CNC CHRIS
-
Posts
41 -
Joined
-
Last visited
CNC CHRIS's Achievements
")





-
OT - Subplates, Grid Plates for Kurt vises, what are you using?
CNC CHRIS replied to volitan71's topic in Industrial Forum
we use the 5th axis rocklock system. they even have a kurt vise plate to mount on to the rocklock system. the kurt vise with the plate is heavy though, so we ended getting the HAAS SHOP ARM, to load/unload anything from the rocklock system. -
turn on "rest material" under "stock" under "all previous operations" select "one other operation" and select your stock model
-
Sometimes, when i want to be lazy, ill stop the machine when it retracts, then manually add a comment (start here). and start it there the next day.
-
Tool Manager Tool Holder Identification Numbers
CNC CHRIS replied to harpoon's topic in Industrial Forum
MASTERCAM IMPORT STP TOOL HOLDERS - Google Search -
Tool Manager Tool Holder Identification Numbers
CNC CHRIS replied to harpoon's topic in Industrial Forum
download that tool holder (STP FILE) from MARITOOL. -
Any suggestions? My first time HEM with MAsterCam!
CNC CHRIS replied to Metals and materials's topic in Industrial Forum
drill a hole so your bull end mill can plunge before machining. -
3D_FACE_EXAMPLE..mcam
-
haas website my friend
-
Milling on Okuma LB3000 EXII using Mastercam code
CNC CHRIS replied to Minus 40's topic in Industrial Forum
yep, we had to purchase this for our OKUMA LB 3000EXII. we would just add values in the "stock to leave on walls" in the meantime. -
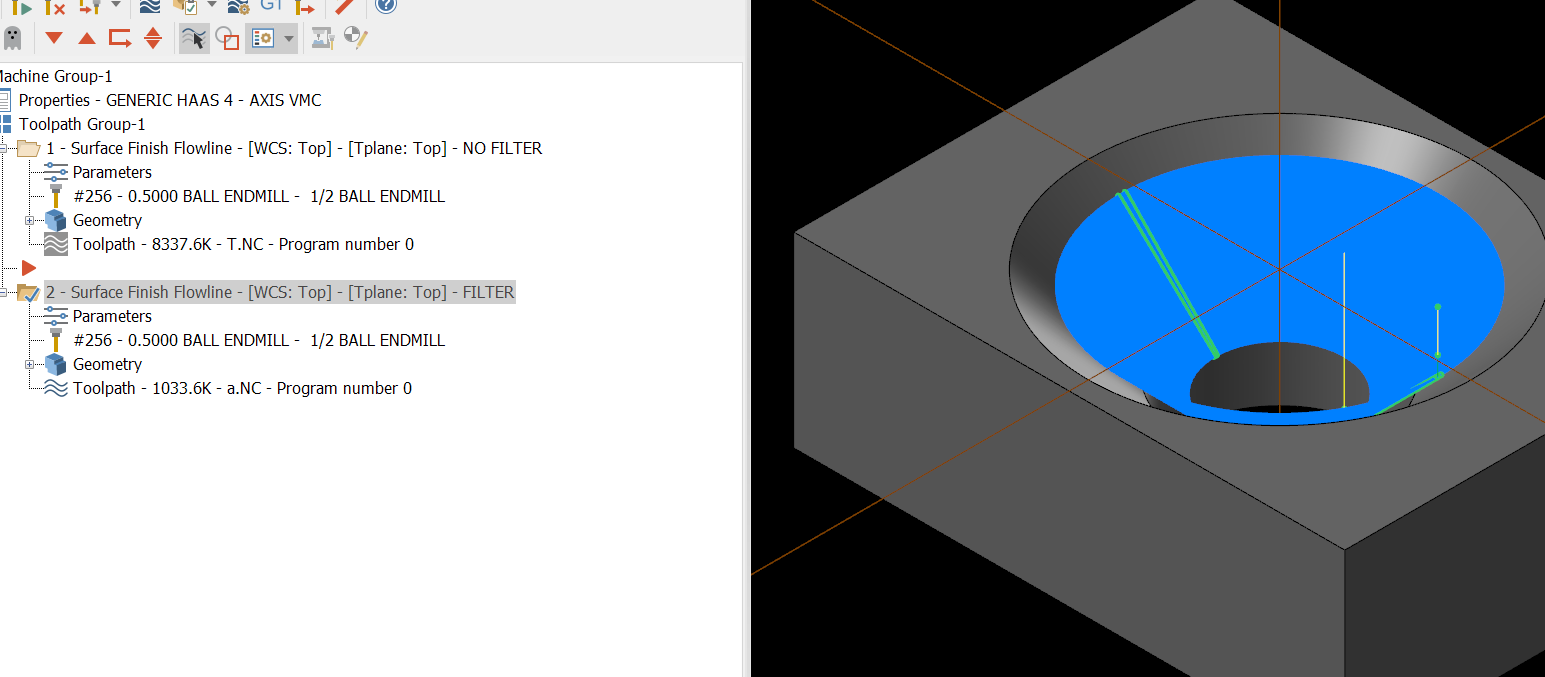
Reducing code within 3D surface finish flowline?
CNC CHRIS replied to brussell's topic in Industrial Forum
interesting, on mine it doesn't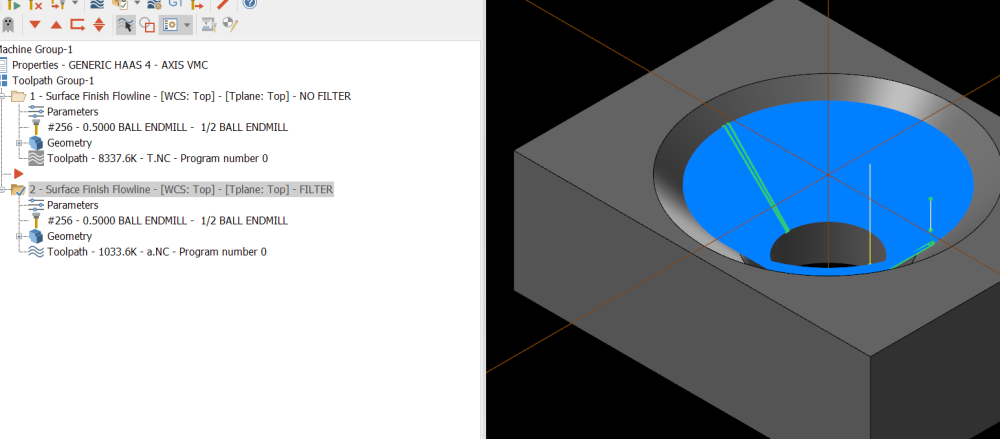
-
Reducing code within 3D surface finish flowline?
CNC CHRIS replied to brussell's topic in Industrial Forum
try this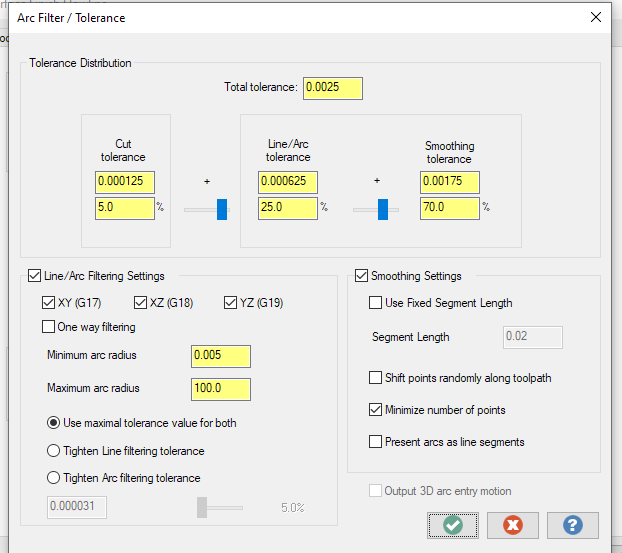
-
EVERYTHING has a tolerance.
-
that works too, but i see some people use unified for a lot of things was just curious if unified can do this.
-
thank for this. i wasnt clear on what i was trying to accomplish, i apologize. i would like to use unified to machine just the walls but leave some stock. right now im using a simple 3d contour, but i'd like to use unified to get really familiar with this toolpath.
-
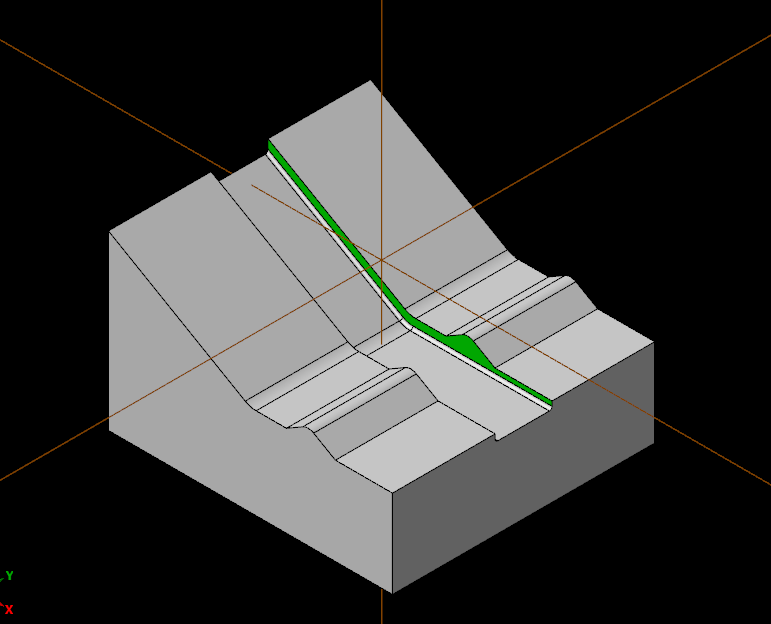
Is there a way to leave stock only on the walls (green surface) using unified morph ? trying to leave stock on walls and adjust as needed for a part to fit. I tried using the "collision control" page and tried using it as an avoidance geometry , but no luck thanks in advance. MORPH TRIAL.mcam