




So not a Guru
-
Posts
2,326 -
Joined
-
Last visited
-
Days Won
7









So not a Guru's Achievements
")





-
That sounds awesome!
-
Absolutely, I hadn't noticed that as an option until @bird2010 pointed it out, Every time I start to think I've got a pretty good understanding of MC's capabilities, I'm reminded of why my tag is what it is.
-
Thanks, this was what I asked for & it works well. This is even better! Thank you very much!
-
To which G replied "Hold my beer"
-
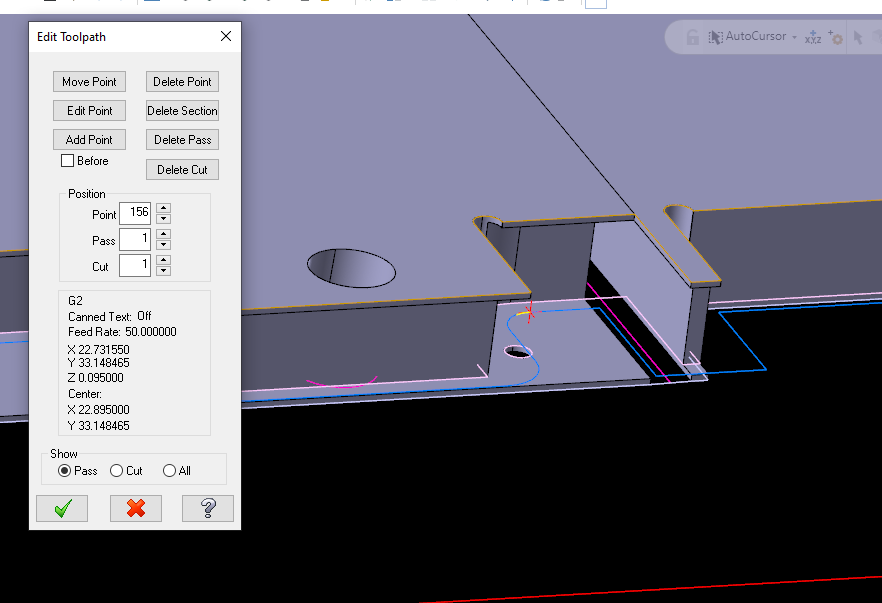
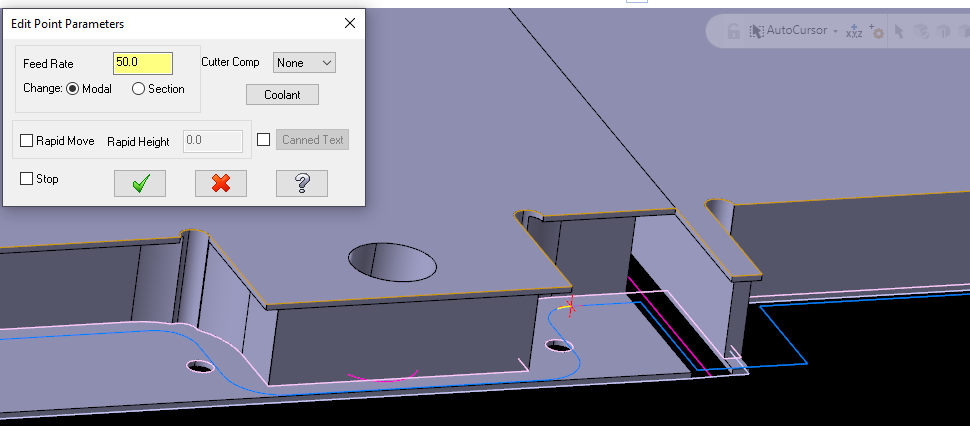
I don't understand this at all. When I select Toolpath editor it opens this dialog: Then, when I select Edit Point, this dialog opens: How do I apply changes to all depths? I know I can select Section and, after clicking the green check, it will prompt me to choose the end point of my feedrate change. But it will only apply it to the first depth, and that's the rub that's got me flummoxed.
-
I have a contour path, with depth cuts, that I'm trying to change feed speeds in a section of the path, using Toolpath editor. I can't figure out how to apply the feed changes to both depths of cut. Can anyone provide some direction for me?
-
Here's a link to benchmarks for your CPU https://www.cpubenchmark.net/cpu.php?id=4692&cpu=Intel+Core+i7-12700F
-
 The inbuilt script editor isn't in 2022 though, correct? Can it be added?
The inbuilt script editor isn't in 2022 though, correct? Can it be added? -
Hmm, there's a NET-Script folder in 2023 but not 2022. We are not moving to 2023 or 2024 due to issues that adversely effect our programming, mostly issues with viewsheets. So, I guess we'll just try to figure out the VBScripts. I'm going to try putting the script in the shared VB folder & see if that works.
-
Thank Mick. I've watched a few of the videos on the Mastercam site, but I haven't run across any that let me know what folders to put the scrips into. I'll probably be using both the VBScript, for older files (we don't uprev proven files here), and NET-Scripts for our 2022 & newer files.
-
I see that the NET-Scripts appears to be a prefered add-on method, what folder should I locate these examples? How do I get the NET Script add in?
-
I'm trying to learn how to use the 2017, that is a 2018 app, veiwsheets example, the overview says to install to the default Mastercam location, but it doesn't say where that is. Am I supposed to unzip the file into a specific folder, like the shared VB folder?
-
Viewsheets in a dialog
So not a Guru replied to So not a Guru's topic in Mastercam C-Hook, NET-Hook and VBScript Development
NM, I found the instructions. -
Viewsheets in a dialog
So not a Guru replied to So not a Guru's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Once I've opened Visual studio, in administer mode, and downloaded a C# example from the Mastercam site, how do I open the project? Do I need to unzip the example into a specific folder? Or do I just unzip it wherever I like & open the folder from there? -
Viewsheets in a dialog
So not a Guru replied to So not a Guru's topic in Mastercam C-Hook, NET-Hook and VBScript Development
Thanks, I'll try playing with it.
