Werktuigbouwer
-
Posts
56 -
Joined
-
Last visited
-
Days Won
2
Werktuigbouwer's Achievements
")





-
In the past we also had this error on one Mori machine. Even after adjusting the settings nothing helped. Our solution was to add a line to the post: round_opt$: 21 This changes how the post round the values. Use at you're own risk
-
Macro program - GT operator illogical behavior
Werktuigbouwer replied to ThickChips's topic in Industrial Forum
Have you also checked the inputs at line N14?. Mayby the control is overwriting it somewhere. -
How to copy toolpath(s) from G54 to G55 in Mastercam
Werktuigbouwer replied to PGcam's topic in Industrial Forum
In start field: 0 = G54 Increment field to 1, so when delta = 2 you would get output for G54 and G55 -
How to copy toolpath(s) from G54 to G55 in Mastercam
Werktuigbouwer replied to PGcam's topic in Industrial Forum
Also set the start field to 0 And delta to 2 -
Try adding: if nextdc$=3, pbld, n$, *sgcode, *sgplane, scc0, sg80, *sgabsinc, e$ into psof, ptlchg0$ and ptlchg$ at the place where you want them. PWCS will write for you the G54. Also remove you're hard coded line in ptap Good luck and try carefully
-
In the past we had an employee which had also rashes due to the coolant. In his case i believe it was chrome. First i would do an allergy test and with those results go to you're coolant supplier. Because just changing does not have to help you.
-
2022
-
In the mastercam file when mirroring in also creates a new plane which is rotated around the Z-axis. This gives the mirrored values of the X and Y axis. The only way I can come up with is: 1) Mirror operation around Y0 of operation 2) Ghost this operation before posting 3) Translate the mirrored operation the distance between the fixed faces in your example 2.69 4) Translate operation and last translate for G56 and G57 See also attached solution Output code: % O0001(A-22863-2) (DATE=DD-MM-YY - 29-06-23 TIME=HH:MM - 21:23) (MCAM FILE - C:\USERS\JHM\DESKTOP\DOUBLE_VISE_SAMPLE.MCAM) (NC FILE - C:\USERS\JHM\DOCUMENTS\MY MASTERCAM 2022\MASTERCAM\MILL\NC\A-22863-2.NC) (MATERIAL - STEEL INCH - 1010 - 200 BHN) ( T1 | 3/4 X 90 CARBIDE SPOT DRILL | H1 ) G20 G0 G17 G40 G49 G80 G90 ( SPOT DRILL ) T1 M6 G0 G90 G54 X.625 Y-.625 A0. S1300 M3 G43 H1 Z1. Z.1 G99 G81 Z-.265 R.1 F20. X5.125 G80 Z1. ( TRANSLATE FIXED DISTANCE OF JAWS ) ( SPOT DRILL ) ( MIRROR COöRDINATES ) G55 X.625 Y.625 Z1. A0. Z.1 G99 G81 Z-.265 R.1 F20. X5.125 G80 Z1. ( TRANSLATE FOR G56 AND G57 ) ( SPOT DRILL ) G56 X.625 Y-.625 Z1. A0. Z.1 G99 G81 Z-.265 R.1 F20. X5.125 G80 Z1. ( SPOT DRILL ) ( MIRROR COöRDINATES ) ( TRANSLATE FIXED DISTANCE OF JAWS ) G57 X.625 Y.625 Z1. A0. Z.1 G99 G81 Z-.265 R.1 F20. X5.125 G80 Z1. M5 G91 G28 Z0. G28 X0. Y0. A0. M30 % double_vise_sample.mcam
-
code works but looks like amateur hour
Werktuigbouwer replied to Rocketmachinist's topic in Post Processor Development Forum
Try on you're own risk: if return_mode = one, [ pbld, n$, [if gcode$, sgfeed], sgabsinc, sgcode, *sg28ref, "Z0.", [if gcode$, feed], scoolant, e$ if nextop$ = 1003 | tlchg_home, pbld, n$, *sg28ref, "X0.", "Y0.", protretinc, e$ else, pbld, n$, protretinc, e$ ] else, [ pbld, n$, sg00, sg53, *g53_return_z, scoolant, e$ if mi10$ = 0, [ pbld, n$, sg53, *g53_return_x, *g53_return_y, "(Tool change Location)", e$ if nextop$ = 1003 | tlchg_home, pbld, n$, sg53, protretinc, e$ ] else, pbld, n$, "G53 Y0. X-24. (Tool Check at Door)" , e$ ]- 1 reply
-
- 1
-

-
Brand new to Mastercam and stuck on something
Werktuigbouwer replied to Accurpress's topic in Industrial Forum
Did you use wireframe geometry? Is that also translated? Check mayby for a hidden level -
Lathe G70 Crash JUST STARTED PROGRAMMING
Werktuigbouwer replied to Matthew63098's topic in Industrial Forum
Try adjusting your approach position to X2.2 -
Variable height based on raw stock
Werktuigbouwer replied to Jeff36's topic in Machining, Tools, Cutting & Probing
Something for Fanuc like: #600 = 2.35 (Height of product can be placed separated on macro screen or in program) In cutting program: #601 = 0.005 (depth of cut) #602 = #600-2.0 (Material to be removed) #603 = #602/#601 (Number of passes) #604 = FUP[#603] (Round up) G65 P6000 L#604 (Sub program call) -
Lathe Roughing - Go to ref point after each cut
Werktuigbouwer replied to ThickChips's topic in Industrial Forum
Try toolinspect it should do the trick -
Something like: DWO macro 4th axis Corresponding Youtube: To post out a custom gcode, you need to use: *tox$, *toy$, *toz$ or: *tox4$, *toy4$, *toz4$ For the macro you do need to know the rotation point. I am working on a similar project but i first have to make the fixtures for that machine.
-
OPERATION NAME OR NCI NAME
Werktuigbouwer replied to eltklas's topic in Post Processor Development Forum
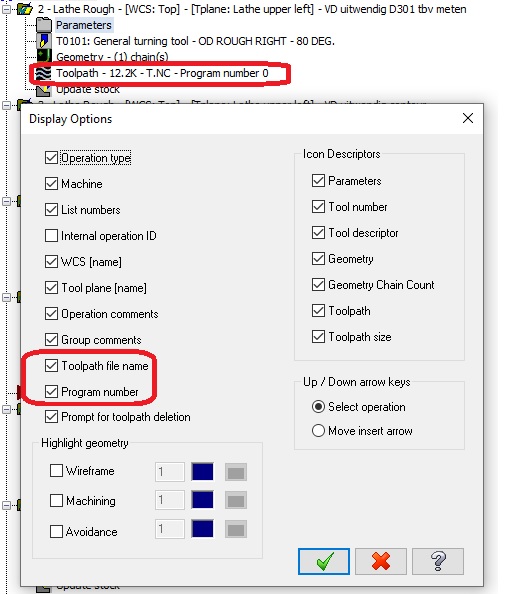
As far as I know it, the post processing is only processing the operations with the same NC file name. With multiple NC file names, it will process it separate per NC file name. To see in Mastercam the program number and NC file name do the following: In the toolpath manager, right click on a operation and select "Display options" enable "Toolpath file name" and "Program number", the values are placed at the toolpath line of the operation. To solve you're problem select all operations and right mouse click --> Edit selected operations --> Change NC Filename