





Leon82
-
Posts
2,188 -
Joined
-
Last visited
-
Days Won
11
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Leon82
-
with rest machining you make the boundary bigger for tool entry. you only need to make one side bigger
-
sometimes power surface can give you something good for avoiding a hole
-
if you copy them you may need to rechain everything but all the settings will be the same so i think its a little less work
-
there is an engraving path that should work. you could also use surface horizontal and pick the floor as drive and top of the letters as check but i would try a pocket set to zigzag with a tapered wall angle in depth cuts
-
you would make a plane on the bottom and copy the operations and switch the plane to the bottom . then it will verify correct and you could either bost it all or just the first half. transform rotate may work with y as the axis of rotation but i would have to mess around with it to see. you mat need to make a rotation plane
-
I did that for the yasda we have it was cutting a line on an angle before it did it
-

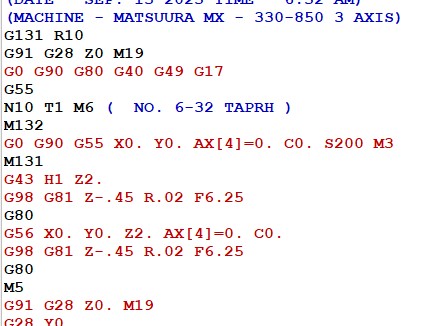
How to copy toolpath(s) from G54 to G55 in Mastercam
Leon82 replied to PGcam's topic in Industrial Forum
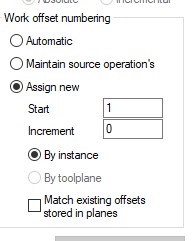
put the increment at one also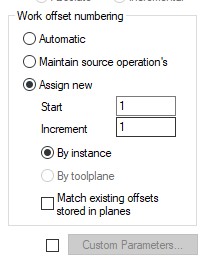
-
you can force optirough to 2D with the steep shallow
-
modelprep, hole axis
-
How to copy toolpath(s) from G54 to G55 in Mastercam
Leon82 replied to PGcam's topic in Industrial Forum
-
when i was messing with mine there was a value in the post for axis of rotation but it was older. it mat be in the machine def now
-
How to copy toolpath(s) from G54 to G55 in Mastercam
Leon82 replied to PGcam's topic in Industrial Forum
You don't have to make a duplicate plane. You can assign a new offset per instance and keep the offset distance at zero. -
its for machines without look ahead. you take a piece of aluminum or delrin and mill a hole and spring it out. then you increase the feed until it overcuts and put the values in the machine def or that box i cant remember. then when you use the function it should slow down the tool to avoid overshoot on the servos.
-
Pitch in your little gems that make mcam life easier
Leon82 replied to jlw™'s topic in Industrial Forum
it does the same with the show all button also -
If it's trimming or tilting to avoid the holder it will need regen
-
i get these with circlemill sometimes mostly with 10mm holes. never found a solution. i usually draw a new hole a little bit different size.
-
I use the black background
-
on top of those i have found a tighter tolerance will remove those sometimes
-
has anyone had trouble 5 axising on a mam72-35v?
Leon82 replied to Leon82's topic in Machining, Tools, Cutting & Probing
All three that ran the program. The pc4 is an ac machine. Both mam72 are bc and only a couple years apart -
Miniature Endmill Inspection
Leon82 replied to Cp5010's topic in Machining, Tools, Cutting & Probing
Our yasda had a dynavision. You can see the flutes on the TV screen. -
when we do extra tight true positions we set up seperate offsets and use a sub program for probing. for that part type we would probe the hole at b0 and copy the x value to the b90 offset and then come up to b90 and probe the rest of the part at b90. this is one example where the datum hole had to be probes at 90/ we have a shift at the end also so if you can offset for machine variances M01 (SET G55 A TO -90.) #5244=-90. N50 T60 M6 ( 2MM PROBE OMP 600 ) M01 M132 G0 G90 G54 X-1.1811 Y-.1673 AX[4]=0. C0. M131 G65 P9532 (PROBE ON) G43 H60 T60 (PROTECTED POSITIONING CLEARANCE HEIGHT) G65 P9510 Z1.2125 ( PROBE Z SURFACE ) G65 P9510 X-1.1811 Y-.1673 G65 P9510 Z1. G65 P9511 Z-.787 S54. G65 P9510 Z1.2125 (PROTECTED POSITIONING) G65 P9510 X0. Y-.1378 Z1.9999 ( PROBE C AXIS ERROR COMP Y AXIS ) G65 P9510 Y-.7677 G65 P9510 Z-.3251 G65 P9518 X1.45 Y-.1378 Z-.3251 K3. B2. S54. G65 P9510 Z1.9999 (C AXIS CORRECTION) M24 G90 G0 G54 C0. M23 (SET G55C EQUAL TO G54 C) #5245=#5225 (PROTECTED POSITIONING) G65 P9510 X0. Y-.1378 Z1.9999 ( PROBE Y SURFACE ) G65 P9510 Y-.7677 G65 P9510 Z-.3001 G65 P9511 Y-.1378 S54. G65 P9510 Z1.9999 (WCS CHANGE RETURN Z TO ZERO) G90 G0 G49 G53 Z0 M132 G90 G0 G55 AX[4]=0. C0. M131 G43 H60 (PROTECTED POSITIONING X AND Y) G65 P9510 X0. Y0. (PROTECTED POSITIONING Z) G65 P9510 Z2. (PROTECTED POSITIONING) G65 P9510 X0. Y0. Z2. ( PROBE BORE ) G65 P9510 X0. Y0. G65 P9510 Z-.1378 G65 P9514 D.8661 S55. G65 P9510 Z2. G65 P9533 ( PROBE OFF ) G49 G53 Z0 G5.1 Q1 G91 G28 Y0. G90 (G54X EQUALS G55 X) #5221=#5241 G91G10L2P1X#700 G91G10L2P1Y#701 N30T3M6(1/4 SPOT DRILL)
-
has anyone had trouble 5 axising on a mam72-35v?
Leon82 replied to Leon82's topic in Machining, Tools, Cutting & Probing
So switching that parameter to 0 fixed the issue -
has anyone had trouble 5 axising on a mam72-35v?
Leon82 replied to Leon82's topic in Machining, Tools, Cutting & Probing
They had us switch 11775.0 to a 0. It was 1 and the other mam is 0. We will see tomorrow if it makes a difference. The pc4 and other mam run it fine. If the parameter change doesn't help I'll try it -
has anyone had trouble 5 axising on a mam72-35v?
Leon82 replied to Leon82's topic in Machining, Tools, Cutting & Probing
The older man. Cuts the same program fine. They bar ball tested it and it is good there. -
If you want that motion use contour and then you can trim it and the sorting should work

