Joe777
-
Posts
67 -
Joined
-
Last visited
Joe777's Achievements
")





-
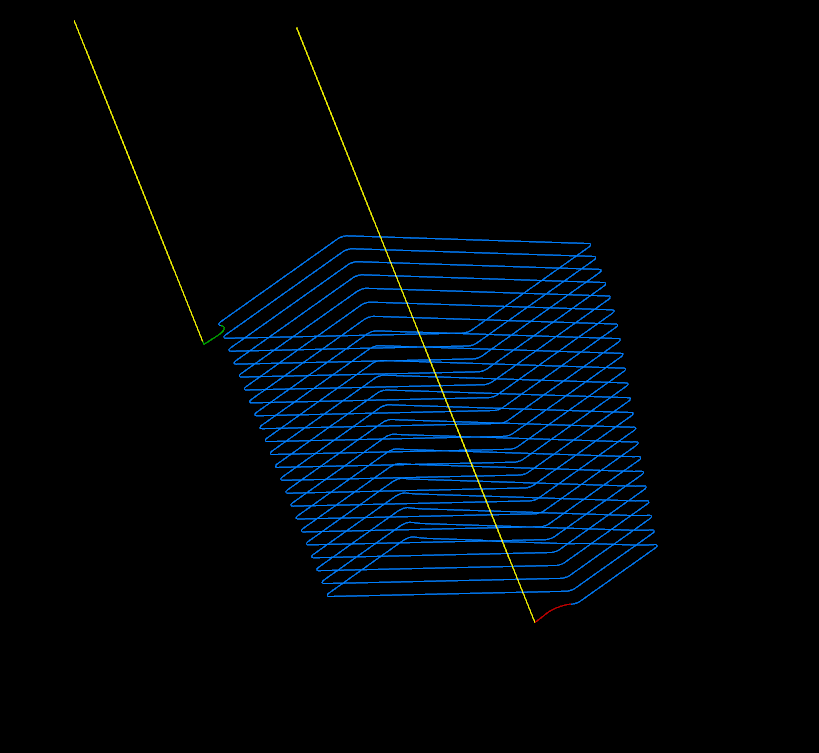
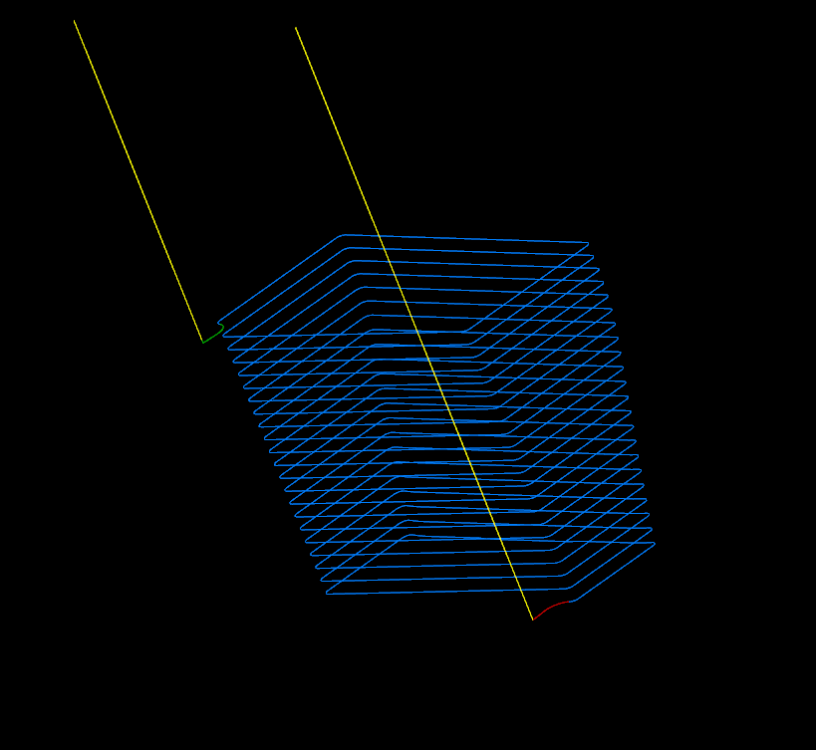
In Mastercam - you have 9 ways to skin a cat. I would prefer "Swept 2d", even though it's not spirial, it does produces arcs and least number of code lines. JP_SPIRAL(1).mcam
-
prcc_call_end$ almost works as intended, besides other redundancy, it completely ignores subout$ in plin0$. "G0 Z.0707 G0 Z.11 M9 M205 G91 G0 G28 X0. G28 Z0. G90" Should be one the lower turret, yet somehow it ends up being written to a wrong channel. (****************************************************************) (*********************** UPPER TURRET TOOLS *********************) (****************************************************************) (****************************************************************) M200 M300 G0 G18 G20 G69 G80 G40 G90 G94 G109 L1 (UPPER TURRET) G91 G0 G28 X0 Y0 G28 Z0 G90 G53 B0 G0 Z.0707 G0 Z.11 M9 M205 G91 G0 G28 X0. G28 Z0. G90 M30 (****************************************************************) (*********************** LOWER TURRET TOOLS *********************) (****************************************************************) (T3 | ID ROUGH R0.0313) (****************************************************************) G109 L2 (LOWER TURRET) G91 G0 G28 X0 G28 Z0 G90 (T3 | ID ROUGH R0.0313) N3 ( OP NO.3 ) G10.9 X1 M901 M202 T003003 G90 G54 M8 G0 Z.11 X4.6633 G18 G92 S6000 R2 G96 S100 P1 M203 R2 G0 Z.0707 G95 F.01 G271 C.1 R0. G271 P100 Q110 U-.02 W.01 F.01 S100 N100 G0 X5.4958 S100 G1 Z.0524 X5.3137 Z-.0387 G3 X5.2954 Z-.0608 I.0221 K-.0221 G1 Z-.1251 X4.7849 G3 X4.7407 Z-.1342 K-.0313 G1 X4.6999 Z-.1546 N110 X4.6633 M30
-
Tim, Thanks for your reply: First of all: I have just started my journey into Mill-turn programming. The issue that I'm describing was brought to my attention by a Junior Mill-Turn programmer. I know it makes no sense. Everyone, Including Applications Manger @ Mazak, is telling me: there must be a problem with the "Wait Codes". I'm just describing an issue from some one else's words. I'll get to the bottom of it.
-
Hi Ron, Thank you for reply: The G-code was NOT generated by MT. We just manually moved some M-waiting codes around to allow both Main and Sub to to work Independently at the same time. Yet, the Sub is not working as intended. It does seems like both Main and Sub are synchronized. We are not doing Pinch Turning at this time. If I understand you correctly, It's possible to Pinch Turn different turning profiles at the same time. It just happens that in our case it's on different spindles and that's why it's not working correctly? Thanks.
-
Hello Mastercam community. Appreciate your help. I'm having a little problem with INTEGREX i-200ST. I'm using an upper spindle to make an OD finishing cut on Main spindle(that takes a long time.) Meanwhile, I want to do some OD roughing with the lower turret on the Sub. Basically it doesn't allow me to have Main in G1 and Sub in G0. As soon as Sub reads G0 it waits for the Main to read G0 and only then G0 on the Sub is processed. Seems like a safety feature. Anyone seen anything like that? Thanks.
-
-
You have this selection menu: When you pay for a seat. You don't ask such questions.

-
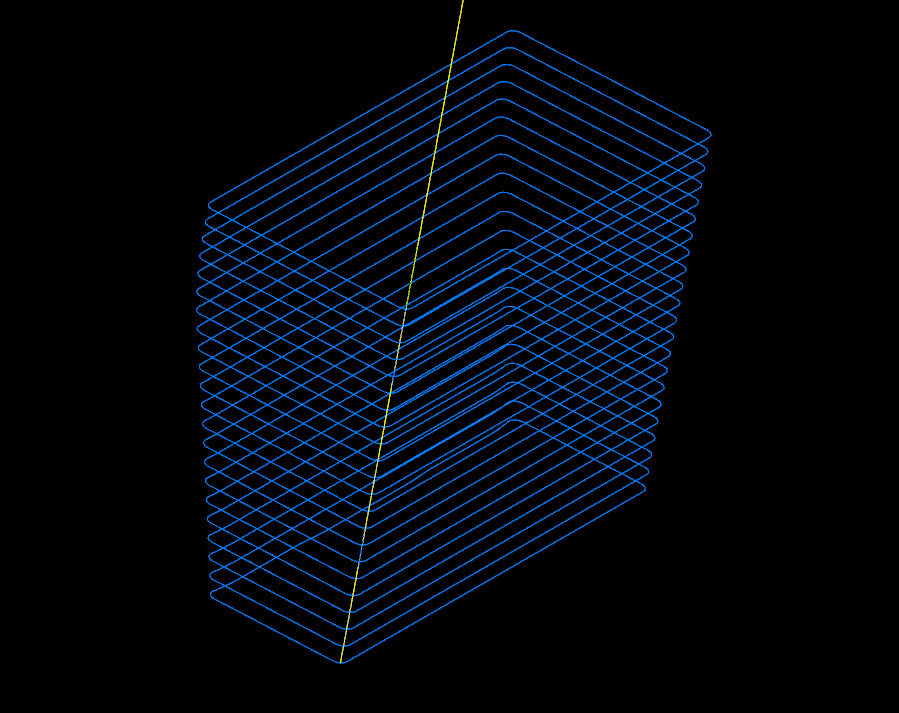
The entire toolpath is Entry, except the last contour at the final depth. The Helix is circular, it can't profile ramp. Cimco's HSM addon looks promising. Only if it worked correctly, direction of cutting does not work "both ways" and it does not recognize "rest stock" correctly! pocket.mcam
-
Same toolpath, as 3D contour with cutter comp off. Saved modified geometry. Do I have to make my own ramping? Ridiculous! Funny thing is: the original pocket g-code is 935 lines long while this one is 917 lines without filtering. Lead In/Out needs be fixed so it points inside the pocket: I love and I hate Mastercam at the same time
-
The toolpath here is a "Surface rough pocket". The toolpath looks very nice except the plunge! I just don't understand why most of the legacy toolpath's don't support ramping! The only way to avoid the plunge is to plunge outside containment. It's a non center cutting tool, I can't plunge with it. Mastercam is Ridiculous!!!
-
I never had any luck with it but, there is always an option to get a ceramic bristle brush and go over the surface.
-
Surface High speed(Horizontal Area) I like to use for flat area's. Very efficient. Recently I cheated by using "2d dynamic mill" for finishing purposes. You need to filter it to get nice arcs. (Is there any other finishing tool path like that?) Pocket has too many (lead in/lead out) leaves marks.
-
It just a toolpath across two chains. There is no surface!
-
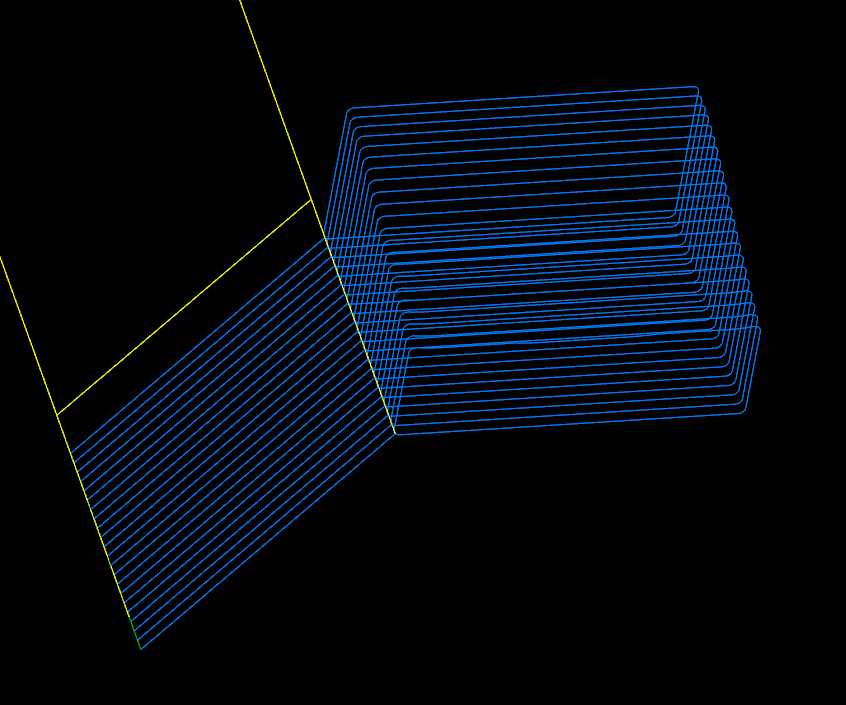
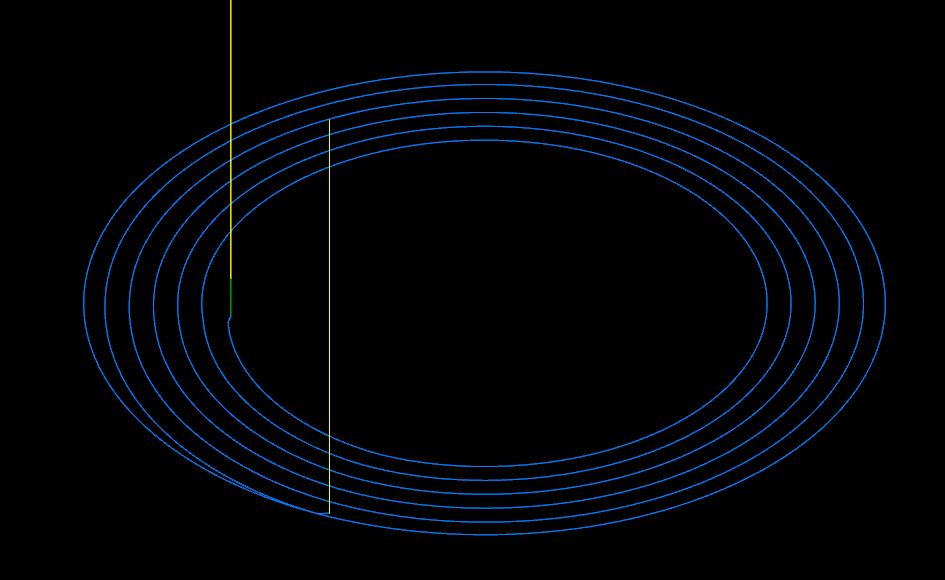
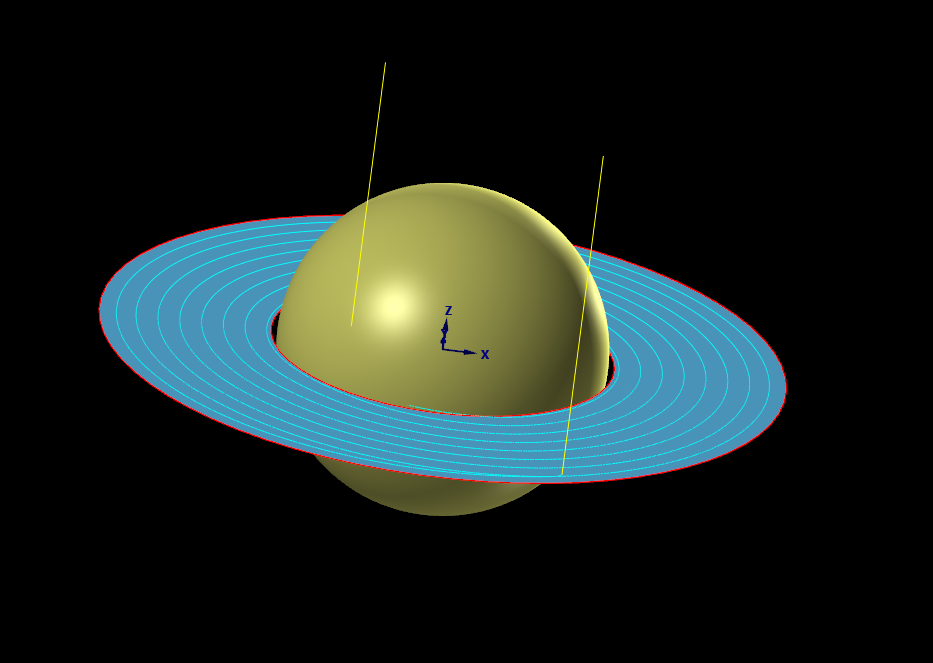
Lets have some fun: you where tasked with finishing the Z level of the Saturn rings. What is the most efficient tool path? Don't worry bumping into the planet-as it's a gas giant! This one is a 2d high speed dynamic milling. Produces a toolpath of 600k, with some filtering can be reduced to 15k. Am I missing something? I couldn't find a finishing toolpath to produce similar results.
-