crazy^millman
-
Posts
19,563 -
Joined
-
Last visited
-
Days Won
359
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by crazy^millman
-
Well said and almost my exact thoughts. Drives me up one wall and down the other, but yes sir right away sir. How high did you want me to jump sir? How much more of the floor you need me to mop? That toilet needed cleaning right on it sir mean while the ship is sinking.
-
When i teach Mastercam one of the first things I tell people is my way is what I have come up with for programming parts. Take what I teach you and use what is helpful to you. Canned training is great to get familiar with the software, but when I teach I use customer parts. I want to use real world examples to teach. As I teach I dump a lot of information into the training. I would rather lay the ground work for what someone can accomplish than limit them to what some book teaches. What are the traps and other things to be thinking about? Why use this method over that method? What are tricks to be faster more efficient when programming? Interact and engage the students and you see the process gain a life of its own. I use no Ribbons and spread my managers over several screens. For me increases my programming sped by 20-40%. Having the recent functions parked on right side as a toolbar and list as many as the selection. My RMB has things to make life easier with Auto Cursor and Lock Auto Cursor on it. I have the stolen screen space set to 100% since it was stolen from us I want to know it was stolen from us not hide it and then accidentally click on it and loose my chain of thought as I am programming parts. The attributes being tied to the RMB or floating in my opinion was a poor decision from a GUI standpoint. Might be easier from a product development standpoint, but from the end user stand point I hate it.
-
Shameless plug Ron week on CamInstructor. You can always call me. I liked working with you in the past and would be glad to help you when I have time.
- 22 replies
-
- 11
-

-
Exactly how I did it. Now we are forced into that direction.
-
Why not just create them on the arc?
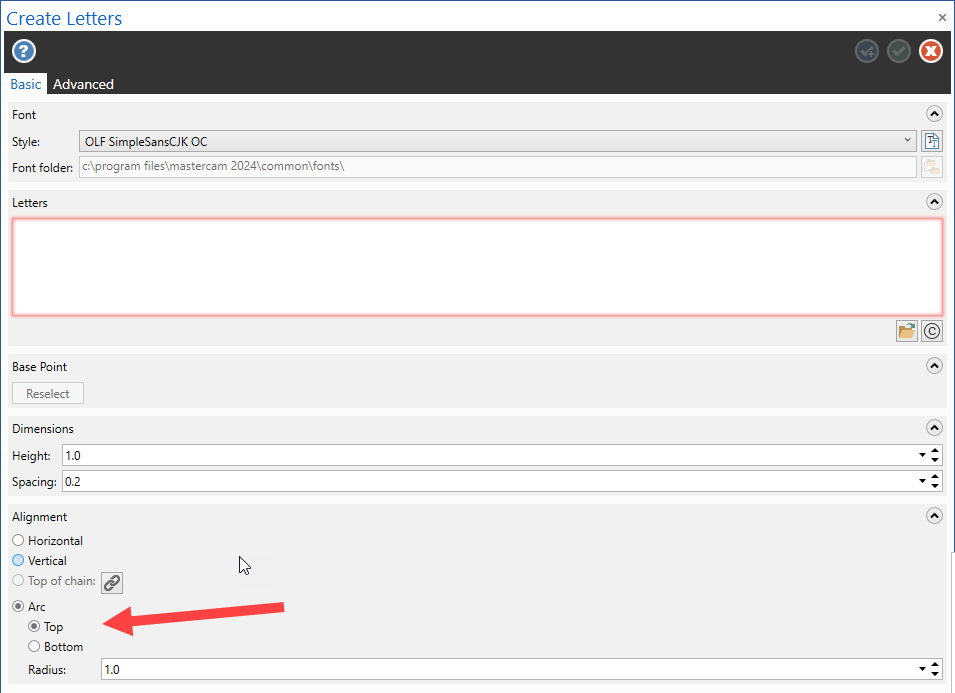
-
That is what is not good about the new Machine Group process. I get the dumbing down of the software to meet to needs to everyone that use it, but for experiences users this new must must must direction sucks. I can use the like I did, but seems to be more trouble that it is worth. Now I have 4-12 different machine groups in a file unless doing turning then because that like always has not got any love or attention is not working in 2024. I send in a bug report and get crickets. Past the point of even trying anymore to report issues. I will just keep my head down do what I do to feed my family and see what direction the future takes me.
-
Since I have always used a Stock model as my first operation in Mill i didn't notcie a difference when doing this in 2024. Guess it is about time the software caught up to what I was already doing.
-
Going to need to reach out to your post builder and ask them.
-
So you have only the original version of Windows on your computer and have never updated it once? Let me guess you're a perfect out of the box programmer who's speeds and feeds and code is always perfect? Improving things is always a good thing in my book, but I am the crazy person in the room so there is that.
-
No most insert cutters are not flat bottom bY design. A flat bottom endmill is the correct call here in my humble opinion.
-

post help or machine control help
crazy^millman replied to Ballnose Bill's topic in Post Processor Development Forum
Make sure each plane in Mastercam has a the correct offset in the planes manager. Don't use the automatic crash your machine offset process. -
Flat endmill using a multi Axis toolpath to cut them. the slot tool is going to introduce too much stress into the part. Might use a 3/8 endmill to reduce the tool pressure also, Develop the process and make sure you are roughing to a plus condition. Let normalize for 24 hours or use dry ice for 4-6 hours. Semi Finish to still a plus condition then repeat the 24 hour or dry ice normalization then finish.
-
post help or machine control help
crazy^millman replied to Ballnose Bill's topic in Post Processor Development Forum
Post has probably been defaulted to use only one WCS. Look for a switch in the post to make the change. -
Need to reach out to the supplier of the post and ask them for help. It would have been integrated into the post when it was purchased
-
change post from APT back to NC Code?
crazy^millman replied to riverhunter's topic in Post Processor Development Forum
Not that I am aware of would need to reach out to the post supplier and see what they say. -
Force A tool change between each operation.
-
Your thought process is spot on and agree with the others.
-
Any suggestions? My first time HEM with MAsterCam!
crazy^millman replied to Metals and materials's topic in Industrial Forum
Why only a ball endmill? Use a Bull Endmill to get most of the material out of it. Look to a 7 flute tool. Use the ball endmill where you need. A ball endmill by it's very nature will create more cutting force. -
Any suggestions? My first time HEM with MAsterCam!
crazy^millman replied to Metals and materials's topic in Industrial Forum
Flute count? Tool Specific information would be helpful. -
Millturn simulation setup question
crazy^millman replied to Shovelhead88's topic in Industrial Forum
Yes you can do this depending on the Version you have. You do this through the Job Setup and then make sure to save them. It would be best to get your dealer involved and get the LMD updated so it will load them by default moving forward.- 1 reply
-
- 3
-
-
Exactly our group has well over 500 hours doing this since holders were introduced into the software. Still amazed I go into a lot of shops and what you are doing puts you into the top 20% of programmers that are doing that.
-
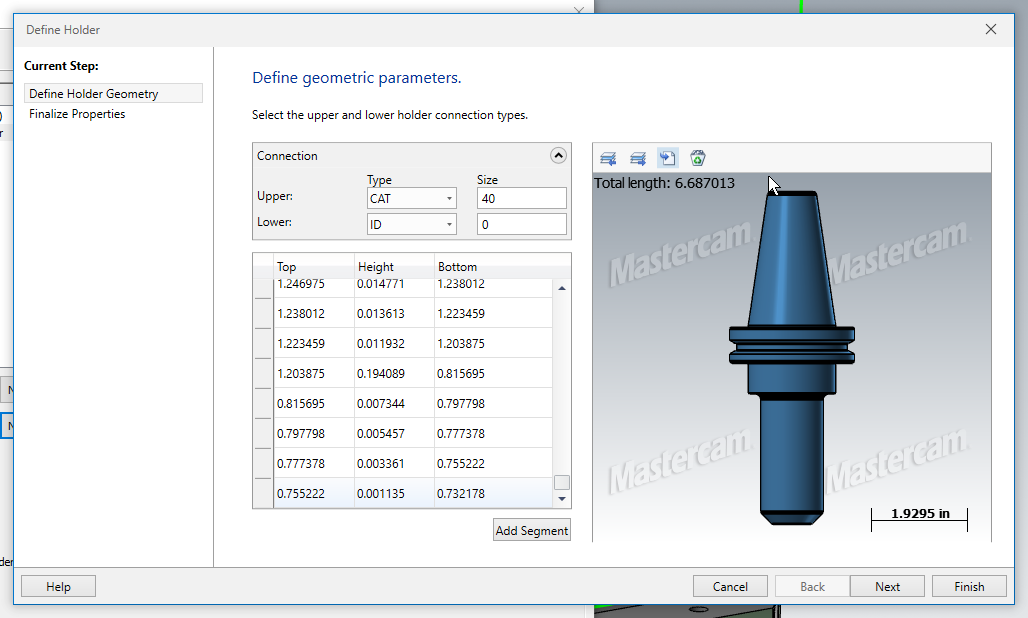
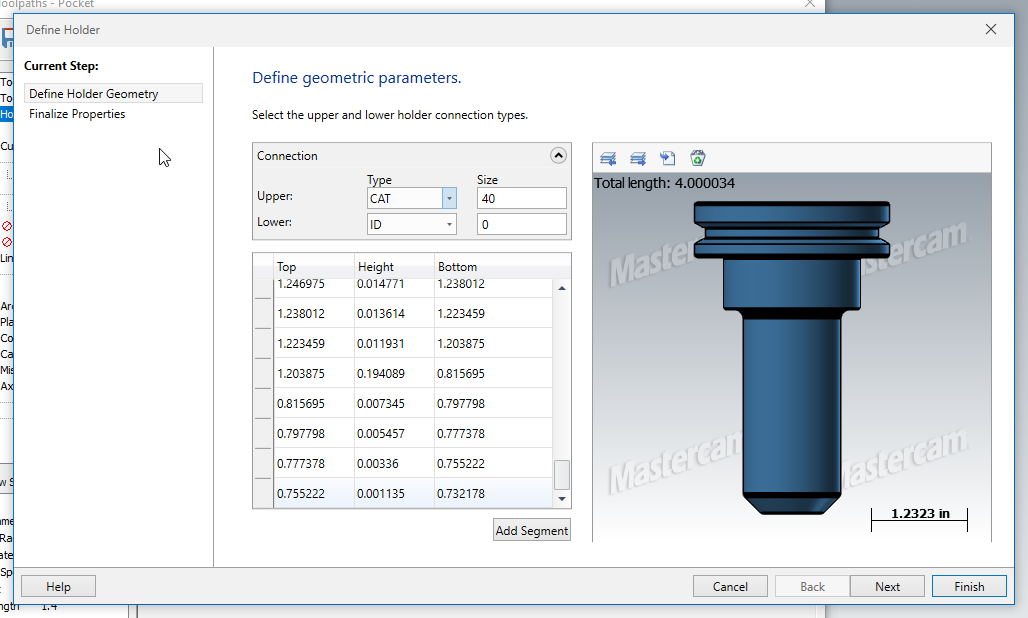
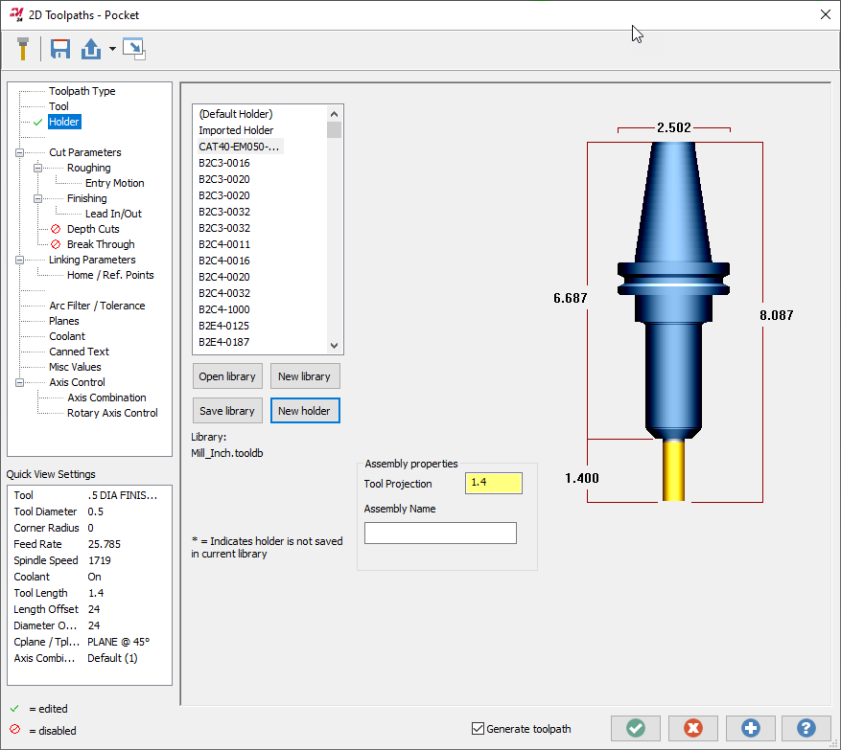
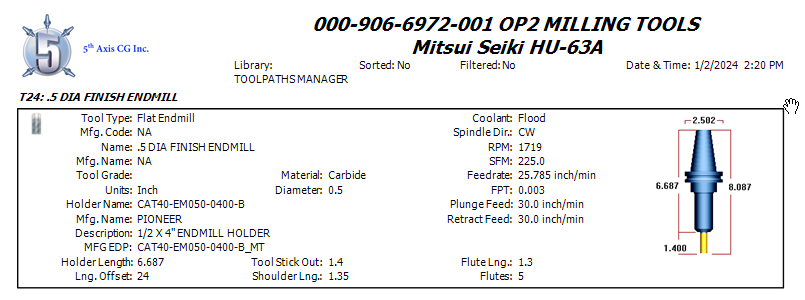
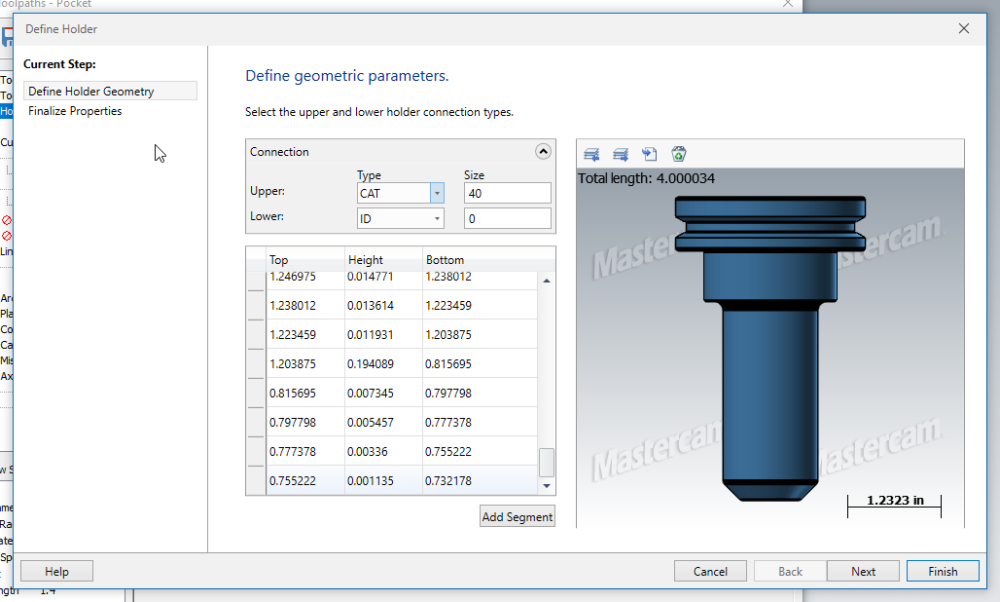
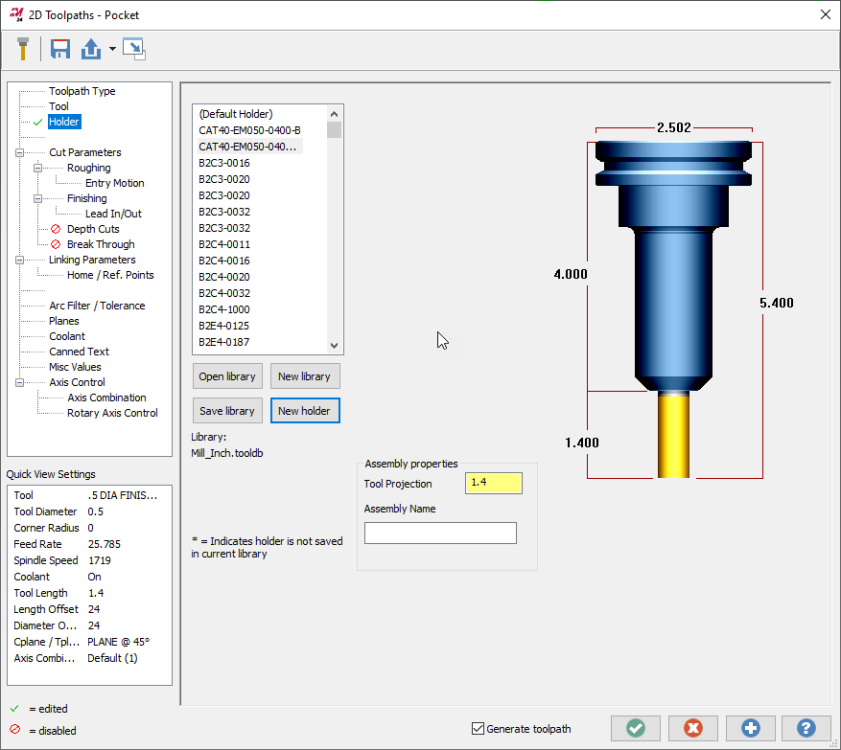
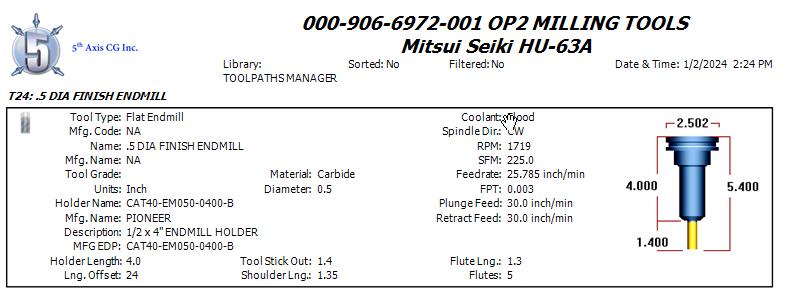
This is with taper on the holder and no allowance for gauge length in Total Length for any section of the software being leaving CAT, BT, CAPTO, HSK to other tapers on the holders. Now an setup person has to understand I want a 4" gauge length, but get documentation that shows 6.687 for a length. This will never create any confusion now will it? Without the taper so Gauge Length is accounted for. Which process from a process standpoint support better communication and documentation for the Manufacturing process? More of the things I have asked for years that fall on deaf ears at CNC Software.
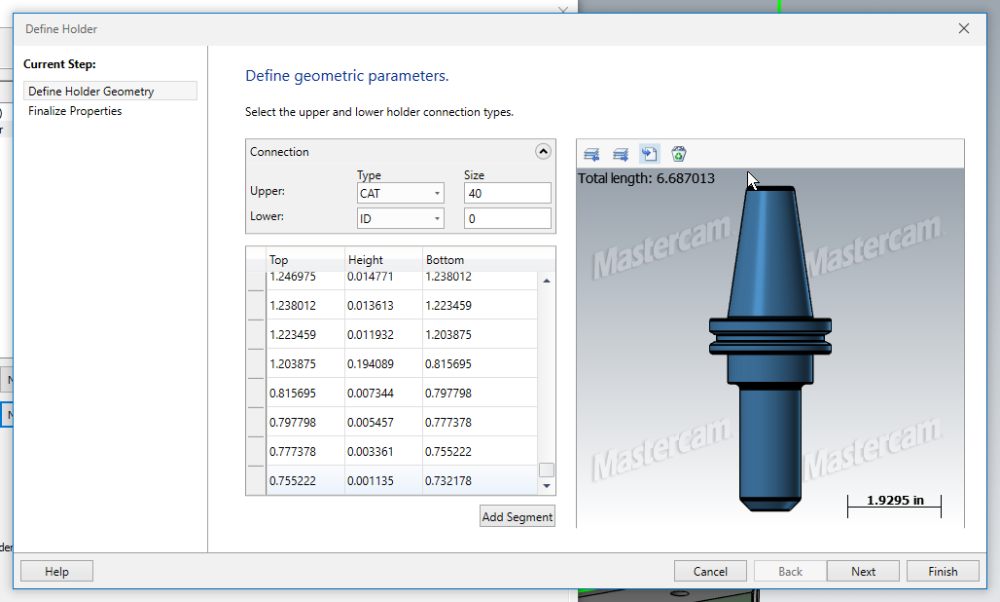
-
People process and technology and as someone who has to provide complete programming package to customers where I never go onsite the process of documentation is extremely important to make that work. I have well over 2000 holders I have stripped the taper off over in the last 14 years. Say it only took me 5 minutes a holder that is 10,000 minutes or 167 hours. Take just 1000 end users having to do the same thing. That is 166,670 hours of end user time wasted not taking something that should be a fundamental core of the software and have it already implemented. Remember my two for one rule that is really 333,400 of hours wasted so if it did take 10 developers 160 hours of time each for a total time of 1600 hours to get gauge length working in the software that is a drop in bucket of time that end users would have saved. Real hard to win me over using that logic when the numbers speak for themself. I know enough about the development to know the tool group is complete;y different than the toolpath group when it comes to developers.
-
What do the old school toolpaths look like? Have the changed? Have they been brought forward to the new GUI? When will they get the transition? These are the things that show me inconsistent implementation from a GUI standpoint. how about support Gauge Length across the board for holder in the software? We don't program machine tool from the edge of the tape on a holder, but go use them in a setup sheet or just look at them in any of the interfaces and what are the measurements based off of? I was personally onsite back in 2011 and had this very conversation with developers and it is still not supported correctly? Don't even get me started on probing.
-
Not a matter of knowing. A matter of process flow and inconsistent process implementation with the drop downs. We have a GUI that went from somewhat cumbersome to just down right problematic. Go set a machine in 2024 and see if ti sticks. Go try change many other things that were finally working as they should to now 2 versions of a bad implementation of all of this. We will get 2-4 more releases before they might get it dialed in to then have someone else come along and say nope time to change things for the sake of change. Why haven't we still got holders implemented into the old toolpaths? Many other things that make people who use it daily to earn a living frustrated. It is a tool in the toolbox I use to earn a living and I will keep forcing it and pushing it against the grain to get the job done, but don't think these things go unnoticed by the end users who find them poorly done and put out here as world class when they are not that any more.