crazy^millman
-
Posts
19,563 -
Joined
-
Last visited
-
Days Won
359












Recent Profile Visitors
19,457 profile views



.thumb.gif.b2f8d84f284177ecd2bf348424895690.gif)







crazy^millman's Achievements
")





-
Having G68.2 all the time is not a big deal. Biggest thing is understanding do you want the canned cycles to be supported in all 3+2 operations? Do you want the machine to track the fixture offset through all 3+2 work right next to G43.4 and then have G54.4 for error correcting as needed?
-
Where is the operation arrow at in the operations manager? If before the tailstock operation then it will not be shown in the Lathe file until the arrow is after, but not at the end when you retract the tailstock. The arrow would need to be somewhere in the middle here you have the part supported with the tailstock. You are on the right track trust your gut not the cartoon world that Mastercam is.
-
 MPMASTER is the only option unless you purchase a custom post for 2022.
MPMASTER is the only option unless you purchase a custom post for 2022. -
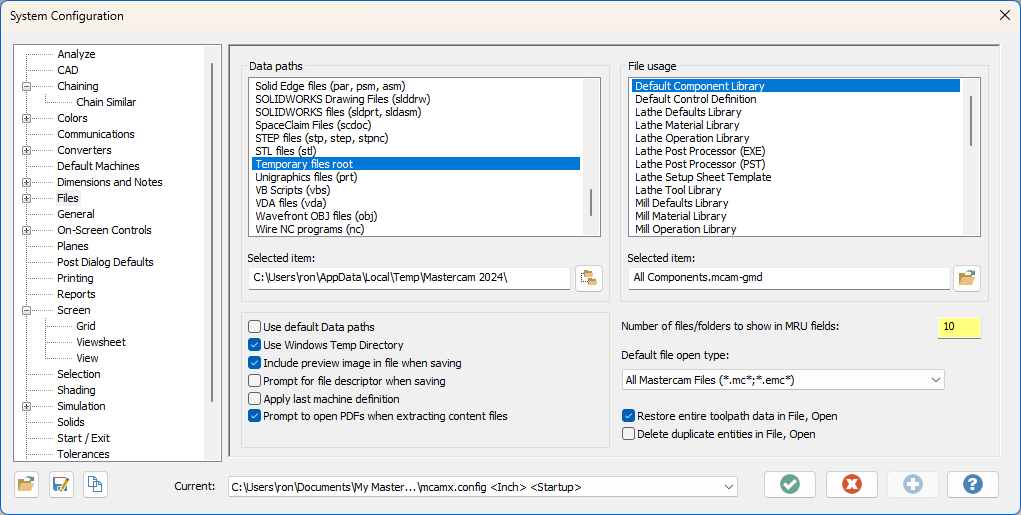
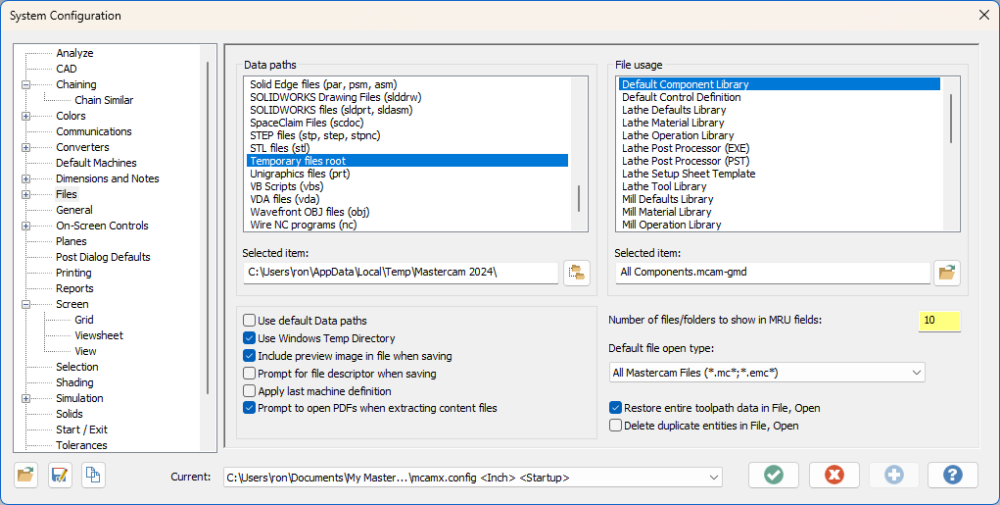
Check antivirus software is not tying up your temp folders doing scanning. I have to disable that or I will get the same error. The other option is to make your temp folder a safe place on the computer.
-
Inverse Feed is your only option on that machine. Welcome to 6 months of working with ICAM to dial your post in. Wonder why I quit as their West Coast Sales rep all those years ago?
-
CY_Deburr_error@MPLMASTER
crazy^millman replied to Alan Chen's topic in Post Processor Development Forum
I would think not. Will need to purchase a custom post to get what you are asking for. Only so much a free post will get you. -
When you reached out to FIDIA what was their response?
-
Yeah because of what I just mentioned above. When the above is done with a NIST Traceable artifact then the process is not just using the machine to inspect the part it is the process that is support the device which happens to be a CNC Machine. The device collecting the measurements doesn't matter at that point since the process to ensure what is collecting the measurements is validated and verified all is good. A CMM that is not correctly calibrated is not better than a machine tool that is not calibrated correctly either.
-
Well I learned last week a major very respected builder does their machine calibration services using levels and squares not an interferometer. The issue was our programming process used was called into question. Print states one thing, but then 20 other things state 20 other things. Print is the authority unless some inspector decides no they want a +/-.0005 on a part with a +/-.010 wall thickness on the print. Or a 16 finish when the print calls out 125 and add hundreds of hours of processing time to the project. Cut 6 pockets the same exact way and 2 of the 4 are acceptable, but then as we get to longer tools the deviation between the two tools doing the work became greater. Root cause analysis looks into the root of the problem. Machine has not been calibrated in over a year. I happened to be onsite when they were going through the machine calibration and what an eye opening experience that was. Levels and squares with a spindle gauge. No external way to verify the machine is going where it is told to. This is the extent of the full volumetric machine calibration process. I called James and make sure I hadn't lost my mind and was an internal interferometer installed on the machine in question I was unaware of. NO NOT ONE HE SUPPORTS and he was unaware of one being installed either. We both agreed even it one was that at someone point would have to be calibrated. Why is this an important topic of conversation and how is it related? Here is some light reading for those that take their jobs seriously. All the hates keep on hating. Machine tool calibration: Measurement, modeling, and compensation of machine tool errors There is too much to quote that is important.
-
I had the file checked and I was told was suspected pirated software used to create the file why I never responded back.
-
Haas UMC-750, tools vary .006 from beginning to end of day.
crazy^millman replied to 5AXIS505's topic in Industrial Forum
you mean 85 degrees not 850 degrees ? -
fmt change for the T variable being used.
-
Sorry I just tried it with power surface and not the right option to use. The other options mentioned were good choices.
-
Lathe toolpath not symmetric with reversed chain
crazy^millman replied to Azoth's topic in Industrial Forum
-
Power Surface. Thank you Verisurf for sharing this awesome tool with Mastercam.