




crazy^millman
-
Posts
19,564 -
Joined
-
Last visited
-
Days Won
359
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Posts posted by crazy^millman
-
-
1 hour ago, JSwistak said:
to cncappsJames:
I am coming into this conversation because we have a new 5 axis horizontal trunnion machine here and we are all new to G54.4 and TCP G43.4 programming. I am working with the operator on the machine to figure out where we put in our fixture offsets and any workpiece location errors or differences-- and that is covered above. Its funny but the Fanuc America videos on the subject are very clear about G54, G54.4 and finally G68.2 EXCEPT where to store fixture offsets and workpiece location errors. All of the work in the videos is done by probing with values loaded automatically. We are currently working on all of this based on the excellent thread above and the screenshots of the machine control.
We have done lots of vertical 5 axis programming using G54.2P1 so we are moving up to the G54.4 etc. My question is why is G68.2 in the code at this point? We have a brand new post from Postablility and so we have a few kinks to work out- but isn't G68.2 a specialized local work plane for only certain tilted work plane scenarios? Is it okay to turn it on right away, because our new post turns on G68.2 right away. In the Fanuc America videos G68.2 is on a .pdf but not really covered as much as G54.4 and G05.1Q1 nano smoothing.
Having G68.2 all the time is not a big deal. Biggest thing is understanding do you want the canned cycles to be supported in all 3+2 operations? Do you want the machine to track the fixture offset through all 3+2 work right next to G43.4 and then have G54.4 for error correcting as needed?
-
 1
1
-
-
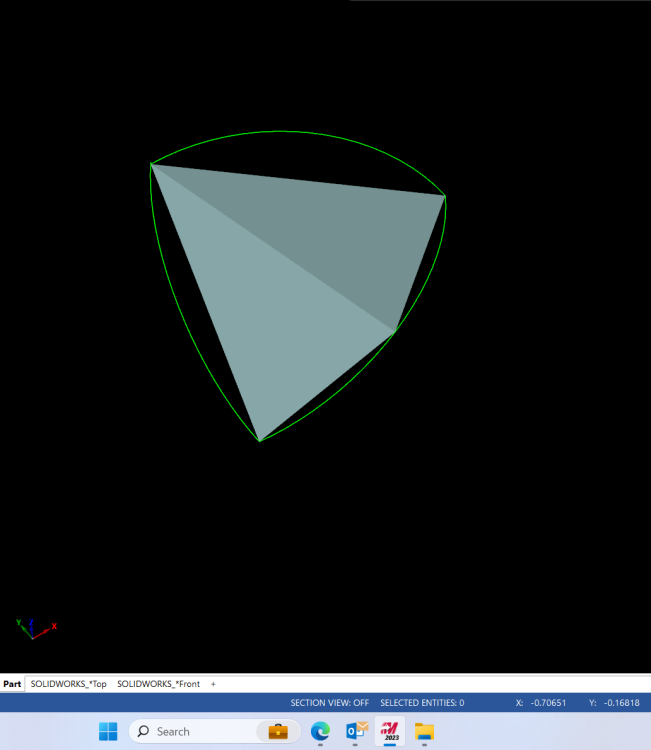
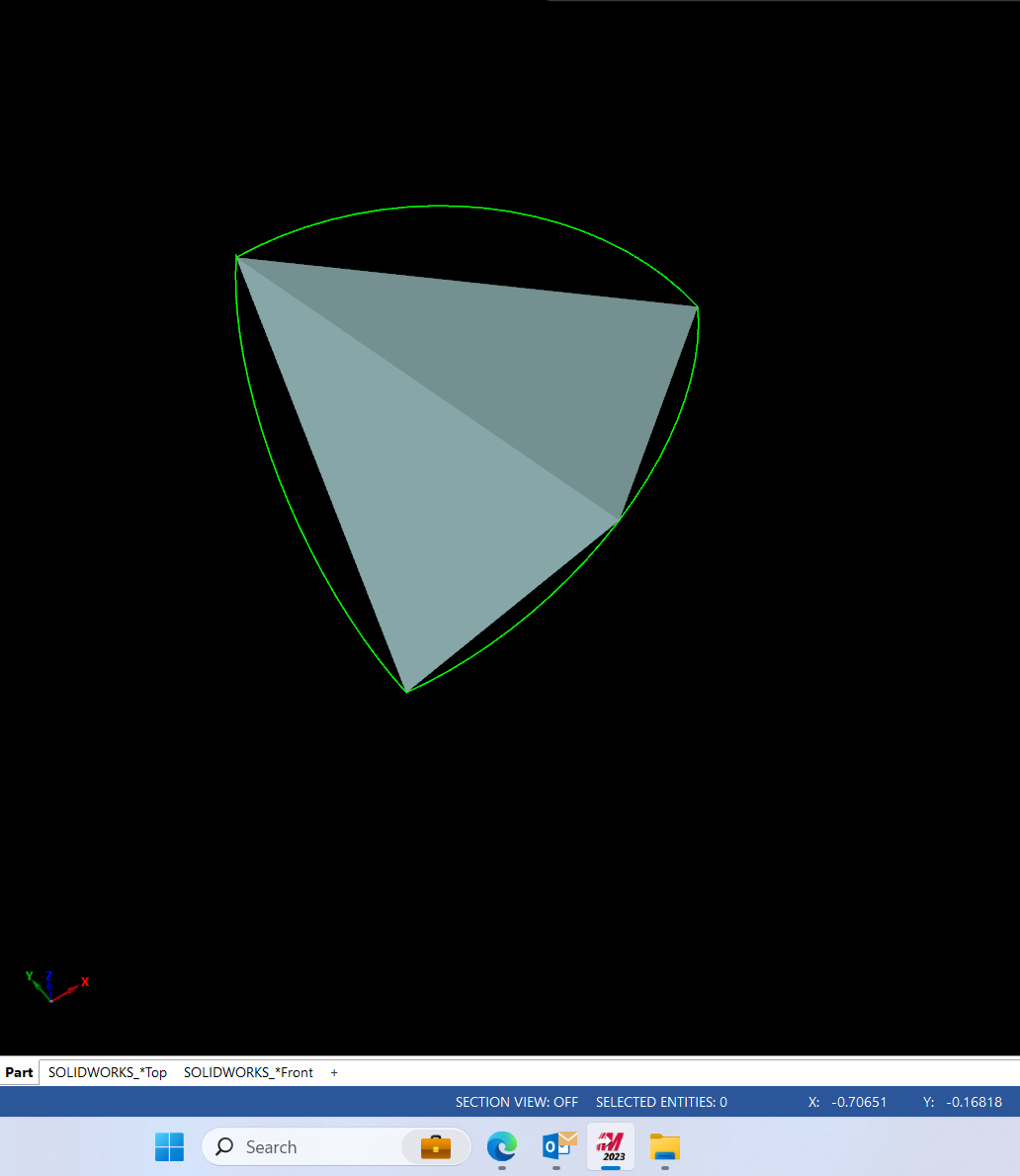
Where is the operation arrow at in the operations manager? If before the tailstock operation then it will not be shown in the Lathe file until the arrow is after, but not at the end when you retract the tailstock. The arrow would need to be somewhere in the middle here you have the part supported with the tailstock. You are on the right track trust your gut not the cartoon world that Mastercam is.
-
On 2/18/2024 at 7:35 AM, dhanasekaran said:
for 2022 version available..?
MPMASTER is the only option unless you purchase a custom post for 2022.
-
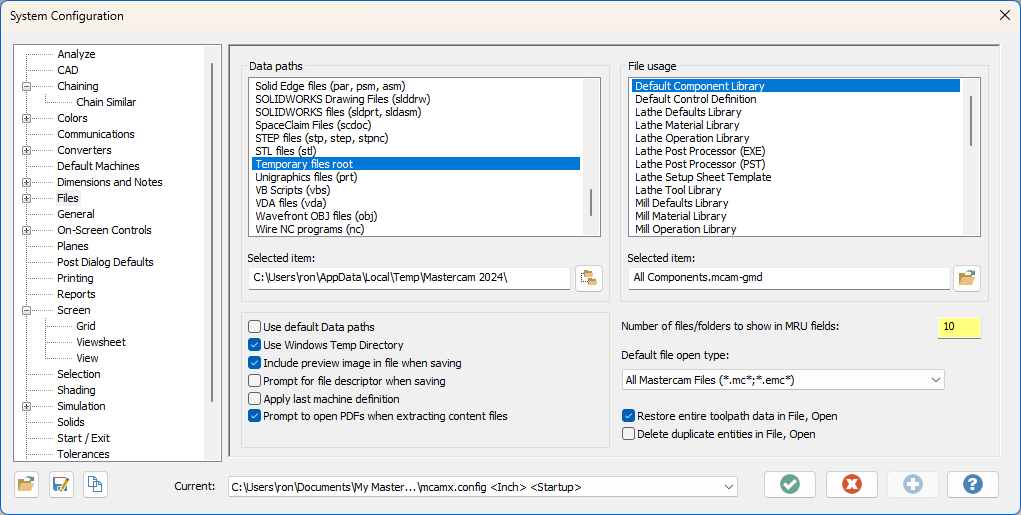
Check antivirus software is not tying up your temp folders doing scanning. I have to disable that or I will get the same error. The other option is to make your temp folder a safe place on the computer.
-
1
-
-
Inverse Feed is your only option on that machine. Welcome to 6 months of working with ICAM to dial your post in. Wonder why I quit as their West Coast Sales rep all those years ago?

-
On 4/15/2024 at 5:08 AM, Alan Chen said:
Yes.
I use save the deburr operation backplot as geometry, then output the NC code.
But I think the MPLmaster maybe will be update with deburr operation.
I would think not. Will need to purchase a custom post to get what you are asking for. Only so much a free post will get you.
-
1
-
-
On 4/15/2024 at 7:24 AM, Frank said:
Hello,
We are having trouble just drilling and tapping, I think we have the surfacing worked out. Can anyone please send me a Posted drill cycle for this machine. It's a KR199 6 axis. We are working with Axsys but having trouble figuring out how to drill and tap properly with the post???
Thanks,
When you reached out to FIDIA what was their response?
-
On 4/15/2024 at 10:30 AM, CEMENTHEAD said:
I would not recommend inspecting a part using the same machine that made said part. Been there, done that.
Yeah because of what I just mentioned above. When the above is done with a NIST Traceable artifact then the process is not just using the machine to inspect the part it is the process that is support the device which happens to be a CNC Machine. The device collecting the measurements doesn't matter at that point since the process to ensure what is collecting the measurements is validated and verified all is good. A CMM that is not correctly calibrated is not better than a machine tool that is not calibrated correctly either.
-
 1
1
-
2
-
-
Well I learned last week a major very respected builder does their machine calibration services using levels and squares not an interferometer. The issue was our programming process used was called into question. Print states one thing, but then 20 other things state 20 other things. Print is the authority unless some inspector decides no they want a +/-.0005 on a part with a +/-.010 wall thickness on the print. Or a 16 finish when the print calls out 125 and add hundreds of hours of processing time to the project. Cut 6 pockets the same exact way and 2 of the 4 are acceptable, but then as we get to longer tools the deviation between the two tools doing the work became greater. Root cause analysis looks into the root of the problem. Machine has not been calibrated in over a year. I happened to be onsite when they were going through the machine calibration and what an eye opening experience that was. Levels and squares with a spindle gauge. No external way to verify the machine is going where it is told to. This is the extent of the full volumetric machine calibration process. I called James and make sure I hadn't lost my mind and was an internal interferometer installed on the machine in question I was unaware of. NO NOT ONE HE SUPPORTS and he was unaware of one being installed either. We both agreed even it one was that at someone point would have to be calibrated.
Why is this an important topic of conversation and how is it related? Here is some light reading for those that take their jobs seriously. All the hates keep on hating.
Machine tool calibration: Measurement, modeling, and compensation of machine tool errors
QuoteAbstract
Advanced technologies for the calibration of machine tools are presented. Kinematic errors independently of their causes are classified into errors within one-axis as intra-axis errors, errors between axes as inter-axis errors, and as volumetric errors. As the major technological elements of machine tool calibration, the measurement methods, modeling theories, and compensation strategies of the machine tool errors are addressed. The criteria for selecting a combination of the technological elements for machine tool calibration from the point of view of accuracy, complexity, and cost are provided. Recent applications of artificial intelligence and machine learning in machine tool calibration are introduced. Remarks are also made on future trends in machine tool calibration.
There is too much to quote that is important.
-
3
-
-
I had the file checked and I was told was suspected pirated software used to create the file why I never responded back.
-
3
-
-
31 minutes ago, Kalibre said:
Only time I've run into something like that was from the thermal comp being jacked.
It's that or your shop is getting 850F warmer during the shift.
you mean 85 degrees not 850 degrees
 ?
?
-
 1
1
-
-
fmt change for the T variable being used.
-
On 4/8/2024 at 11:16 AM, danatoem said:
it did not give me what i hoped for?
Sorry I just tried it with power surface and not the right option to use. The other options mentioned were good choices.
-
13 minutes ago, Azoth said:
When did that ever happen?
ITT
Me: "Any ideas on this?"
You: "Maybe this."
Me: "I've already checked that"
You: "
 . How dare you." <--- How dare you?
. How dare you." <--- How dare you?  No you told me it was not possible. I showed you it was possible. Again sorry you cannot grasp that I have never had training in Mastercam either. All Self Taught so if this dumb as a box of rocks person (referring to myself not you so you will not get your feelings hurt) can figure it out then I would think an person like yourself would see if a crazy person can do then you can figure it out, but guess that is wrong to think so. Again apologize I didn't take the time to install and older version of Mastercam on my computer to give you the file in whatever version that was so you could see exactly what I was seeing. How dare I now stop my life to help you. Projection of what may I ask? I pay just like the rest of the business owners do. Are you paying for Mastercam out of your pocket or does the company you work for pay it? I pay for it out of my pocket, How about you?
No you told me it was not possible. I showed you it was possible. Again sorry you cannot grasp that I have never had training in Mastercam either. All Self Taught so if this dumb as a box of rocks person (referring to myself not you so you will not get your feelings hurt) can figure it out then I would think an person like yourself would see if a crazy person can do then you can figure it out, but guess that is wrong to think so. Again apologize I didn't take the time to install and older version of Mastercam on my computer to give you the file in whatever version that was so you could see exactly what I was seeing. How dare I now stop my life to help you. Projection of what may I ask? I pay just like the rest of the business owners do. Are you paying for Mastercam out of your pocket or does the company you work for pay it? I pay for it out of my pocket, How about you?
Looks like you've got quite the good ole boys club here. It's gross. Always projection with you people. You people that try to offer help for free? I will tell you people like you really make me wonder why I even come to this forum any more. Between the illegal users and a$$hats like yourself why keep even trying?
-
Power Surface. Thank you Verisurf for sharing this awesome tool with Mastercam.
-
1
-
-
On 4/4/2024 at 8:30 PM, Rooky said:
Please tell me why this ballscrew does not sweep evenly through the length?
Put a toolpath to the part and glad to assist.
-
On 4/6/2024 at 4:55 PM, Azoth said:
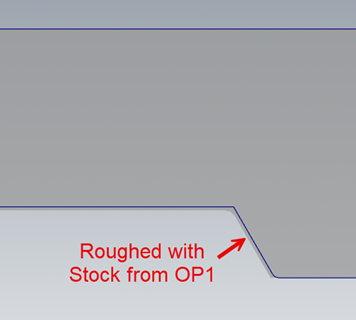
I mean, I don't see a toolpath. And if you want to be snarky, you haven't actually shown me you weren't wrong. You just posted a pic with the annotation "correct settings lol". I only told you I've checked your suggestions. No need to be offended. I can get that stock result too, but only if I disable stock recognition. But I don't know if this was an issue in the non emcam version. I modeled this piece at home to look into a different issue, and only now noticed it left more stock on the right side than the left even though the toolpath was a carbon copy. The file at work may output the same results as yours.
Sorry been on the road for the last 6 weeks and still on the road the next 4 weeks and was killing a little bit of time on my 16 hours home between trips. Was trying to give you more feedback, but out of space to post up more screen shots than what I did. It was education file and as such only a few people could even open it. Like I said I don't have an older version of Mastercam on this computer so what good would have it done to post it up anyway? qc (at) mastercam (dot) com is where you are more than welcome to report the issue you have found. You came in blaming the software and its lacking and I wanted to help point you in the direction to know it was possible. Free time is funny when people try to be helpful to others thinking someone else owes them something. I helped on my own dime taking away from other things I could be doing and sorry I did it in a hurry taking care of 5 other things at the same time.
Your attitude is what I suspected it was going to be when reading that first posting and like the last 21 years on this forum you have followed it to a script. Come in blaming Mastercam for its shortcoming. Get upset when someone shows you that yes it can do what was asked and when others point out that you are being an a$$hole then deflect it on to them verse being a person and admitting you came in with a axe to grind verses looking for real assistance. Was is possible? Yes it was. Was it shared in a way others can help with? No it was not, but you got answers anyway, Now your upset that yes the software can do what you want just not the way you feel it should do it and as such it is crap software because you don't like the way it does it when it can do exactly what you originally asked for was can it do it. That about sum it up?
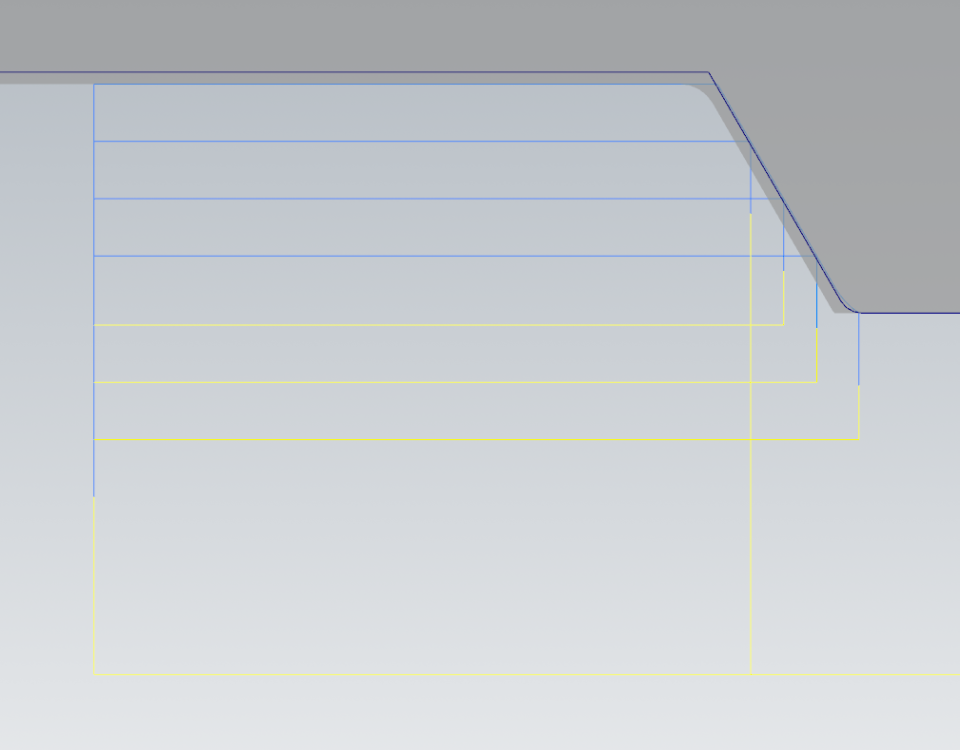
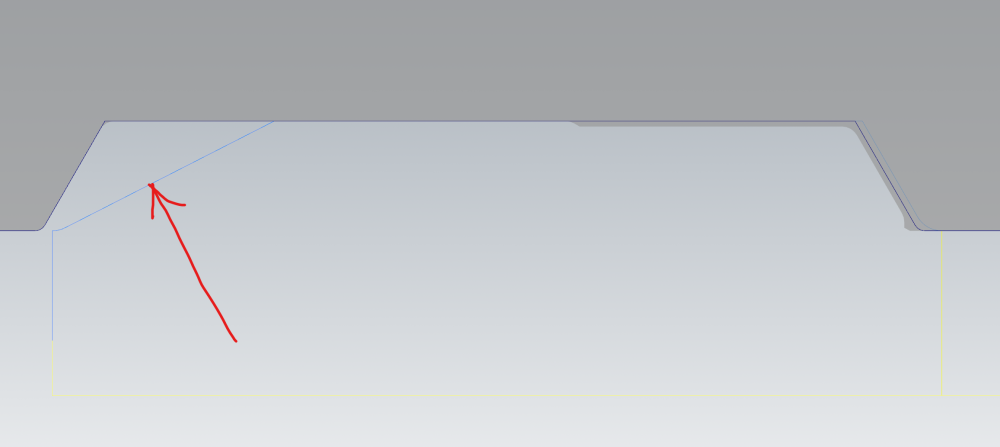
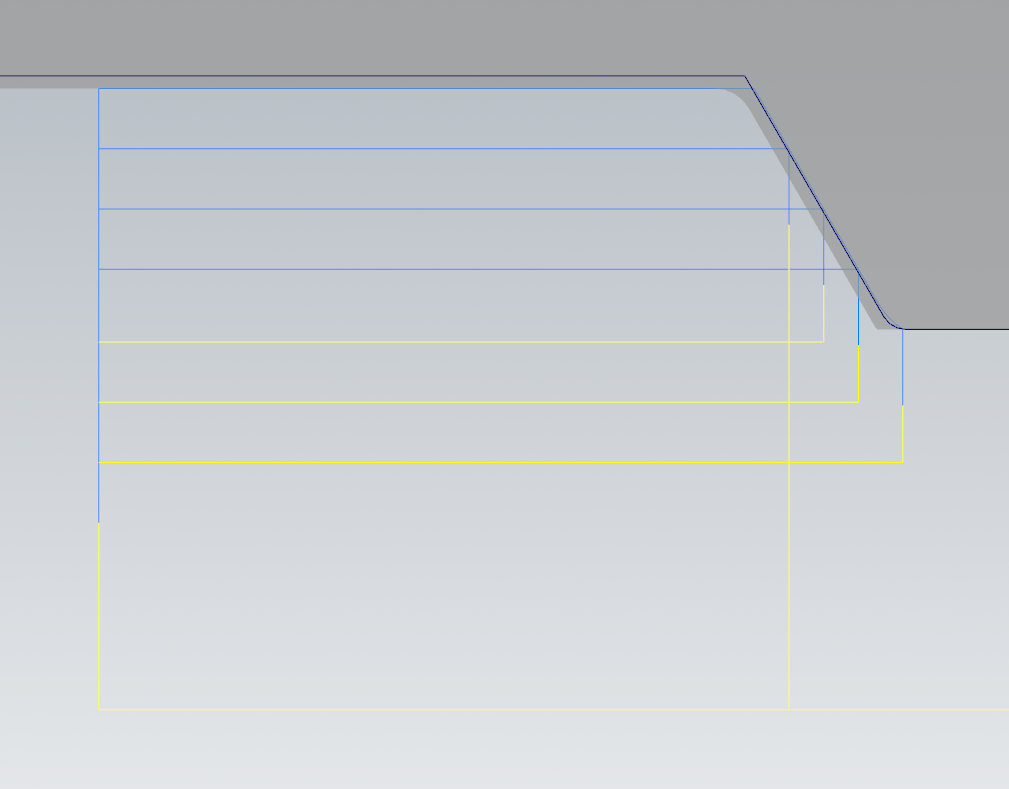
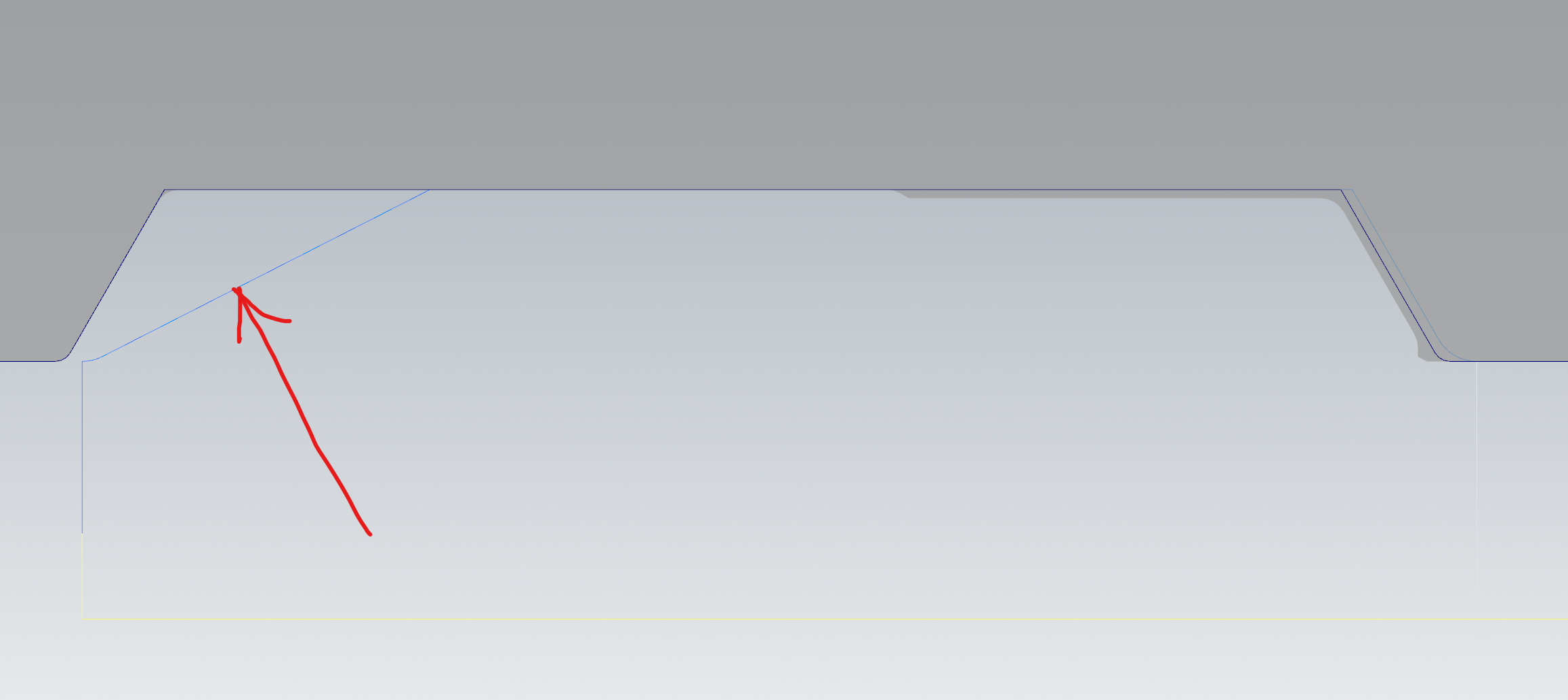
QuoteIs this a bug? I've got it set up the same on both toolpaths except the back bore op has "Remaining Stock" enabled. The reverse chained toolpath (red arrow on right) doesn't complete the chain to the end. If I disabled stock recognition, it will complete the feature over the little radius (like the red arrow on the left), but then I have to fiddle with shorting my contour instead of taking advantage of the stock recognition feature.
Is this a bug? How would any us know if it is a bug or not? We can theorize all day long and call things we find bugs. I do the same thing all the time calling things in Mastercam bugs, but when it could get the job done with some settings that needed to be changed does it make a bug or a user preference?
-
3
-
-
1 minute ago, Azoth said:
I've set the clearance on the tool definition. That's not it.
Enabling stock recognition on the 1st roughing as zero effect on the current or subsequent toolpaths because all the stock is still there. It does have "Update Stock" enabled if that's what you meant.
I used Rough toolpath with set to leave 0 in x/z instead of Finish toolpath because the Rough toolpath allows me to use stock recognition "Use Remaining Stock". Otherwise the finish pass looks like this without stock recognition:
Thought you would come back telling me I had no idea what I was saying.
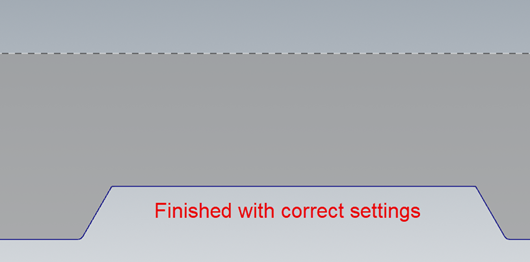
Here is what I came up with the correct settings. Sorry only 2024 installed on this new system so what I save will do you no good.
-
Check the clearance angle on the undercutting settings and how the tool is defined. All of these settings have an effect on turning operations. Leave stock recognition on for the 1st roughing so the 2nd roughing know what to look for. Without it you will get weird results since you have defeated the purpose of using stock in the 2nd operation. Then coming back with the roughing last is accomplishing what?
-
On 4/4/2024 at 4:54 AM, gcode said:
Yes, Vericut Free Tools is an addon for Mastercam.
Same mistake I made. Verisurf free tools not Vericut.
-
8 minutes ago, mirek1017 said:
But when I try to use 3d contour toopath for finish this I can see the will be still som flat section on the part
Some Flat, but not all. Impossible to fit the tool in there and not hit the backside like you are seeing.
-
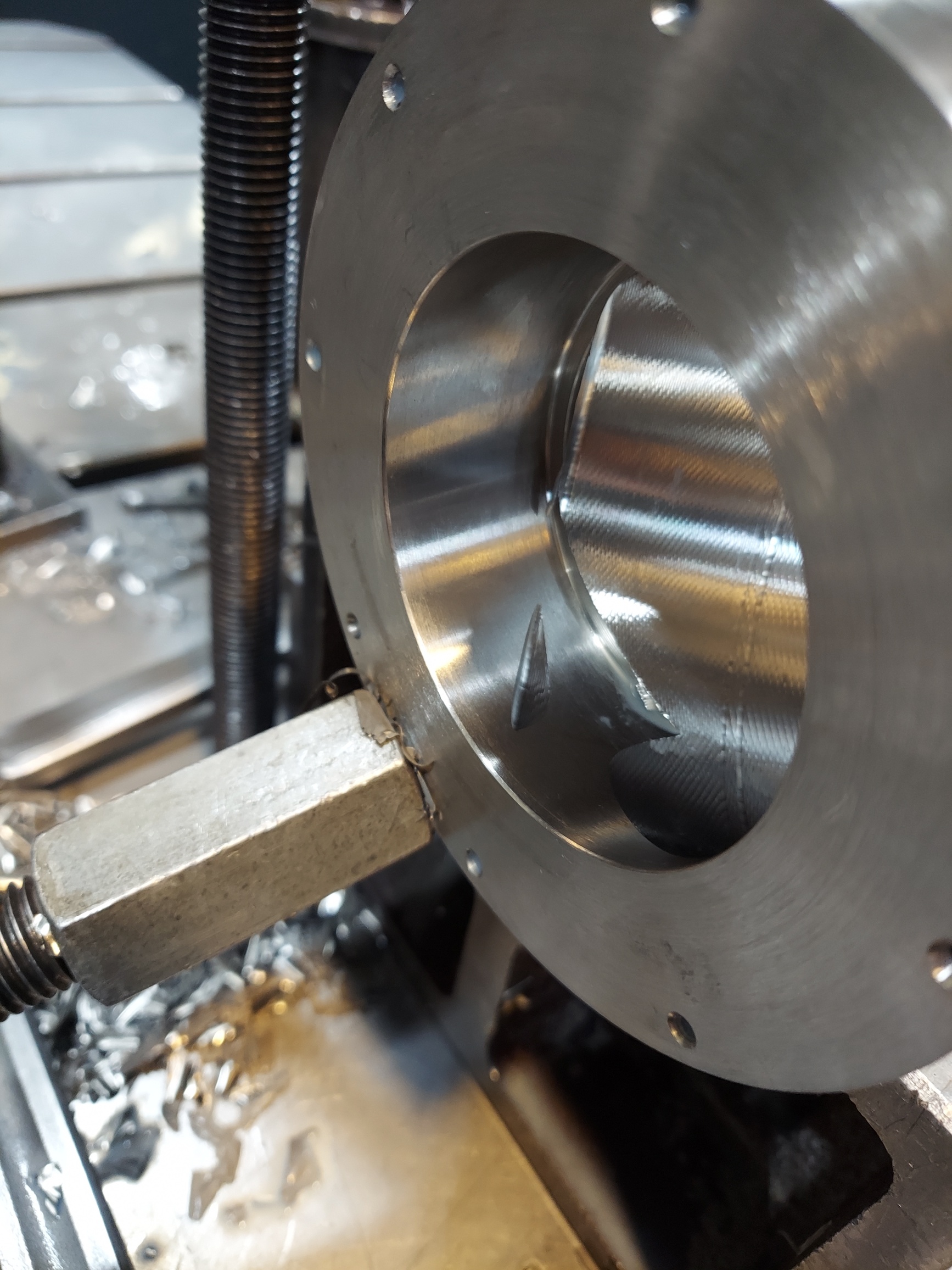
6 minutes ago, mirek1017 said:
I don't know how I can explain this to you
I have this mdel from the costumer .So my plan was to set up this for lathe ,turn od and make face bore 1st .So after that I am creating working plan from the center line of side bore and I am use helix toolpath for rough .When I am make veryfy I see the I I can't go all to the bottom becose I will hits in the wall of the face bore ,
So ,I am create other operation and working plane and try use some rough 3d toopkath and 3 finish ,but I don't know haw I can finish this with rhe same results what solid
For me this is not doable

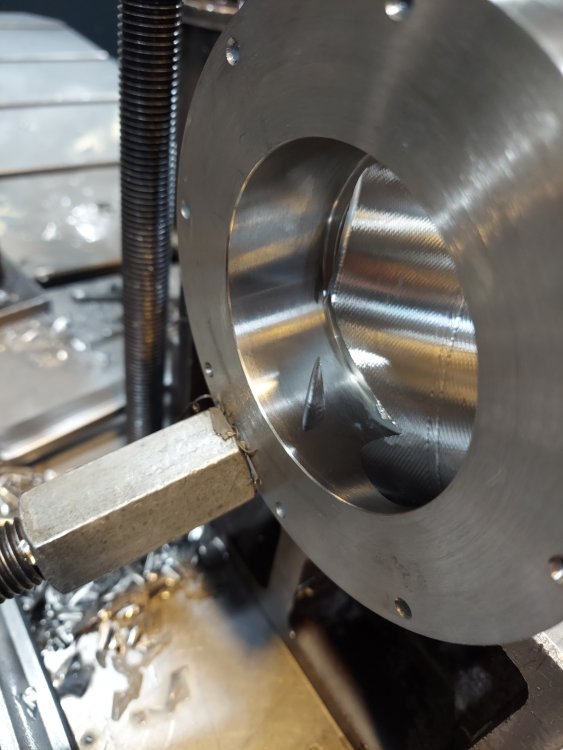
Need to find out fi a radius is allowed. If it is then use a ball endmill that radius to blend that section. Want a sharp corner then I would consider Sinker EDM. On a 5 with a taper ball endmill can get close, but sharp corner milling yes not really a way on a HMC on my quick review I could see.
-
5 minutes ago, mirek1017 said:
I thought so
The sharp corner concerning you? Looks like good toolpaths to me. What is your specific question to know how to help? Sorry that is to vague a question.
-
That toolpath doesn't support undercuts that I am aware of. Do everything but the undercut areas then come with Unified to do those sections. A sample file would be best so someone can teach you a way to get it done.
FYI for all those that might read this thread. The biggest reason I ask for files is to help teach others. I just shared the over 500 different files I have in my Dropbox to students I have been teaching lately. They loved it. #2 is to see if your a legit user of the software.

Mill-Turn tailstock and sub spindle in same program
in Industrial Forum
Posted
Done it many times over the years with Mastercam.
Kalibre pointed you in a good direction.
I made models for everything and used them in my setup sheets to help anyone running one of my programs understand when where and how I wanted things done.