Luke.Hicks430
-
Posts
38 -
Joined
-
Last visited
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Luke.Hicks430
-

Accuracy of simulation in Verify for MC 2019
Luke.Hicks430 replied to Luke.Hicks430's topic in Industrial Forum
If there is, I didn't see it. -
Accuracy of simulation in Verify for MC 2019
Luke.Hicks430 replied to Luke.Hicks430's topic in Industrial Forum
Chris, The accurate zoom button fixed it. It is odd that the simulator does not dynamically regenerate when zooming. Thank you for the tip! Nickbe, thank you for your input as well! -
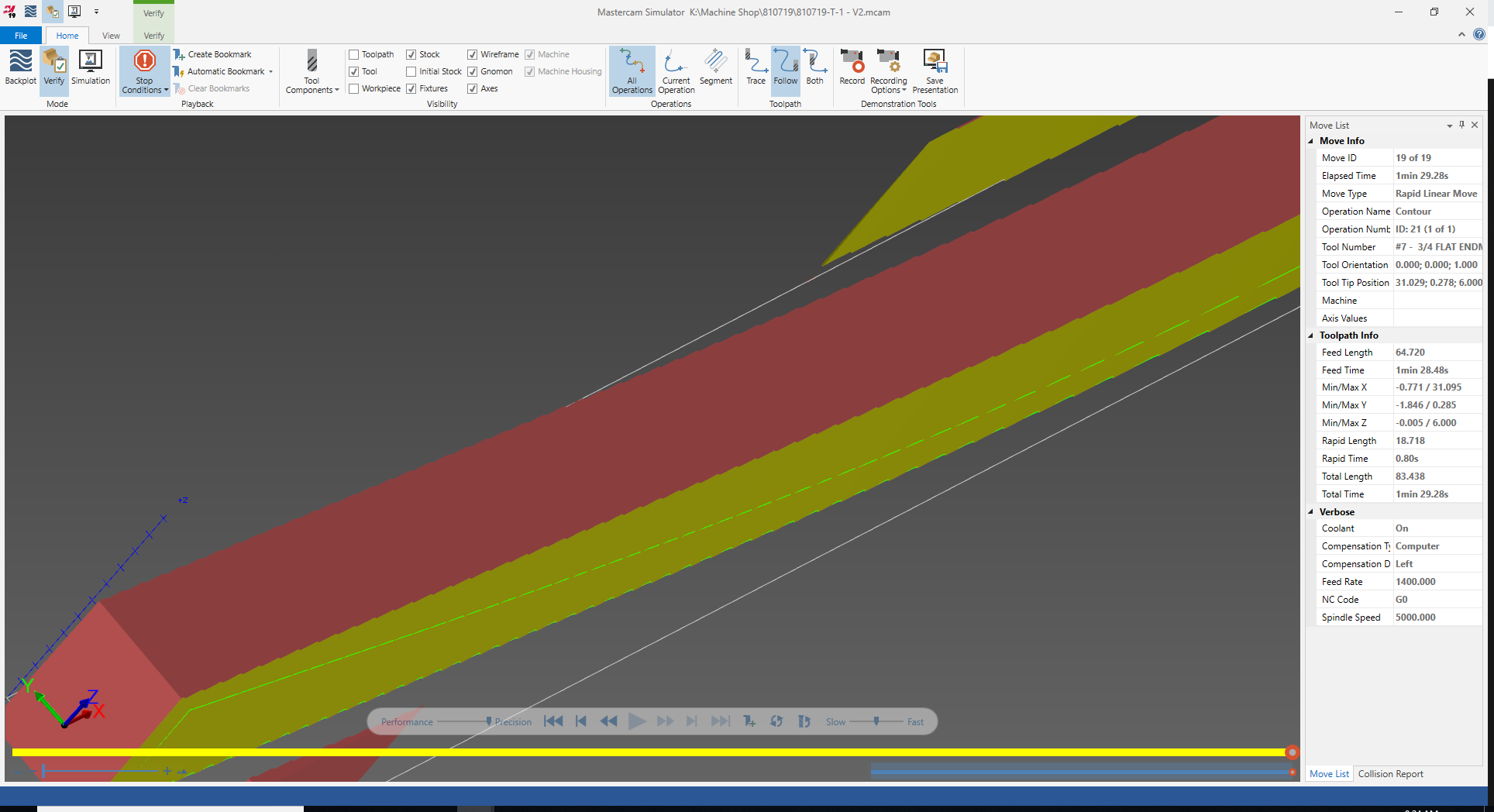
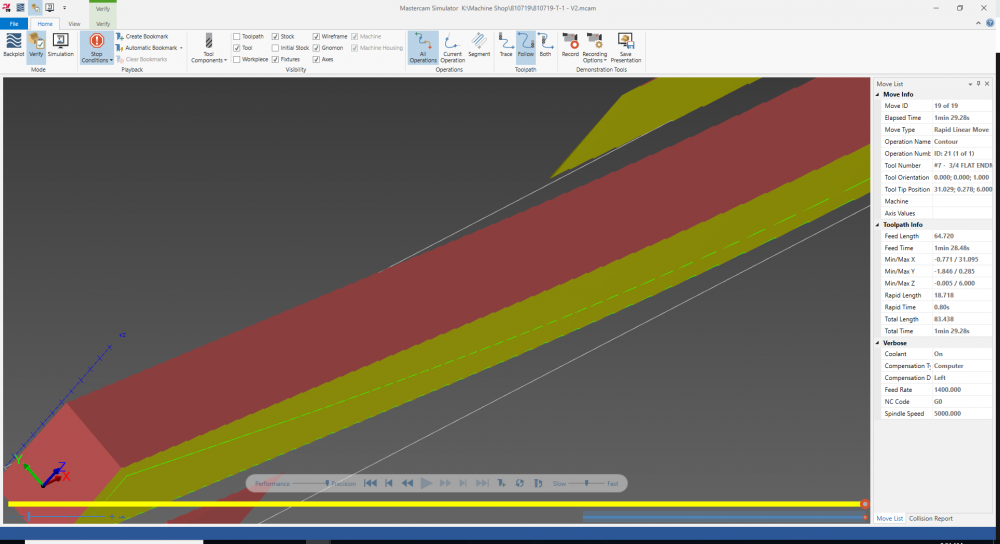
Hello Friends, I recently got a new job. My old workplace had MC X6 and my new workplace has 2019. I am having trouble increasing the accuracy of the visualization in the "Verify" window. In X6, I could just go to the options and specify the tolerance I wanted. I have not been able to find a way to do that in 2019. I have noticed in 2019 that there is a "Performance-------Precision" slider which I have all the way to precision. I am trying to verify a part's surface finish toolpaths and realized that the window I was looking at was very pixelated. I have attached a picture of the simulation of a simple arc cut that turned out very pixelated. How do I increase the precision beyond what the slider can give me? Is 2019's verify less precise than X6? Many thanks!
-
Colin, Thank you for the advice, I think that is a god approach. Any tips on how to trim the corners of the stock before the Dynamic in a way that doesn't kill my tool, or just go for it as a contour? I'm pushing for MC 2018 but it's a large chunk of change for a 25-person shop. I know it's worth it, but I think the hold up is cash flow. For now I make due with X6.
-
I would love to, but I don't control the budget.
-
Has the OD Corner stepover problem been addressed with newer versions of mastercam? The main problem I run into is using high-flute-count endmills. The Imco 9fl endmill has a maximum of .05 radial DOC. This means I would have to set my dynamic toolpath to use a stepover of about .015 to not violate the .05 maximum DOC. I'm not able to use my tool to it's fullest abilities. It would be nice to have a solution to this. I'm running X6.
-
C^Millman, In that report the library is still "OPERATIONS MANAGER", which is not what I want. I want the file name. gms1, Yeah we use our setupsheets, I was just hoping for a condensed tool list that I can send out to the shop floor so they can make sure we have all the tools we need on order. Which is what I get with Tool list, I just wanted the filename on it.
-
Dum1, I am saving over my template file, so it's already directed at it (I can see the changes as I am saving the file and re-generating the tool list). I only want the file name to show up (in your example: HAAS UMC-750 5X MILL SAMPLE FILE.MCX-9) not the entire file path. The basic tool list template uses the data field "LIBNAME" to put the full file name and path in there. I've tried making a sub report in my tool list template that references "//SETUPSHEET" and used the data field "MCXFILE-SHORT" but that just generates an empty field. Thank you for trying to help me!
-
gms1, Thank you for the reply. I gave that a try, I changed the file URL, I dragged the "MCXFILE-SHORT" into the sheet fro the bound list. And still no dice. I think at this point I have determined that MC doesn't feed a file name field into the tool list report, only into a setup sheet report.
-
Thanks C^Millman, but this is a simple fix and not valuable enough to my company to pay to have the sheet updated.
-
I spoke too soon. When exporting from the tool manager it used a different template (mill-simple instead of mill-opmgr). The filename I saw was from the regular template with the "LIBNAME" data field. I changed that to MCXFILE-SHORT, and it didn't work. The interesting thing is that LIBNAME isn't a registered data entry value in the help guide. LIBNAME doesn't work for my because it's the full tile name including the path, and I don't want the path, just the filename. Any thoughts?
-
I had not tried that, that works. But why does it work when I go through tool manager and not when I right click on my toolpaths and make a tool list?
-
Hello Friends, I am editing my tool list template using ActiveReports Designer and I am running into a problem. I want to have my MCX file name in the report so that operators can see the part number and the revision level (which we put in our file name). I made a text box and input "MCXFILE-SHORT" in the DataField, but it just gives me a blank box when i create the report. I'm not sure what the problem is. Can you not put the MCX filename in a Tool List report? One thing I have noticed is that under "fields" my "bound" field says "bound error: could not find a part of the path "C:\Windows\SST\Samples\Mill\SSM.xml". Woudl this be causeing my error? If so, how do I fix it? Many thanks in advance tool list sample.pdf
-
Duplicated value in tool table
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
Much appreciated! -
Duplicated value in tool table
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
Colin, That fixed it! Thank you! For my education, what is "gcode$ <> 1003" commanding? -
Hey friends, I looked around and didn't see a thread that addressed this problem, feel free to direct me if this is a duplicate. I am trying to clean up our lathe post processor and one of the annoying things it does is that sometimes, not always, it duplicates the last tool entry in my tool table. I can't find what controls this process or why some programs have the problem and some don't. My code for the tool table is: ptooltable # Write tool table, scans entire file, null tools are negative tnote = t$ toffnote = tloffno$ tlngnote = tlngno$ spaces$=0 if t$ >= zero, [ "(", *t$, " | ", plistcomm, ")" ] spaces$=sav_spc Which produces the following tool table in my program: (T1 | R .032 OD ROUGH RIGHT) (T2 | R .016 OD FINISH RIGHT) (T5 | OD THREAD RIGHT) (T12 | .118 PART OFF BLADE) (T12 | .118 PART OFF BLADE) Any suggestions on how to stop it from duplicating the last tool? Many Thanks!
-
M05 at specific tool changes
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
I figured it out, The line you gave me should have been: if n1_posttype <> posttype$ & n1_posttype <> two, pnullstop Thank you for your help! -
M05 at specific tool changes
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
I noticed that my 'preadcur_nxt' block does not contain the variable "n1_posttype" Here's my preadcur_nxt block: preadcur_nxt #Read current and next tool record c1_gcode = rbuf (one, rc1) #Current tool record #Place buffered variables in post global variables cuttype = c1_cuttype lathtype = c1_lathtype lathecc = c1_lathecc gcodecc = c1_gcodecc y_axis = c1_y_axis millcc = c1_millcc n1_gcode = rbuf (one, nc1) #Next tool record if cuttype = one, cc_1013$ = one else, cc_1013$ = zero if lathecc = zero, compok = one else, compok = zero -
M05 at specific tool changes
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
Colin, does that catch if the next operation is a c-axis operation as well? It seems to not be working for me. I am using the 'Generic Fanuc 4X MT_Lathe'. I'm editing this all in the pl_retract post block. Here's where I'm currently at: pl_retract #Retract tool based on next tool gcode, lathe (see ptoolend) cc_pos$ = zero if home_type = one, [ pmap_home #Get home position, xabs ps_inc_calc #Set inc. pbld, n$, psccomp, e$ pcan1, pbld, n$, *sgcode, pfxout, pfyout, pfzout, *toolno, e$ pbld, n$, strcantext, e$ if n1_posttype <> posttype$ & n1_posttype = two, [ pbld, n$, pnullstop if spindle_no = 1, [ string11, e$ ] else, [ string13, e$ ] ] ] else, [ #Retract to reference return pbld, n$, `sgcode, psccomp, e$ if home_type = m_one, pbld, n$, *toolno, e$ pcan1, pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", strcantext, e$ if n1_posttype <> posttype$ & n1_posttype = two, [ pbld, n$, pnullstop if spindle_no = 1, [ string11, e$ ] else, [ string13, e$ ] ] cutoff_proc = zero #Reset flag if we are retracted if home_type > m_one, pbld, n$, e$ ] String 11 is to select which spindle to stop, string 11 = P11 -
My Lathe manager doesn't like having an M05 at the end of every tool block because this is unnecessary wear on the spindle/brakes. So I manually edit them out at every tool change. I am currently working on our postprocessor to have it post out all the consistent manual changes I make. I have considered taking the M05 out of the line in the PP so that it will go away, but I have one problem with that: When our lathe is going from a turning tool to a milling tool I want that M05 to be there. Is there a variable or some line of code that I can use in an "if" statement that will only put the m05 in there is the next tool is a milling tool? For example: If (next tool is mill tool), [ pbld, n$, "M05", e$ ] Thank you for your help!
-
P11, P12, and P13 in tool change
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
I got it to work: string11 = "P11" string12 = "P12" string13 = "P13" ltlchg$ #Toolchange, lathe toolchng = one gcode$ = zero copy_x = vequ(x$) pcc_capture #Capture LCC ends, stop output RLCC c_rcc_setup$ #Setup LCC on first 60000 plcc_lead_begin #Save original in sav_xa and shift copy_x for LCC comp. pcom_moveb #Get machine position, set inc. from c1_xh c_mmlt$ #Position multi-tool sub, sets inc. current if G54... ptoolcomment comment$ if home_type < two, #Toolchange G50/home/reference position [ sav_xh = vequ(copy_x) sav_absinc = absinc$ absinc$ = zero pmap_home #Get home position, xabs ps_inc_calc #Set start position, not incremental #Toolchange home position if home_type = one, pbld, n$, *sgcode, pfxout, pfyout, pfzout, e$ else, [ #Toolchange g50 position pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", e$ toolno = t$ * 100 + zero if home_type = m_one, pbld, n$, *sgcode, *toolno, e$ else, pbld, n$, *sg50, pfxout, pfyout, pfzout, e$ ] pe_inc_calc #Update previous absinc$ = sav_absinc copy_x = vequ(sav_xh) ] toolno = t$ * 100 + tloffno$ if spindle_no = 1, [ pbld, n$, *sgcode, *toolno, string11, e$ else, [ pbld, n$, *sgcode, *toolno, string13, e$ ] ] mtlchg$ #Toolchange, mill toolchng = one gcode$ = zero copy_x = vequ(x$) pcom_moveb #Get machine position, set inc. from c1_xh c_mmlt$ #Position multi-tool sub, sets inc. current if G54... ptoolcomment comment$ if home_type < two, #Toolchange G50/home/reference position [ sav_xh = vequ(copy_x) sav_absinc = absinc$ absinc$ = zero pmap_home #Get home position, xabs ps_inc_calc #Set start position, not incremental #Toolchange home position if home_type = one, pbld, n$, *sgcode, pfxout, pfyout, pfzout, e$ else, [ #Toolchange g50 position/reference pbld, n$, *sg28ref, "U0.", [if y_axis_mch, "V0."], "W0.", e$ toolno = t$ * 100 + zero if home_type = m_one, pbld, n$, *sgcode, *toolno, e$ else, pbld, n$, *sg50, pfxout, pfyout, pfzout, e$ ] pe_inc_calc #Update previous absinc$ = sav_absinc copy_x = vequ(sav_xh) ] toolno = t$ * 100 + tloffno$ if millcc, cabs = zero, cinc = zero #Force C0 if G12.1/G07.1 pbld, n$, *sgcode, *toolno, "P12", e$ Now the next task is to do the same thing for the mtlchg so that I can have it select between the top turret live tooling and the bottom turret live tooling. Does anyone know what variable that would be? it's not still spindle_no is it? -
P11, P12, and P13 in tool change
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
I ran my program through the MPLMASTER and it didn't output any code that selected the spindle to be used (like a P11) as far as I saw -
P11, P12, and P13 in tool change
Luke.Hicks430 replied to Luke.Hicks430's topic in Post Processor Development Forum
We have the generic fanuc 4x lathe post. I would love to do this with strings so that I could have the if statements define the string before hand and then just have that inserted in the line with the tool number, but I'm not sure how to properly define a string either. I thought it would be: string11 = "p11" and then later call: *string11, e$ But that didn't work. We are running on MX6 -
Hello friends, I am beginning to dabble in simple post processor edits to better serve our shop. For our fanuc post processor I would like to have it put either a P11, P12, or P13 out with the tool change line in order tell the machine which spindle to use. P11 = Main spindle P12 = Sub spindle P13 = live tooling (I may have 12 and 13 mixed up) I'm fairly certain that this change would be in the ltlchg and mtlchg blocks but I need confirmation on that. I don't know what variable is used based on which spindle is being used. I'm guessing it's "spindle_no" I'm thinking my code would be something like: if spindle_no =1 [ "P11", e$ ] if spindle_no=2 [ "P12", e$ ] if spindle_no=3 [ "P13", e$ ] Am I on the right track? What is the proper way to do this? Many thanks from a noob
-
Lathe C-axis is on the wrong side
Luke.Hicks430 replied to Luke.Hicks430's topic in Industrial Forum
Bubbles, Could you expand on that for me? How might I fix this?