MichaelH
-
Posts
18 -
Joined
-
Last visited
Recent Profile Visitors
940 profile views





MichaelH's Achievements
")
Newbie (1/14)
7
Reputation
-
All sorted, I decided to download the mpmaster from here and add the G10 code from another post file. Datums are output from machine origins . 0000 (test) G00 G17 G21 G40 G80 G90 G90 G10 L20 P1 ( G54.1 P1 ) X-1000. Y-552.38 Z-740.044 B90. G90 G10 L20 P2 ( G54.1 P2 ) X-1279.9 Y-666. Z-995.044 B0. G91 G28 Z0. T2 M06 (SOLID CARBIDE DRILL 5XDC - 8.5) M22 (UNLOCK) G00 G17 G90 G54.1 P1 B0. X0. Y2.38 S4868 M03 M21 (LOCK)
-
Thanks, I did think that would do it, and no it didn't sound greek. This is how it posts G90 G10 L20 P1 ( G54.1 P1 ) X0. Y0. Z0. B90. G90 G10 L20 P2 ( G54.1 P2 ) X0. Y0. Z0. B90. Changed tox$,toy$,toz$ to to4x$,to4y$,to4z$ at 6 places as below. This was an old 2011 post on ftp and although it has been through updatepost I am not sure if its relevant. while rc9 <= size9, # Determine if current workoffset/origin is unique [ b9_tox = rbuf(9,rc9) b9_cabs = atan2 (m1$, m7$) if b9_tox <> tox4$, new_x = new_x + 1 -------HERE if b9_toy <> toy4$, new_y = new_y + 1 -------HERE if b9_toz <> toz4$, new_z = new_z + 1 -------HERE if b9_workofs <> workofs$, new_workofs = new_workofs + 1 ] if new_x = size9 | new_y = size9 | new_z = size9 | new_workofs = size9, # If current workoffset/origin is unique, write to buffer 9 [ b9_tox = tox4$ ----HERE b9_toy = toy4$ ----HERE b9_toz = toz4$ ----HERE b9_workofs = workofs$ b9_cabs = atan2 (m1$, m7$) b9_tox = wbuf(9,wc9) ]
-
Hi there, I am using a g10 post from the ftp page for outputting work offsets (G54.1 P-) I know this is short and sweet with no detail but my output is missing values in X Y Z G10 L20 P7 X0. Y0. Z0. B0 G10 L20 P8 X0. Y0. Z0. B0 any simple reason why?
-
Found this tread very interesting, I find stl's a right ball ache. I do use stl at each stage for verification and it works great, but where it lets me down is in process sheets. OP1 for instance can have 1mm left on 1 edge and other features not machined, so main drawing becomes redundant. How easy would it be to use the OP1 stl to dimension and create a stage drawing but to no avail. The closest I got to was have my mastercam file run through vericut and save stock as step, stl dumped. But I do not have vericut and cannot kep asking for step files from a third party. Process sheets are a basic engineering requirement so why don't mastercam help and sort it!
-
Any help please. One of my customers has a few Milltronics Centurion 7 machining centres. Now that I have started posting dynamic tool paths with 2018, the machines are doing odd things but not always. Mastercam verify shows a perfect profile, cimco matches this with g-code backlit. But machine on occasion will cut straight into the part, breaking the tool. Checking on the machine graphics verify, this shows the error path. This means the custom can catch the error before any damage. Any ideas would be great, my thought was the look ahead setting. But just a guess.
-
Does anyone know if it's possible to output a post block to nc stating the toolpath ID. If you are asking why, it is quite simple. When an operator finds an error in the NC program, I would like him to be able to tell me the previous toolpath block as this would make finding the error in mastercam so much quicker.
-
need to delete this post, I read your post wrong.
-
Hi guys, Thanks for all the comments, but just to clarify with an update. Firstly customers pay me to supply a Mastercam file, which by definition they then own the program. This includes set sheets and nc data already posted. A strange setup as they are behind me on versions so unable to open my file. Set sheets give cycle times which do not match real world machine times. Problem is now solved to an acceptable level. In backplot/verify there is cut rapid and total It is the total time customer required, by tweaking tool change time and carousel rotate time in machine def, the time now posts very close to true time. My belief is new programs are based on new parts quoted by customer, which would have had a quote value. If mastercam says the cycle is way over quoted cost then either a rethink of program or its back to customer for price increase.
-
Any advice welcome. My customer has asked me to do a few trials so we can get backplot/verify in 2018 to match real world cycle times. We know we will not get it perfect, but close would be nice. My first issue i just spotted, backplot says 2 hours 6 minutes. Yet verify comes up with 1 hour 54 minutes. Simple question! WHY?
-
Almost thanks. This gives overall depth. I am after max step down depth. I thought it would have been from maxstep or max-stepdown but they only seem to apply to surfaces. Set sheet shows the full depth on tool page, I want each operation to show it's max D.O.C sample.pdf
-
Hi all, Could someone please point me in the direction of where Mastercam 2017 stores the depth of cut data for contours and pockets. I need to extract this data for my Active reports. Looking in the xml file, although the tags seem to be there, they are not being populated. Any advice welcome.
-
This seems an old thread, but I had the same issue. Mine is now sorted but I have no idea why, all my Mastercam data files were saved to an internal ssd drive and would take an age to run an active report, I then decided to use an external usb3 ssd drive for my data. When I ran my active report I was blown away as it was almost instant and has been this way ever since. As I say, I have no idea why but maybe it will help someone else figure out the issue.
-
Is it possible to add the operations min-x value to the max-x value. I can display both so the operator can see if the program fits the table travel, but I only want an overall value.
-
My situation is as follows, I work from home, from an office in my garden. At present Mastercam 2017 is running local on my pc. I have a local network (WD ex2) in the house where I store my files. What I was wondering and hoping is that I can install Mastercam on my Mac book(bootcamp windows 10) and access the dongle over the local network by plugging the dongle in to the WD ex2 usb port. There are so many occasions when I get a call out of hours, to program something urgently and really don't want to have to fetch the dongle back and forth from the office. Bare in mind I do not want to or cannot run 2 copies of Mastercam simultaneously. Any advice would be much appreciated.
-
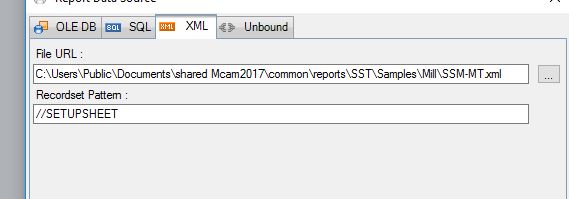
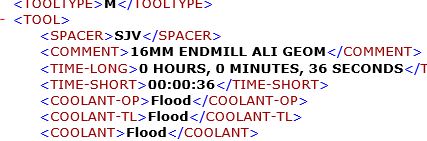
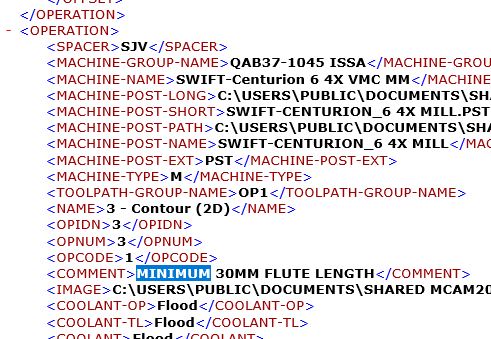
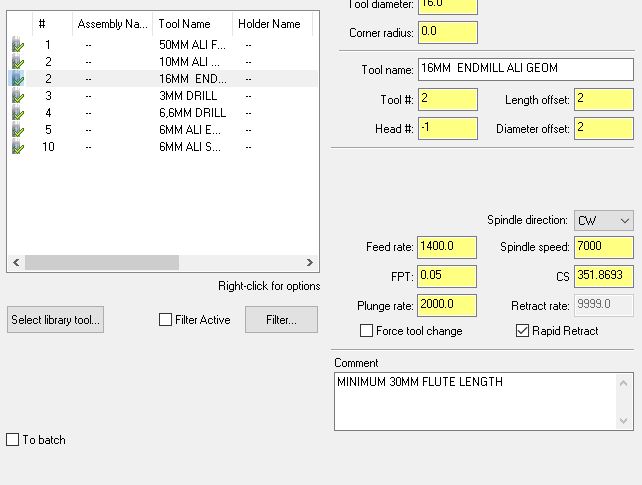
On my set sheet I am trying to post a tool comment I enter in the comment box for my tool when I create geometry. The info is in the xml file but under operations, my set sheet is posting the name of tool instead. Images attached to help explain. Any thoughts would be much appreciated.