




.jpg.940d04c67c9522b164fc3ab33f9018af.jpg)
Smit
-
Posts
630 -
Joined
-
Last visited
-
Days Won
17









Smit's Achievements
")





-
I’m having trouble with the mastecam 2024web.exe file. I try to run it as an administrator, allow it to make changes. Then it opens a window I select with 4 selections. I select Mastercam @ 2024 install and it tells me Mastercam.exe is currently open error. This is after a fresh reboot. Click through that, select English, accept terms, then nothing installs. Any ideas on what’s happening here?
-
That's great, thanks guys!
-
We're getting ready to purchase a new Haas vf5ss machine and i was wondering if the MPMaster post would be OK or would it be best to purchase a post from our dealer? We do have an older model VF-8 and it works OK but there might be some bells and whistles we're missing out on if we don't have a custom post. Thanks for any opinions shared.
-
We use plunge tool paths pretty frequently. They work great in the right applications, especially for machines like Haas that aren't really rigid. Create geometry with the path you want your tool to take, chain it into a contour tool path, then use that contour tool path (turn off posting) to create your plunge tool path with surface rough plunge. Select the NCI option from the tool path, set he step over, other parameters. It's easy enough to figure out. I expect you already know this but you'll need to keep the chips out of the pocket somehow, regardless of what tool path you choose. We have rigged up a few high pressure air nozzles to blast the chips out of places like an enclosed pocket.
-
Sometimes when I try to print a screen shot with a solid model in the Mastercam file it will print fine but other times the printer window will show the print spooling up to a huge file and then error out. The screen shot I'm looking at right now is showing it's an 89 mb file. If I delete the solid and save the file it will then print fine. My fellow programmer can open the file and it will print fine. He's got an identical set up to mine. Weird. I'm using 2022 now but this was a problem in 2021 too. I think Mastercam and my computer just don't play together well for some reason. Anybody else ever seen this and maybe have a possible solution? Thanks!
-
You can change font there but apparently not with the box font.
-
Is there any way to change the default font in Mastercam 2022 from OLF SimpleSansCJK OC to Box? We do a lot of engraving and always want to use box, it would be nice to not have to change it every time.
-
That's a bad@ss looking tool!
-
Sorry I didn't give you guys the whole story. Unfortunately that bore's going to be gone when the part is done. The only thing I can come up with is very light radial cuts and spending a lot of time on it.
-
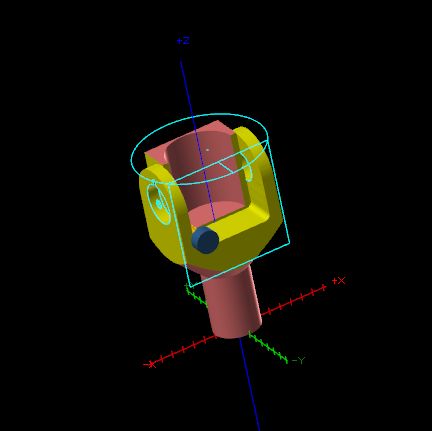
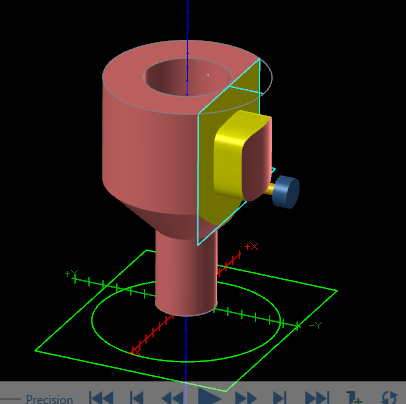
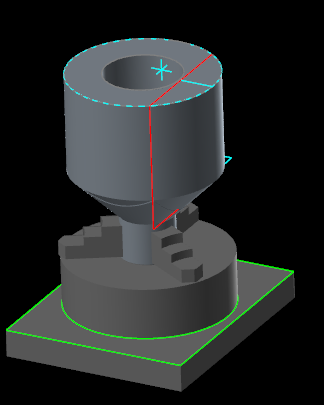
Hi folks, I'm planning to run a part in a way that I haven't really done before so I want see if you guys have any thoughts on this. We've been provided with a couple pieces of 4140 steel, about 45 Rockwell hardness, 11" diameter x 17" long, that we're planning on turning to the shape below. Then we'll mill 3 flats on it at 120 deg apart so it will clamp solidly in a 3 jaw chuck. We'll also put a piece of all thread thru it so we can secure it to the table with all thread. I've talked with Helical tech people and they're recommending a high efficiency tool path with a 3/4", 3 1/4" loc, 5 flute rougher. But they aren't recommending very fast feed rates and it'll take a long time to do it. The Iscar people are recommending a feed mill. with a .025 depth of cut. Either way it's tough stuff and will take a long time. The picture below is what the set up is going to look like after we turn the the material. It's pretty rigid because it's a big chunk of steel but not much support on top. The below picture is a HEM toolpath picture with a 2 1/2" axial DOC and .05 radial DOC. Repeat on the opposite side. then on the other 2 sides too, just not as deep. If anybody can share their thoughts on this PITA process I'll be grateful!
-
I will. I'll check with the Nomura guys. The apps guy said he personally had partmaker and he recommended that or Esprit. As far as the full machine simulation probably not but I'd be interested in the cost.
-
We recently purchased a Nomura Swiss machine and got a quote for a Mastercam post for the machine. Our dealer sounded confident they could provide a post that would do what we need and Mastercam could handle it well. But...I was talking with the Nomura apps guy yesterday and he was pretty adamant that we could never get Mastercam to post properly for a Swiss machine. He recommended partmaker from Autodesk for programming. He also told me a few things about Mastercam that I know are not correct too so I'm talking his advice with a grain of salt. I don't see why it wouldn't be possible to output code with a dialed in post. Do any of you Swiss guys have any luck programming with Mastercam? TIA for any replies.
-
.thumb.jpg.9ec558122c0479d844e9a9707b913308.jpg)
Post processing change output to ask instead of overwrite
Smit replied to Smit's topic in Industrial Forum
Thank you! -
This is something I probably used to know how to do but can't find now. Anybody know how to change the post processing dialog to come up as ask as default rather than overwrite. Only one of my posts does this and I can't find where to change it. TIA! Insert other media
-
All of ours do too except for this newer Haas UMC750. Yes, crunch. Actually it wasn't really that bad. It just clipped the part and didn't even break the tool. There are worse ways to learn for sure. Both Mastercam and Vericut were set to dog leg so neither caught it but they both do now!
