AGreen5
-
Posts
97 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by AGreen5
-
I think a lot of video tutorials will be neccessary to watch. Mastercam is not natively intuitive, it doesn't prompt the user, it doesn't particularly suggest anything. There are some simple rules. I think 2% of diameter is a pretty decent guideline for a finish wall stepover. On floors it seems .005 is a pretty decent value under .375 cutter diameter. Most high quality CNC machines that aren't old can work with microlifts of .004 during dynamic cutting. Arc Filters set to half the finish stock allowance and with minimum arcs set as high as reasonably possible generally seems to reduce misc lines of code reasonably well. Machines with AICCII and machining condition select will generally cut faster if the arcs are converted to lines, but if you have a low numbered control (OI) (I series) the number of lines of code is very important to be minimal so sometimes you have to violate that rule because Fanuc I series controls suck and are terrifically slow. I have seen 80 second code for a 31I run 180 seconds in an I series machine. In my experience, in the relm of 1-1.5X D depth of cut, dynamic paths in stainless like to be around 15% engagement in order to optimize speed and stability. If you go lower on depth like 1/2D you may find 25% is acceptable and faster. Speed and feed recommendations from the manufacturer are a good guideline, make sure to click RCTF on the dynamic paths. Anyway those are some guidelines that will probably help you assimilate to functional use of the software. DON'T GUESS FEEDS AND SPEEDS. That's sloppy, lazy and your program will be built on a foundation of sand.
-
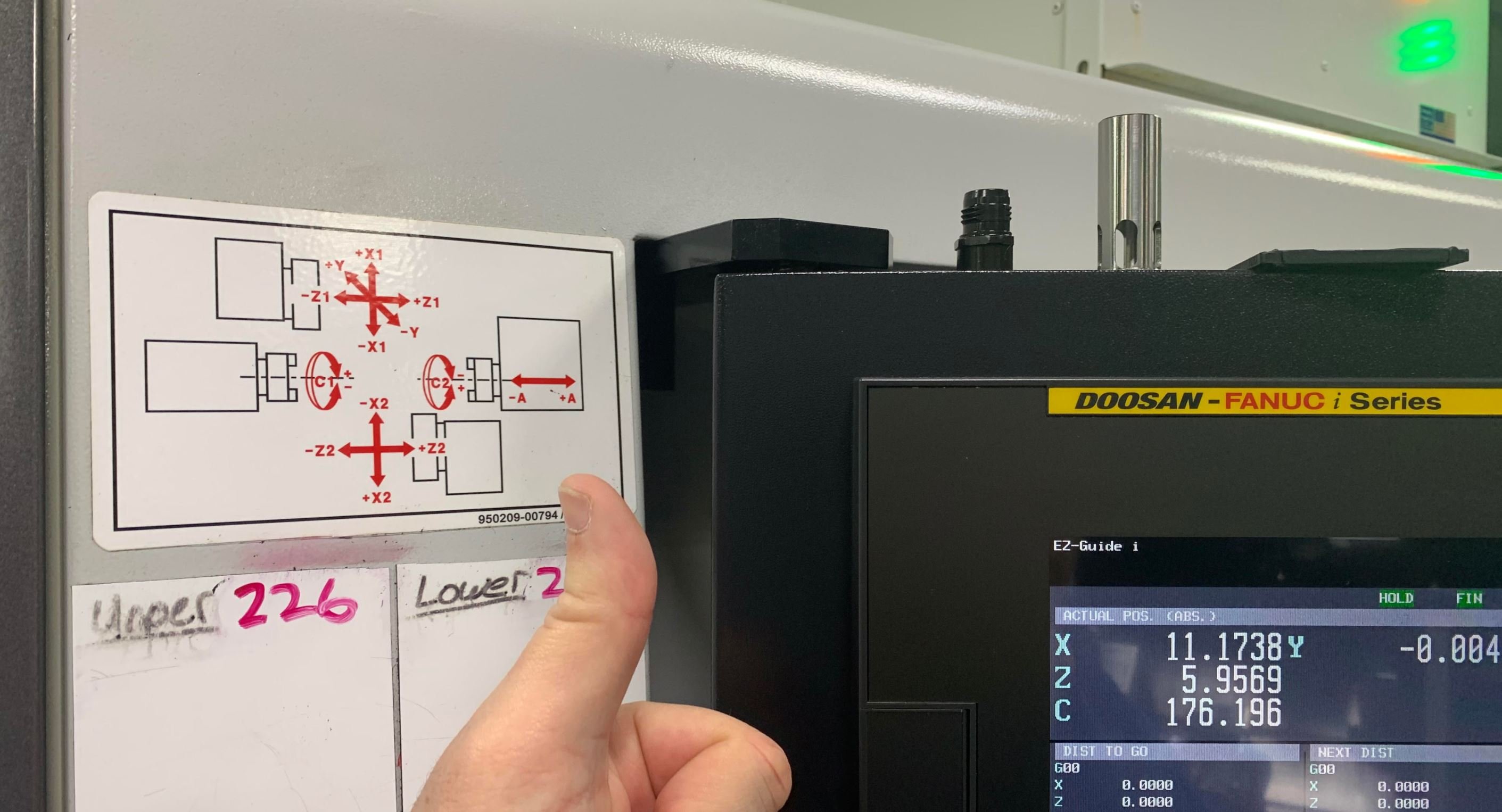
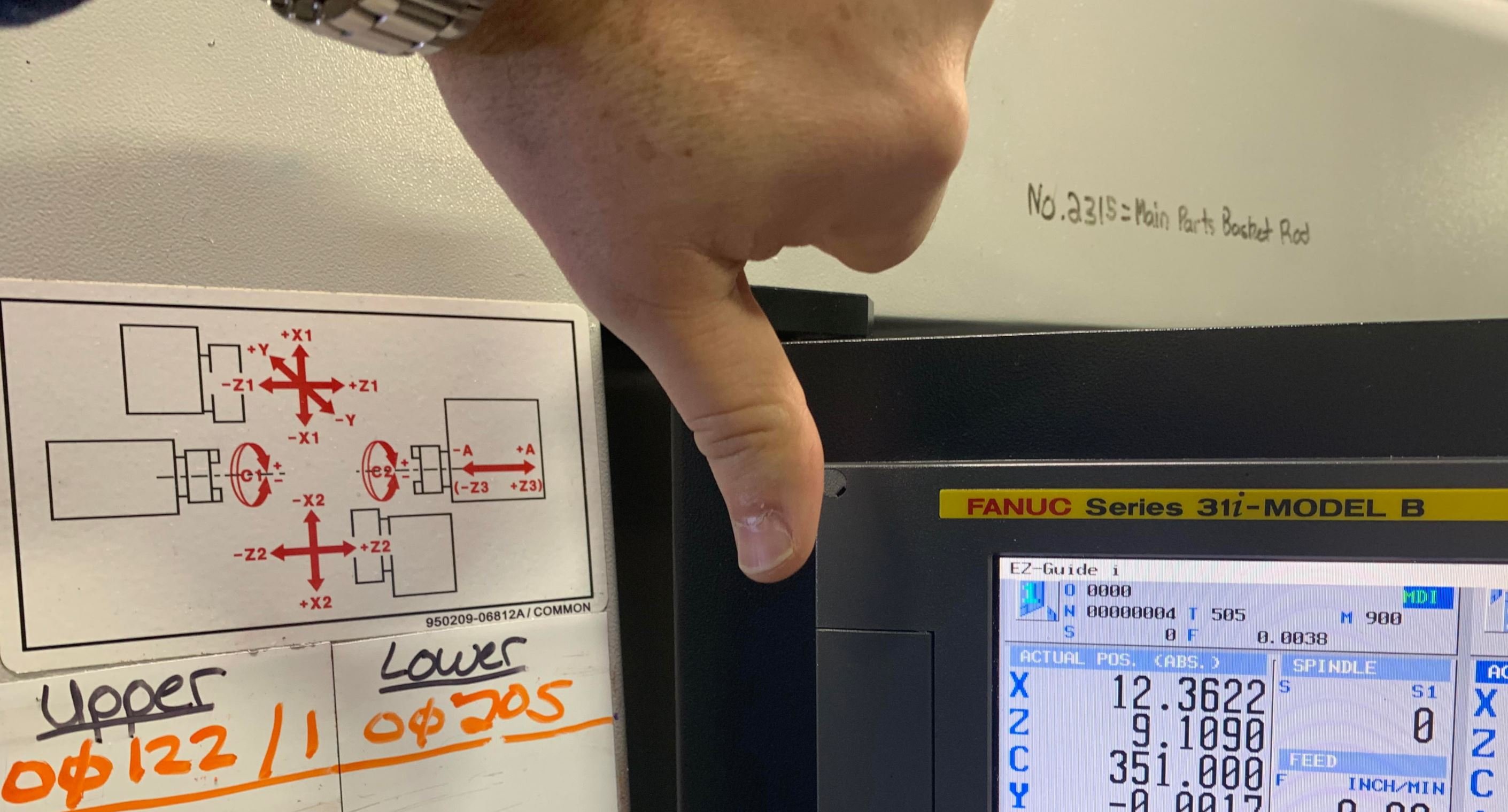
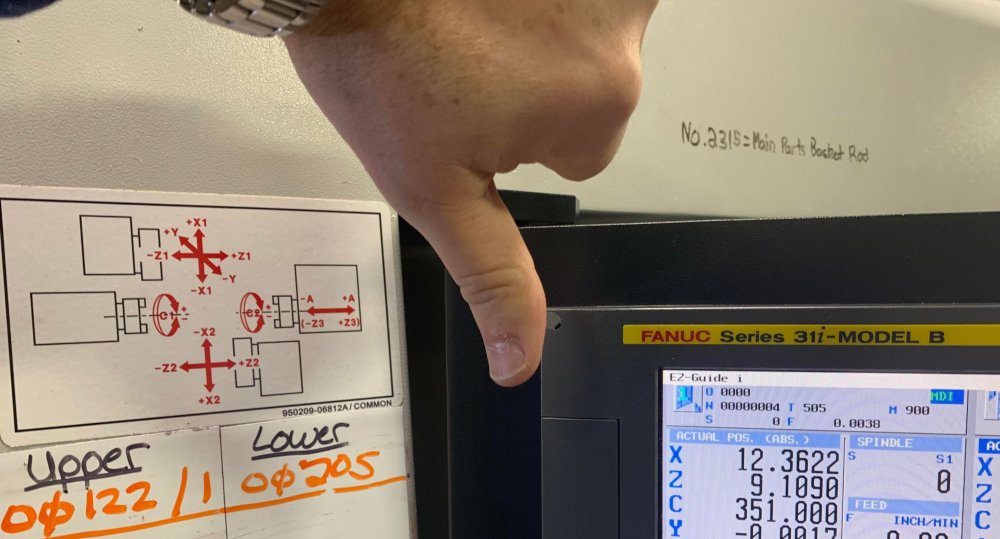
I learned a little something about Mill-turn posts. We had an issue that was hard to put our fingers on. It was difficult to work the edits because initially post edits would take several months (about 4). We had been working that issue here and there for 4 years, and had developed methods of working around some of the issues, like simple math in cimco flipping arcs, or flipping polarity of code and stuff like that. Lately I got into a really complex part with a bunch of C axis cutting necessary on the lower path of our twin turret machines, and that part challenged our ability to have all the work arounds to make the situation functional and made it obvious we had to return to attempts to resolve it. We began to talk to our reseller, and they were able to help me work through it more successfully as a totally new group of support people. We had been posting thread milling backward and conventionally and then changing arcs in cimco to get the correct hand with climb milling to run in the machines. We found that apparently some of the post infrastructure is based on the machine axis stickers on the face of the machines. We now had two different control versions of Doosan's TT1800SY machines, one the 31I, and two the newer I series control. The axis stickers didn't match- the I series newer machines had the corrected revision axis sticker. Our C axis polarity was wrong on the 31I. The Lynx, the Puma, the TT1800SY's they all have the same polarity on the subspindle. They all take the same code, including the 31I model from 2018, as well as the 31 model from 2013 that we traded in (we ran the same code on both before trading that 2013 in on one of the newer I series machines). CNC Software was able to flip the "Y axis" polarity of G12.1 polar coordinate interpolation, and flip the arcs, and that seems to have solved the issues. So the Mill-Turn Sim seems pretty solid now. That solution required CNC to do something contrary to the work of two resellers of Ellison who had tried to straighten it out with them. So we were lucky to have the pictures of the axis stickers so that we could prove there was something wrong here.
-
Do you happen to know what parameter and what this is called for manual searchability? It would be useful to know what parameter that is, and what if any unintended consequences occur by changing it. I have only owned Fanuc subspindle machines from Doosan and Yama Seiki, 11 machines of 7 different models (4 models if you don't count control and facelift upgrade "model name II" changes) spanning 2013 to 2021 production (31I-A, 31I-B, OITF, I series controls) and they have all behaved the same for motion across C zero. I think this is the default method Fanuc uses. I'm not sure parameter changes are necessarily the right way to confront a programming problem, but maybe they could be a viable solution? There isn't really a great way to figure out how to change machine behavior. Fanuc has a hotline of people who have little training and read the manual to try to find solutions for customers, and Fanuc tries to push the issues at the builders, and the builders and Fanuc often push the issues back and forth. Obviously every new machine will come with that "normal" behavior. It would also be cool for Mastercam to have a parameter to flip C rotary motion across zero to post positive 360 degrees so it works in the default Fanuc configuration.
-
After Prototek helped me with information about sims needing to match software model years, which seemed to imply the wizard doesn't bring a mill turn sim from one year to the next (something I was previously unaware of before working with Prototek very recently), I was able to get a new sim that needed some changes, but they told me to send them an example of code with edits, which I did, and most of those edits were supported by mill-turn, and they were able to get me edits rather quickly, like about a week, which was the fastest set of edits I've received so far on Mill-Turn, and those edits seemed to pretty much nail the changes. I still get some of the wrong plane combos in posted code- that seems to be a struggle for Mill-turn (calling G17- 18 19 correctly), but that's fine as I can edit those rather easily, and otherwise it's appearing to post pretty solid code. It's hard to make a call on how solid a post is in a multi-axis lathe with two turrets because there are so many combinations (face polar, face c interpolated feeds, face Y on upper and lower on both sides (12 combos), and radial y and C both sides upper and lower (8 combos), and turning on both sides upper and lower (4 combos) and so many different toolpaths blowing up those combinations to possibly hundreds of combinations, but it appears the model year and current edits are working pretty solidly. I have noticed one area where mill/turn and lathe are hard to work with and that is if you are running C interpolated feeds across C0. It would be vastly more functional if the software would post offset 360 so the numbers didn't cross 359 to C0+ causing erroneous 360 rotations of the chuck in machining, but that isn't settup to do that. So if you are doing something C interpolated across zero you have to hope you can post it with an axial offset and Cimco simple math it to compensate it to position about C360- bridging into the 360-720 degree second rotation in a way that won't require crossing zero to make that geometry on a part. Fanuc reads crossing C360 to 361 as continuing a revolution, but crossing 360 to code ZERO as a full rotation reposition to a place 360 degrees separated.
-
I noticed some things about the "Default Mach Sim" that don't make much sense. The machine needs: G00G28U0.V0. G28W0. In order to be at a position that allows a turret tool change (the machine won't change unless the turret is Z referenced as well. The "default sim" doesn't output G28W0. So the machine wouldn't ever be able to tool change without manual edits to every operation. It also called M262 high gear once, there are no gears in the spindles- the machine is direct drive on both main and sub spindles back to 2013, we just sold a 2013 TT1800SY which had direct drive main and subspindles. The M05P11 call is after the reference, not before, and should always be M315P11 (main spindle stop without confirmation) before reference so the machine shuts off the spindle as the turret references in overlapping time. We actually had a ladder writer for Doosan out here from New Jersey, and he's actually by sheer coincidence out here tonight fixing load monitoring on two new TT1800SY II's with the different and newer 15" I series controls, and he gave us M315P11 (main) and M315P21 (Sub) so both spindles can recognize without confirmation. The post calls M08 std pressure coolant, which we swap to M07 high pressure coolant. The M09's are called, but unnecessary for low pressure operation (std config) and actually undesirable with high pressure coolant because they just wear out the coolant motors which would rather stay on and allow the dump solenoids to redirect coolant for the turret index. They maybe should have a high pressure coolant version of the post and a standard pressure version. I would bet half the customers get high pressure coolant on these. I also think it would be cool to just output M110 interference check off under the safety reference on the operation header and M111 interference check off cancel under the reference on the footer- standard. The Doosan interference check kills complete execution on about 40% of tools for no good reason, and just wastes floor time.
-
I got the updated default 2020 sim now for my 2020 software- lost my correct chucks, but the operation posts properly. The factory correct toolpackage developed 1.5-2 years after I requested it is now part of the std machine sim so I didn't lose that. I guess the lesson takeaway is that the sim needs to be swapped every time you upgrade the software year because the sim is only good for a particular year of software. The change recently this year probably put me on a 2021 sim on 2020 software. This morning I'm on a 2020 sim and 2020 software and that appears to be working well. In the process I also learned the tool vector used by the deburr path is apparently based on the WCS- not the tool plane. So Z and Y are choices in 3 axis that output radial attitudes with different indexes relative to WCS Z and Y, and the choice X in 3 axis, gives me a face approach like a 90 degree live tool would use. The transform is still not supported for Deburr, which doesn't totally make sense since the "transform" is just the same code at different C indexes. The X choice face approach was not capable of being posted and the error it was giving me was IOF or something, not mentioning the tool being incorrectly loaded, it appears Deburr only supports radial live tool approaches.
-
I am getting default warning messages since the forced plane combo update with the reseller. Im on 2020 I didn’t transition to 2021. My plan for the future was to update on final releases. My sim is from 2017 spring of, the last edit may have for all I know sent me a 2021 sim. I think you might be right and the software and sim are conflicting now. If they are date specific they should put the year in the name so people say wait I can’t use that. Hopefully something obvious is happening that can be fixed.
-
With mt products the edits are slower. I do intend to call the reseller to see if there are any options. I feel like the mt product objective should be to support the full features of the software. Maybe they add feature support every year and the new sim is more complete than mine from 4 years ago? Im probably ocd or something but I went back to work yesterday hoping to nail that chamfer so I could relax and put this out of my head. I failed. Thanks for the offer, I think I might have to get braver and try the latest sim version starting from scratch. A read me documenting historical process would be really useful to understanding what to expect. I wonder if there was a smarter play like postability and camplete or something. Granted I do feel like the c axis y axis lathe is still more theoretically capable than most code software so to a certain extent you are going to run up against stuff the machine can do that gets hard to achieve in software. sometimes simple stuff, mastercam outputting motion bridging c0-c360 that fanuc wants to see probably as higher than 360 and lower than 360 to understand were not commanding full revolutions but rather motion in a smaller area.
-
My last edit request was can we output the plane combo on every operation. Previous to that it could call G18 once for 5 operations and if anything manual got edited or sometimes a machine reset could mean Im in the wrong plane combo without commanding one. Now it spits out 5 or so up top, and sometimes a couple or three on every feature in the same operation. Maybe that last edit screwed up the sim. I don’t know what is involved with editing it. I was hoping for one plane combo call in the header on the op near the tool call. My recent work has involved a lot more c axis cutting lower path. One of my workarounds has been another group, pull down a postability machine, do the non mill-turn supported work in postability lathe, then output that, run it through a code convertor (kipware)to make it look like doosan code, then proof that manually and stitch it into the program in cimco. That messes up the tree and takes a considerable amount of time. It would be cool to combine the toolpath and feature support of postability lathe with the benefits of mill turn. I also can’t see c zero in the environments so i have to post a test operation to make sure my c indexes are identical with that method.
-
I have a bunch of available paths that do not support transforms or that don’t seem compatible with the software. Some say they are missing operation defaults, but others let me do the work and then I later find out something different is going to render them unfit for what I’m trying to do. Like i used the deburr multi-axis path, and it verified correct, then output code with like 6-8 lines of g-code with no modal G01, and no feed commanded, spit out G17 5 times instead of G19 radial milling once, and that backplotted an all rapid zig zag. When I went to the software and tried code editor i found that the path had 135 lines of code in the backplot style code editor on board in Mastercam nc. I looked a little further into that one and it did not support toolpath transform y axis cross. So i reselected all of the geometry, and it hit surfaces on one side of the part like it couldn’t command an index. That may have been because i had it in 3-axis (x y z upper left) and it gets more confusing to operate the path from there with the what is your rotary axis que, which is like which axis are you talking about wcs? Actual axis name? There is no video explaining it. I’ve been running into a lot of paths that lose a type of behavior like profile ramp option in c axis contour is gone, and most c axis paths don’t support transforms. I work with a 6 figure 5 axis mill programmer at work and I showed him what I was running into trying to program one feature and we walked through 8-12 paths finding each one had some issue or another making them unable to attack a geometry it was like a chess game trying to wrangle the resolution we ended up drilling holes and plunge on point slotting on a geometry requiring c axis cutting with contour axis substitution. It will work, but we should have been able to cut it with profile ramp and not needed the drill. That didn’t support a transform so we had to create geo for each feature. There appear to be a lot of toolpath nuances in mill turn and I feel like it is important to know what doesn’t work so that we can focus on the stuff that does work. i have been told im not on the latest version of the mill-turn TT1800SY Mach sim, but faced with a choice of lose all my functional edits or get a new mystery sim I’ve wanted to keep my sim but am beginning to wish I could understand what the new sim could offer. Problems we have resolved since I bought my sim are correct locators, better tool loading, correct chucks, face milling sub arc output inverted, several plane combo g17-g18,g19 incorrect errors (obviously some persist). So if I upgrade to latest I may get flipped arcs wrong planes, tool locator issues. I am not sure they have a description of what has been fixed in the newer sim I think I asked and I don’t think they have a report. This is a fanuc machine. Pretty basic machine.
-
Does anyone have a list of toolpaths and features of Mastercam that are not supported by mill turn? I feel like that might be a good resource to have. I started working on some moderately complex parts and some geometries that required c axis tool paths like axis substitution contours and stuff nothing crazy and I started to realize many of the paths don’t support axis substitution and some of the paths won’t support toolpath transform. One of those toolpaths required trying what felt like 12 paths to find one that supported axis substitution. The contour wouldn’t profile ramp in axis substitution so I had to predrill a hole, plunge on point and slot the path. That was odd behavior for contour, which normally supports ramping. It wouldn’t support a transformso i had to create a lot of extra geometry and chain the other operations. Several tools in multi-axis appear to be unsupported. Like today I put together a debur path to cut a chamfer with a ball mill and found it to verify correct, but not post correctly. So I got like 6 lines of g-code- the wrong plane called out 5 times- G17, not G19, no G01, no feed callout, and went into code editor and have 135 lines of code there that apparently won’t post out so maybe the only solution is to hand trancribe the code out of code editor one line at a time? I also found prior to that, no transform support on the debur either, and it would only hit chamfers on one side of the part- no indexesso thats a cimco simple toolpath. When these situations happen i have to add a machine group, pull in post ability lathe, post an operation to try to ascertain where my rotary position compares to mill turn, post the op in lathe, and then correct c position in cimco, and convert the code in cimco to be formatted properly for the other machine. This is a pretty massive derailment of focus. Add the many attempts with tools that won’t transform or post, and its pretty frustrating.
-
Does anyone here have contact info for a Mitsubishi application person who is knowledgeable and will respond to an application question or who I can call or talk to on the phone? I have Mitsubishi MD PRO III EDM experience and know how to touch an upper and lower bore aperture in a pickup tool with the wire and teach an almost non-existent (.006-.008" Over 6") compound tilt skew to a work coordinate based on the axis created by the two centerpoints, then use that tilted coordinate to teach the center of the bore to that work coordinate? Is there any documentation or a program example available? I tried to contact MC Machinery but wasn't successful in getting my ticket responded to. I called local dealer Concept Tool but they are not allowed to support MC machines. We bought Mastercam Wire EDM and some training, but this application problem is an obstacle to getting to training. I was thinking potentially we could program the machine to thread, pickup the bore and teach that to the coordinate, pickup the center of the upper and lower bores and use those two points to teach the tilt, then use the tilt to teach the center of the coordinate. It's theoretically possible, I just don't know how to do it, or if it is possible in the control of a Mitsubishi MD PRO III. We have Mastercam wire for the EDM but haven't started training because we don't know how to reach anyone at MC Machinery or any SE Wisconsin AE's or consultants to surmount this first settup obstacle.
-
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
We've had ours 4 years. It's never been a problem for us. Good to know on the date and time thing. I recently switched to a new computer. I changed the Windows time one hour today because it has been off since the windows install. -
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
Thanks Pete for the offer- I appreciate it. I called in this morning and realized somehow the communication of the dot between first and last was not received. I've resent the message and the POC should have it now. -
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
My e-mail to CNC software bounced (Delivery failure message) from two different accounts. They made a specific request for an e-mail and I'm going to have to hope to figure out how to get it to the intended recipient on Monday. I found the recipient on Facebook and sent the attachment requested there, but I would have preferred to have been able to send to the e-mail address requested for delivery. I hope that works. That CNC Software representative was very professional and super courteous to work with, and confirmed that there was no definitive timeline, so my request for hasp maintenance was something they can accommodate. I greatly appreciated the cooperation extended. It was highly functional to have that kind of help. -
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
I really strongly appreciate your advice to reach out to [email protected]. I had e-mailed them and was not getting a response, and I just called them and it appears they are going to be able to help me out. Mike over there said there was a resolution he could provide. I'm pretty grateful for that, this was looking very bleak before that. I want to say that I do feel Mastercam is a strong product at this point. It took me 4 years to get the level of understanding to be able to begin to feel that way, and even now I program very little as we've staffed the job for one and a half years. I really hope the best for education on the product and the future of the product. It was great to see some video education happen to the broad marketplace of CNC career people this year allowing hardworking people to get a chance to move their own destiny with their effort and I hope that initiatives continue to create a new generation of programmers. -
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
Don't get me wrong I didn't want any of this interaction or lost time and focus. I just wanted normal maintenance. I didn't ask to turn in my sim. Loss of the hasp, would be transformative. The software can't come home for weekend work or home with an employee for training- or gap support if he quits a job in good standing- with simple transportation of the hasp, the reliability can't be solid like a hasp when it depends on the internet and the server. The tangibility fades and the concept of owning something real slips away. I feel for CNC software in that they may have to adapt but I don't agree the adaptation has to impact all previous customers. I don't care if they even want to sell full featured seats (more features than I have) on a subscription where the customer never gets ownership and only pays maintenance. I wouldn't say, "that isn't fair". In fact I think it would be a solid move to counter Fusion. If they gave students seats for free like it was 1999 I wouldn't disagree that that will produce programmers (a benefit to company customers). That's how Mastercam got the market dominance it had. Fusion really used the Mastercam playbook. Adapting pre-existing customer product is where I disagree and feel harassment/harm. I was told there is a strategic intent to move all users to WIBU and have them all experience loss of ownership, freedom, and features like I mention above. I think what doesn't work is that CNC software strategies are harmful to customers, singularly beneficial to CNC software. That doesn't counter any market threat, because it doesn't make Mastercam more market attractive. I want CNC software to do well. I think listening to customers feedback and developing some mutually beneficial strategies, or at least strategies that don't harm customers, would be a great idea. -
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
That worst part of this whole fiasco was that it felt like a government audit and it was filled with stress. The wibu exchange cost me $3500 of my time over two days. You start thinking about Powermill, and Siemens NX at that point. Luckily my current programmer has experience in both. -
Hasp update going away? Post support off maintenance?
AGreen5 replied to AGreen5's topic in Industrial Forum
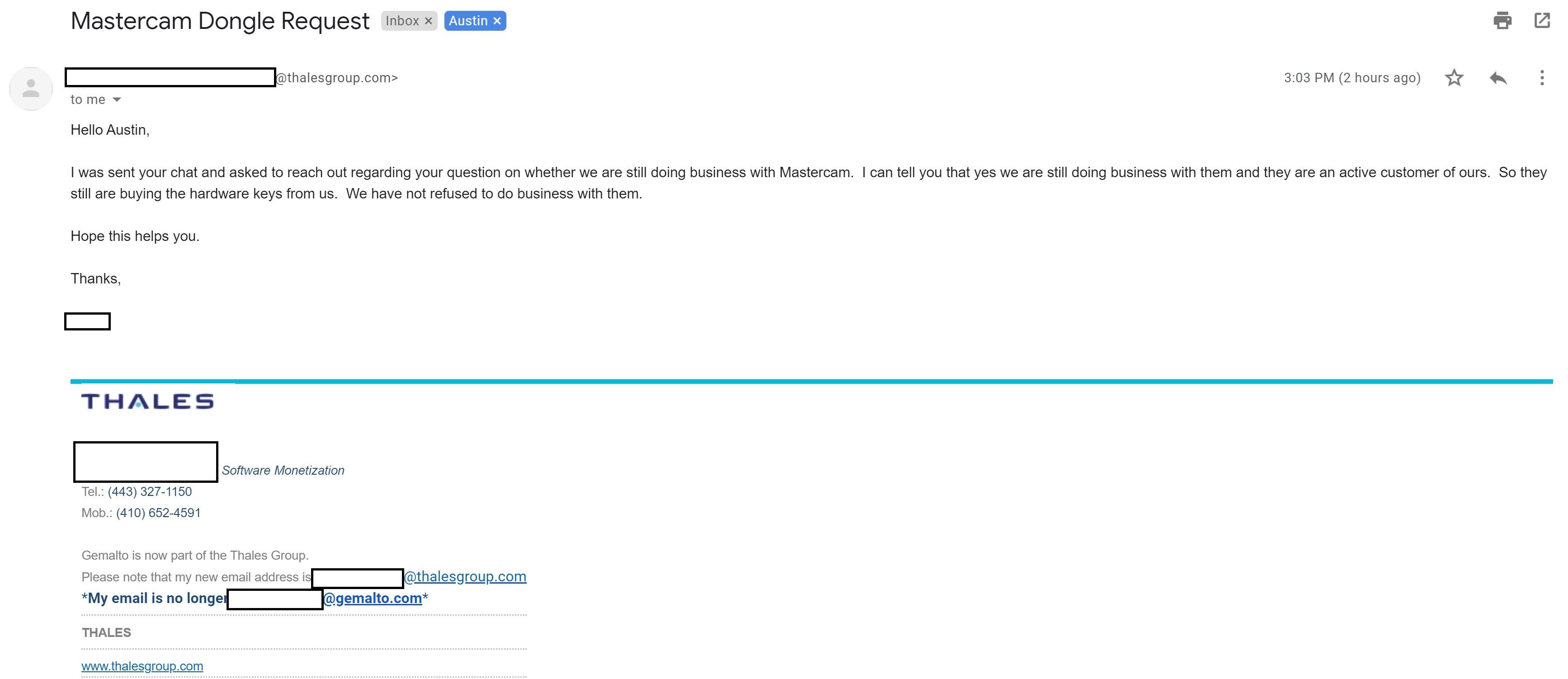
A CNC software representative gave me diss-information. He told me the new ownership refused to do business with Mastercam. I found an admin document talking about support of hasps at Gemalto.com, that page came up as redirected to Thales, where I saw them marketing Sentinel Hasps, and contacted Thales for a response.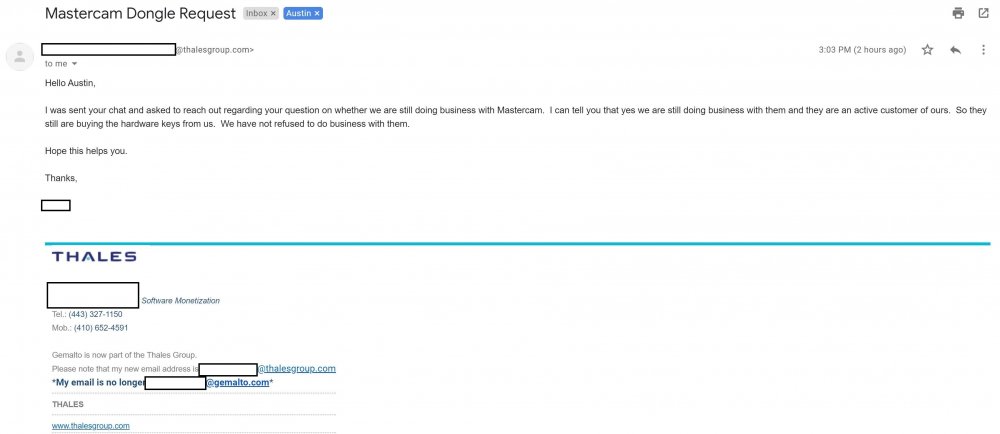
-
I was told Thales bought Gemalto and Hasps are no longer supported. One odd part of that was that there wasn't an official timeline was other verbage from CNC software. I see Thales advertising the Sentinel Hasps, and that is inconsistent. The reseller had said they wanted to get into our server- a condition we really aren't at all comfortable with, as we are an ITARS company and we don't have any third party employees in our server as a policy. We also have wireless networking and bandwidth latency issues and drop outs. No IT professionals in the company to handle server related issues, although we are looking for competent IT people who are willing to multi-task. We're kind of stuck in this stupid place where we have a reliable enough CAM solution and we would like to be able to continue on maintenance, but we want to keep the dongle- it was how we bought the product and it seemed integral to this non cloud ownership of software sales pitch. It's working reliably and its what we're used to. Are there third party post providers who can sell posts to people off of maintenance? It's a patch, a partial patch. We may have to migrate to some other CAM software for future work. I thought about paying maintenance for support on 2020, but realized that isn't really a good deal either. I feel like some of the guys are going to have to run on hasps in the field, and I don't know why customers are getting shoved around. If it's cost reduction, I'd rather pay for the hasp update and not be put in a corner where we don't have good options and have to think about things with some weight. We want to work here, not work in trying to figure out what to do because software vendors can't be consistent.
-
Desperation I guess, I like the monitors, the BenQ 4K's are really eye easy, I feel like my vision is more clear since I switched to them, but they certainly cause some issues with program compatibility of certain programs. I spend like 10 hours a day on monitors and I think these monitors are worth the money from the perspective of only getting one set of eyes to live with.
-
I reached out to Orvie Smith at NC Solutions. He was able to help me figure it out. Files options > Options> click large icons, Files> configuration>screen scale 2.5 worked for me, then toolpath manager, little drop arrow in top right corner, font, change font size got the tiny toolpath text fixed. That only took like 3 hours to figure out. The regetit thing didn't work, and the mastercam knowledge base topic was a path to pixelated and foggy display of large icons and text. The program is still pretty messed up even with those edits. So many things are out of size, it's fairly obvious it's not really compatible with 4K.
-
I tried the regedit thing, it didn't work. I still have the microscopic items in managers. The recommended help topic on Mastercam's knowledge base makes the screen blurred and essentially removes the benefit of the screen resolution and makes the screen lower resolution than a previous generation monitor on 2020.
-
I've got the same problem the register editing thing seems really strange. I don't know what I'd be telling Windows to do and how that might effect other things going on. Maybe mastercam should just make it work when they know 4K monitors and windows 10 exist. when I scale, all that scales are the gnomons and text in two areas on the screen. The toolpath editor does not scale.
-
I figured this out. If you go to C - Cimco, and right click the edit 8 EXE, you open properties, compatibility, scroll down, change high DPI settings, check box high DPI scaling override, choose drop down option override high DPI scaling behavior performed by: "system (enhanced)". That overrides scaling, without making the menus and fonts foggy and pixelated. I also had to use the Editor ribbon global settup (general) > editor> font settings as the other part of optimizing viewing settings.