Spotterhphc
-
Posts
82 -
Joined
-
Last visited
Recent Profile Visitors
1,406 profile views





Spotterhphc's Achievements
")





-
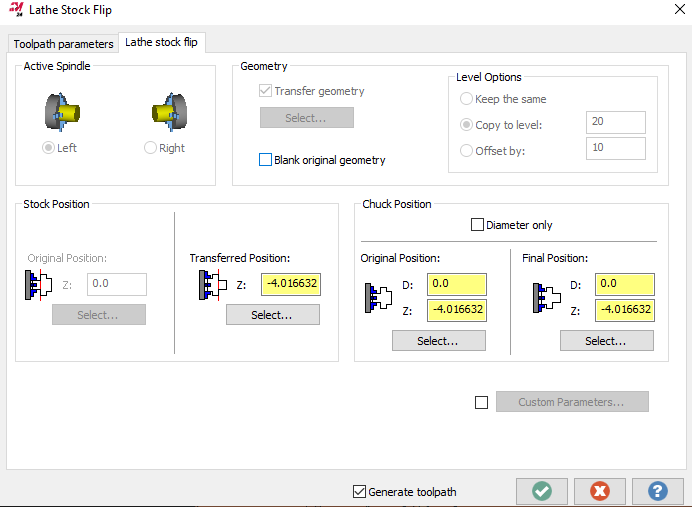
FOUND IT!!!! "Blank original geometry"
-
also note that if I make the problem level/model not visible and turn on another level, I can open the toolpaths as usual and then turn the level on and it is there. but then it disappears again when I try to open the toolpath again. I'm finding it increasingly difficult to program something I can't see.
-
I thought the same thing so I checked for an updated driver and there was so I did that to no avail. So I went to two other computers in the shop and pulled up the file and they did the same thing. something must be corrupt. I tried deleting the operations that seem to cause this issue but deleting them causes it to vanish also. boooooo
-
Hello Has anyone been having this issue where you have a model visible, levels manager shows it's visible and that there is an entity quantity, then you do a certain function like open a toolpaths properties and it vanishes. Level manager says it's still there but it is not displayed in the graphics pane. I turn on another level and that stuff shown up but that level is gone from view. I verified that the "only display associative geometry" toggle is NOT on. It does it over and over and over. If I save, then when I reopen it it will still be missing. On this mcam file, if I turn on a different level with the same model and open the same toolpaths properties I don't have the issue. Level 2 is my issue. A co-worker yesterday said he was importing a vise model, like he's done a hundred time before, and his part vanished just like mine. He imported a different vise model and all was well. Any thoughts on this? I hope it's something I'm doing but everything that I am doing is standard practice.
-
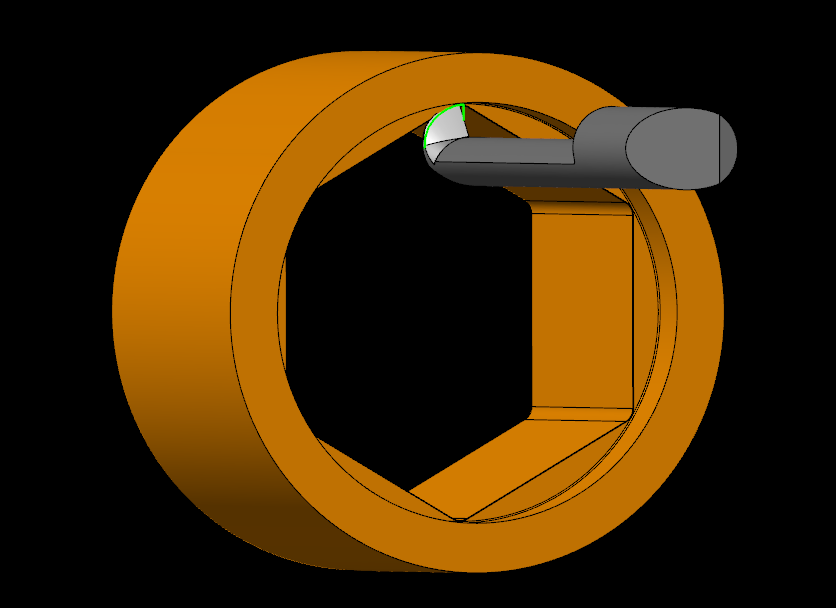
That is my default approach I was just wanting to learn how. Having to go 4" deep to get to this hex is my issue. The holders I have on hand don't give me adequate clearance. If I can produce this on the first op then my second op can be 3 axis and the setup becomes much more simple. There is a unilateral profile of .002 on this hex so if a bore bar is possible then centerline of the hex ought to be spot on. This machine moves around a bit so anything helps.
-
Hey y'all Today I am trying to figure out a wa y to generate this hex using a bore bar on an Integrex i300. So far I used basic contour and rotary axis set to C and turned off cutter comp. When I run it in the air it works as expected and should perform. The problem is going to be the rubbing on the back side in the tight corners. The corners are .05". I'm fine with relieving the back side more but does anyone know of a way to gradually lead the tool into the corners ( requiring the Y to come off center ) and also exiting the corners? Or is this a dream i'm having? Thanks for any input! The real part has an extra 2.5" on the CB side FYI Mcam 2023 HEX-TEST.mcam
-
Yo, Has anyone else been seeing this in 2023? It's random but I will be creating toolpaths, like I do everyday, and all of a sudden my highspeed paths go dirty. Not all of them but some. Just today I had a new one pop up. I created new wireframe on different construction planes and it wiped out basic contour paths. What I created had no association to the contour paths. Totally different tool/construction planes, 2D Z-depths. Everything different that I can think of. Up till now in 2023 it's only been highspeed paths. Usually I get dirty ops when I edit common parameters and modify the "Misc Values" before posting. I do this so the auto regen doesn't take off and wipe out all the stock models, plus it's much faster. Yes I do realize I can set all that as I create them but I don't. 2022 I never had the issue, not once. What am I doing different between versions or what rule changed? There are many things that are frustrating in 2023, like every release, and I'm one that likes change, for the most part. I hope it's just a simple thing I accidentally clicked. Any insight would be valued.
-
gee wizzzzzzzzzzzzzzzzzzzzuhhhhh! looked everywhere except there. Thank you.
-
Yo, Is anyone else having this issue with backplot? When I launch backplot and select "simple verify" it will show the shaded area the tool covers only it shows it as the completed render. Before I single block or hit "Play". In the past It would show the shaded areas progressively. Other computers in the shop work correctly so I must have screwed something up. Thoughts?
-
So Postability made this post for us. Not sure my employer wants me sharing this post they paid for so I can't post it....sorry. I know that would help a lot. Also it's encrypted. Top-Top-Top is what I am talking about. I do understand that I could leave the AC moves in. I just seem to have issues more often than not when I leave them in so just eliminating them completely would be great! It also just makes the file that much cleaner. This 5th doesn't have a clamp/unclamp rather it's just a brake. Servos hold everything. So I did remove the clamp/unclamp codes so those aren't in there anymore. I will play with the axis combos and see what I can get. You know I haven't actually reached out to our reseller regarding this. Not sure if this falls under maintenance.
-
Yo, Is there a simple way to take an existing 5x post and convert it to 3 axis? I love the format of the 5axis post we have but I don't want it to output A/C moves and don't want to hand edit the moves out, either after posting. Thoughts?
-
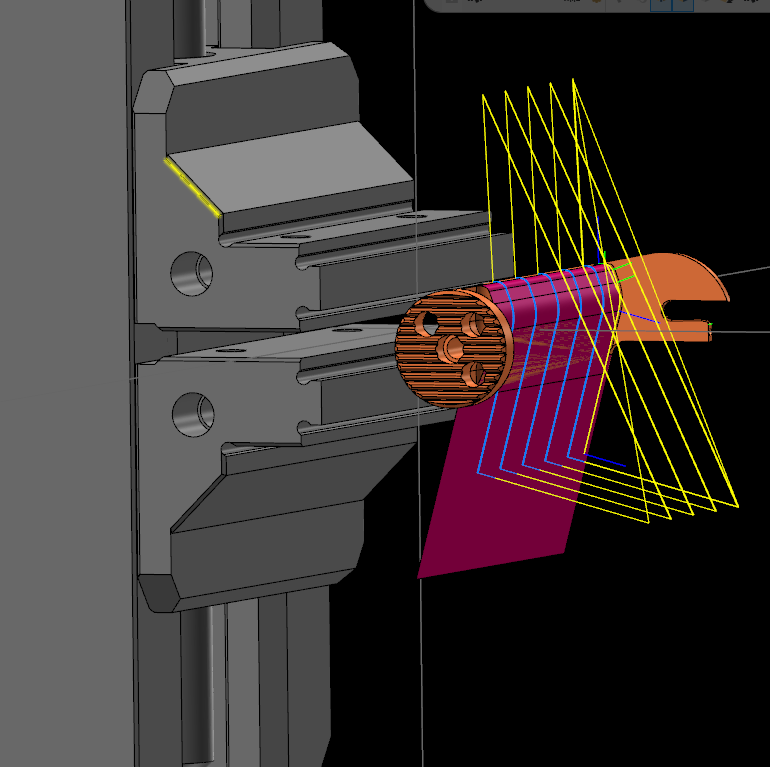
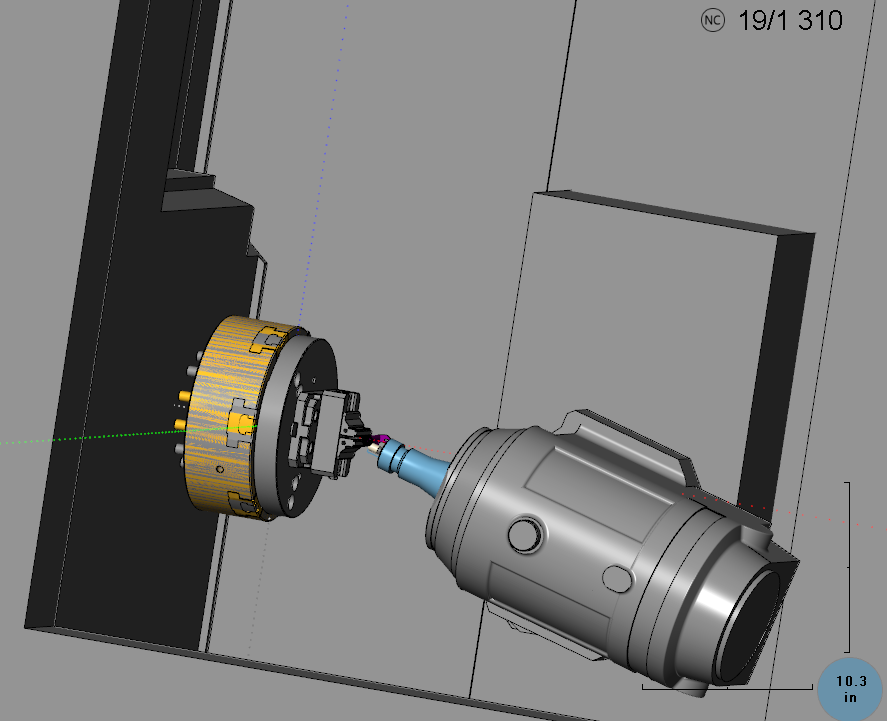
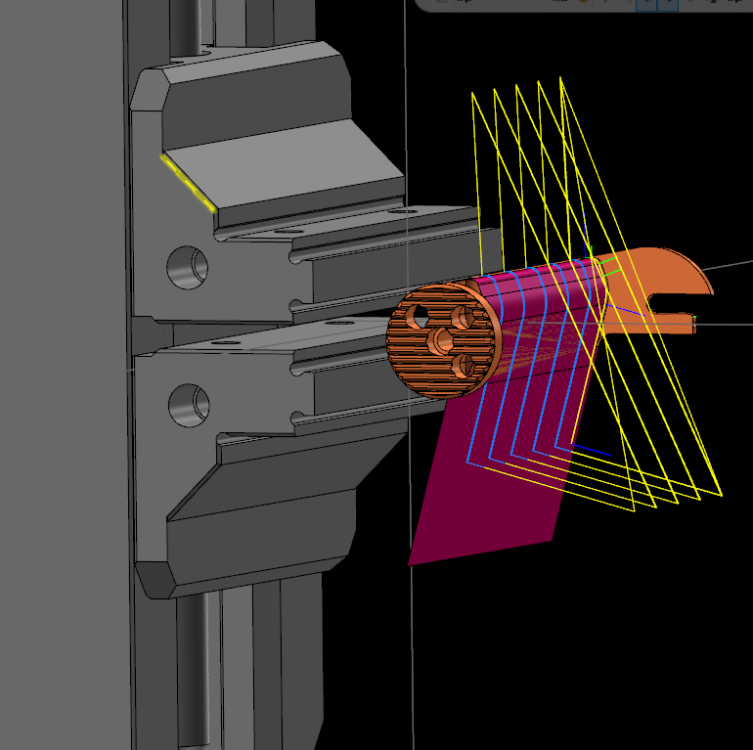
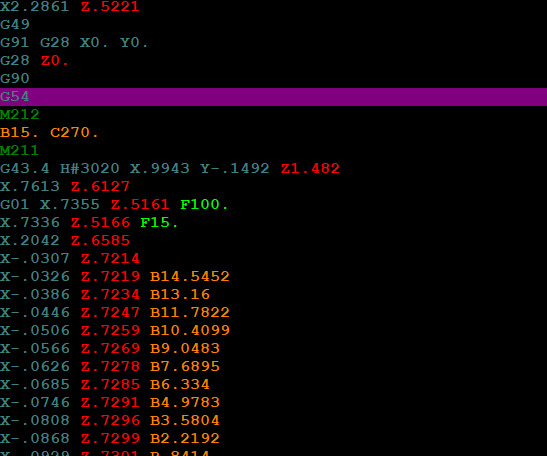
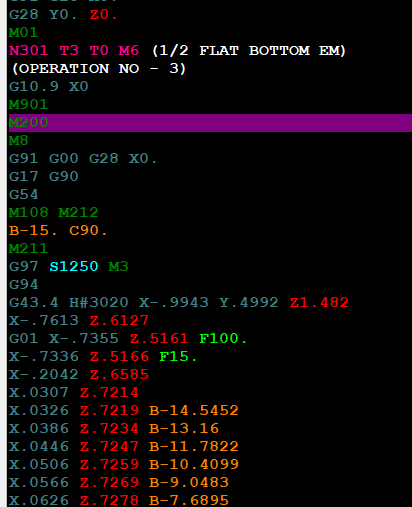
Hello, So I am running an Integrex and am making a custom grooving tool and want to cut the pink surfaces with a flat bottom em ( a true flat bottom ). Making the toolpath was easy and backplot and simulation show correct only the posted code is different. I know simulation doesn't read code. The first initial B rotation is B-15. and this is correct. All passes after are reversed so the C rotates 180° and starts the cut at the top. When it does this I overtravel when the head gets to the bottom. When it is B-15. and works bottom up, all is well. When i run the first pass on the machine it cuts perfectly. Is there a way I can prevent/force the post to keep all the passes the same? Looking at the picture with the pink surfaces shows that the toolpath is clean and no weird jerky moves. I am using multiaxis Curve using 3D Curves for the Curve Type and lines for the tool axis control. I did try using Misc Integer 4 which is the start solution + or -. When I changed this that is when I got it to post B-15. on the first pass only. So it worked but not on every pass. I also do get a rotary/tilt axis unwind message. It makes one pass just fine, why can't it do the others that are the same cut? What are your thoughts? Thanks for any assistance.
-
I believe they did it so the toolpath you have selected stands out. Earlier releases was just a little checkmark inside the folder. This new change does help isolate what you are selected on. Like anything, I will get used to it. It was set up in the past that when there were inactive machine groups with toolpaths in them, that they would be grey. Start working inside that machine group and they come back to color.
-
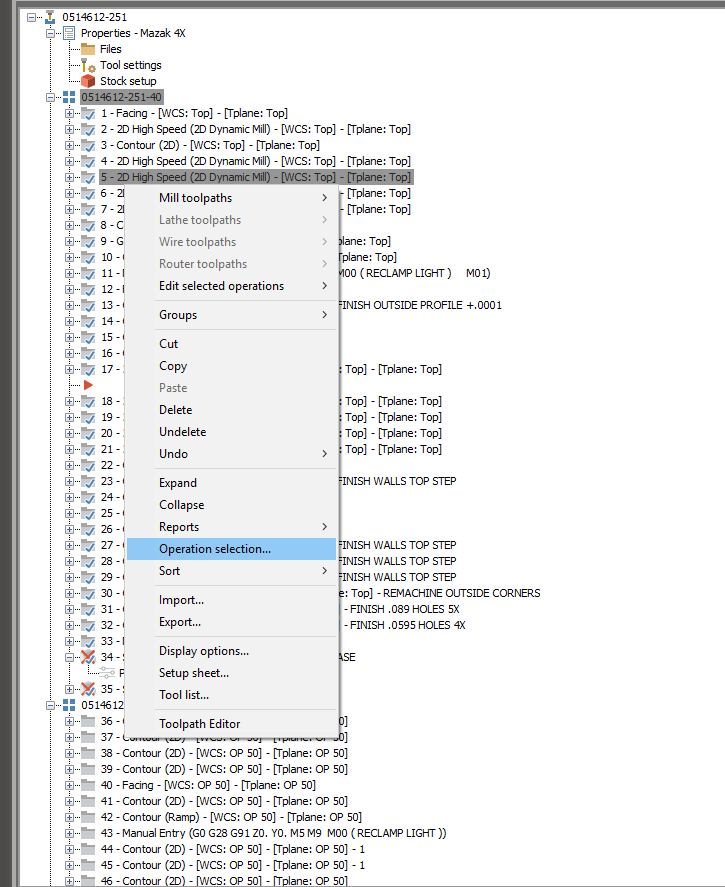
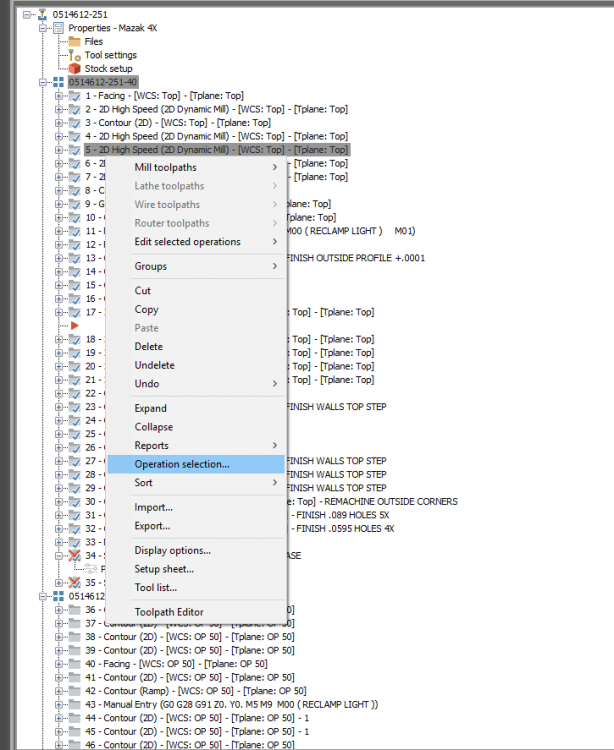
I don't understand why the wording needs to change on some things such as, when you right click in the operations manager in 2021 and I believe all releases before, you have the "select" function. In 2022 you still have it only they now named it "Operation Selection". Operation Selection is more clear on it's function at a glance than "select" is alone but I'm right clicking in the operations manager. What else would I be selecting in there other than operation related things ? Also the greyed out folders drives me nuts. I understand why they did it though. If they could make the stock model always be it's own color and not grey that would help it stand out when you have stock models buried in a lot of toolpaths. Folders were yellow and stock models were grey. They stood out nicely. Can we please change this ( not to yellow or a different shade of grey either) ? P.S. please tell me there is setting for this somewhere. hahahah Thank you!
-
gee wiz, Where do I start when learning about custom drill cycles? I can see a huge benefit here. Nice work!