





jolson6
-
Posts
25 -
Joined
-
Last visited
jolson6's Achievements
")
Newbie (1/14)
0
Reputation
-
Thank You John, I have access to the to the other forum also.
-
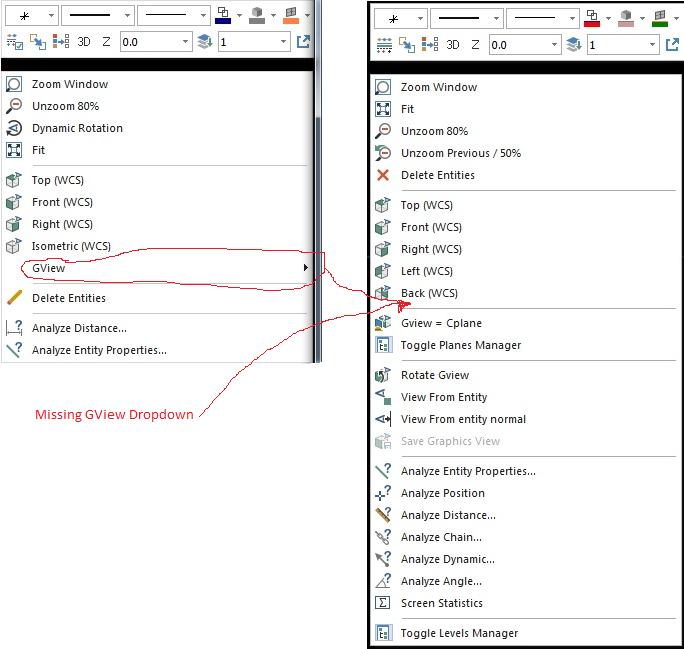
I cannot figure out how to add the GView dropdown back to the right click mouse button as per example. Any help would be appreciated.
-
I have also used the Cimco S&F for many years, without any issues, but now it tries to access Teamcenter not Mastercam?
-
On a G&L horizontal mill with a NumeriPath controller, I have a large tool sitting in a cradle that needs to be picked up off the machine table with the spindle. Does anyone know a G or M code to clamp and unclamp the tool in the spindle?
-
Bryan, I retrieved your post and have used a similar method to achieve what I wanted. Thank you! Also thank you to all who responded.
-
Tim, I have also done this in the past but want the drilling feed and speed inthe tool parameter page. Bryan, I will go home to retrieve the Hass post from the ftp site, due to firewall limitations. All Others, I will look into your recomendations. Thank,s everyone, have a good Monday!
-
Thank's Ron I will look into this again on Monday.
-
I have created a custom drill cycle for using a gun drill. I am using pmisc2 or drillcyc #7. All is well with the cycle accept at tool change I want the spindle to always start with 500 RPM and within the cycle it will increase to the proper RPM, drill the hole and slow down to 500 RPM before leaving the hole. My question is how I can accomplish this? I have tried different logic statements like: If drillcyc = 7, "M3 S500", e But this is not working, and I want to know the proper way to express this. Any help is greatly appreciated.
-
That is correct and thank you for your input!
-
Thank You Steve, I will experiment until I figure what I need for the front view. Jim
-
I am working on configuring the mpgen5x_fanuc post. Our machine is a horizontal G&L with a B axis rotary table and an A axis tilting head. After several hours trying different combinations of settings for rotaxis1&2 and rotdir1&2 I think I have the correct combination based on what I have read and learned from the 5 Axis Power Point Presentation, which I found out about while searching this forum. My question is where can I find information about the Machine Base Matrix specifically what the matb1-9 settings are for? I have tried different combinations to get the correct angle output but some of the values are flip flopped like y and Z. I have seen the example in the Power Point Tutorial for the horizontal machine and started with the values given, but I need to change the A axis to the head. Any help in pointing me in the correct direction would be greatly appreciated.
-
Thank You John, I will experiment with your suggestions and also look into the mpmaster post, how it does tool lists.
-
Is it possible to pick a column position for any posted program data in a post processor? This would be for visual effects only. Since you can do this when debugging by setting bug2 to the column position, I was wondering if this can be accomplished the same with any other data.
-
I have received the following message from an engineer asking if Mastercam could be used to produce machine code for camshaft lobe grinding. "Please research and find out if MasterCam has a programming package for the Grinder application particularly lobe grinding. I am looking to upgrade the Fortuna with a Fanuc CNC controller and hoping to find a programming package that would generate CNC G-codes for Fanuc to perform lobe grinding. Please let me know. Thanks" Does anyone now if this is possible in Mastercam or any other software package that would handle this.
-
I am typing the tool change in manual entry and was looking for a method to recognize this in the post. I am using stagetool for all other tool changes. A work around could be to load tool as per normal and drive to a point then start manual entry for the remainder of the toolpath. Thank you for the replies it is greatly appreciated.