have been teaching lately. They loved it. #2 is to see if your a legit user of the software.
-
For a $1,000,000 I am wiling to give it a shot.

