SN_MCam_User
-
Posts
30 -
Joined
-
Last visited
Recent Profile Visitors



SN_MCam_User's Achievements
")





-
Renishaw Inspection Plus Settings
SN_MCam_User replied to SN_MCam_User's topic in Machining, Tools, Cutting & Probing
Thanks James - Renishaw was able to respond also with similar. We've been using feed rates on 9810 lines...but it may be too fast. We did that b/c we're trying to skate all the way across the machining envelope in 9810. Probably need to use unprotected moves more and limit the 9810 to a smaller envelope and keep the feed speed lower. Turns out Renishaw doesn't want you to feed too fast in 9810...so they have time to stop if the stylus runs into something... -
Renishaw Inspection Plus Settings
SN_MCam_User posted a topic in Machining, Tools, Cutting & Probing
Has anyone dug into the Renishaw Inspection Plus macros? Wondering if there's a acceleration / deceleration setting somewhere. I haven't seen anything in the manual...but could've missed. Also wrote to Renishaw directly but thought I'd check here too. Whenever we do protected positioning moves (9810) the machine seems to take off / end with no ramp up/down (feeding at 500). Rattles the sheet metal! It'd be nice to move a little more smooth. The actual measurement routines seem fine, it's the protected positioning that seems a little bang-bang. TIA -
Creating MDI Excerpts for Mazak
SN_MCam_User replied to Mudd's topic in Machining, Tools, Cutting & Probing
Not sure how much help this'll be...but might be a start. Look into the J parameters on your machine. I dont know how it works exactly...but in our case...someone wrote some custom toolsetting macros and managed to assign them to the measurement softkeys (SmoothX). For us it seems, setting J65 with the macro program number...J66 w an M-code 'shortcut'...J67 = Calling type...J68 = 0....seems to do the trick. I'm piecing together what was written down and comparing that with my parameter manual for a mill...so...no clue if this will be the same for your machine. I'd use caution...but it might direct you where to go... -
Perfect! Thank you Sir.
-
Has anyone got a current link to the SAE porting tools etc? clicking the link just above sends my browsers into a tizzy...right click and Save as is also a no-go. Security settings must be interfering somewhere. Thanks!
-
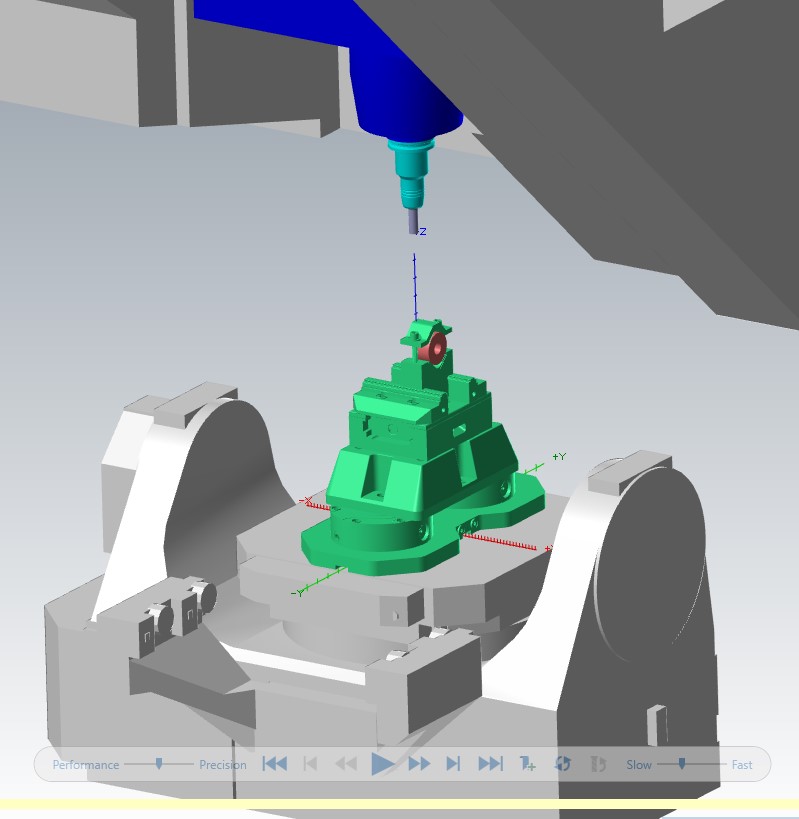
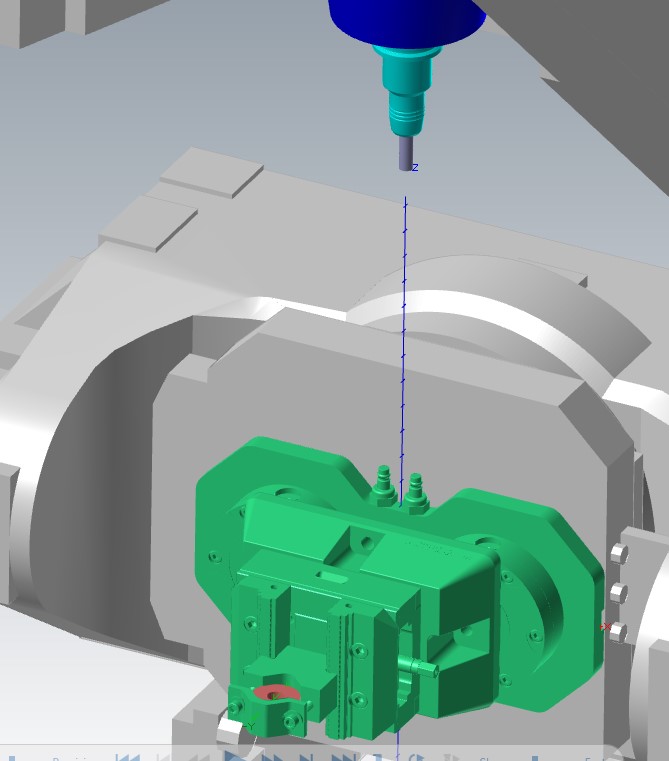
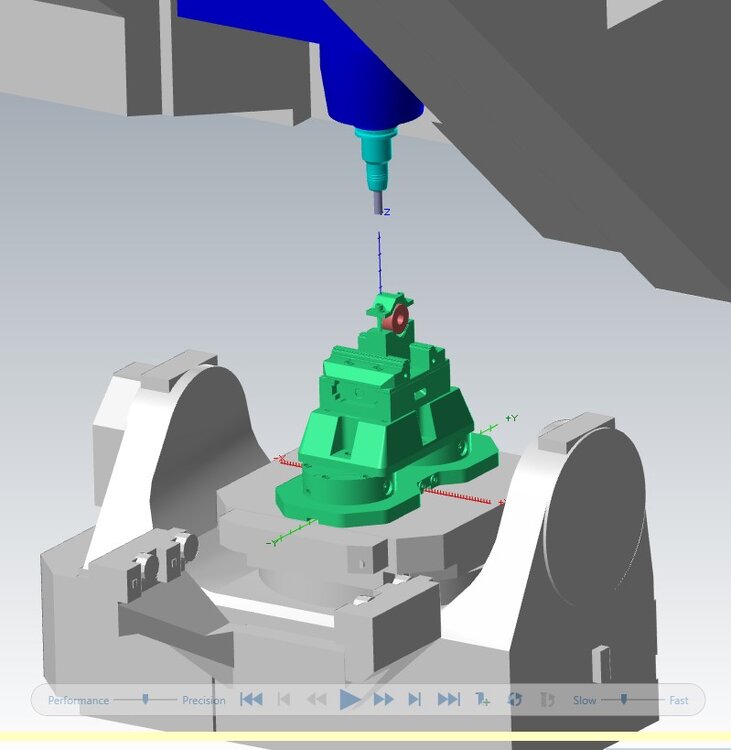
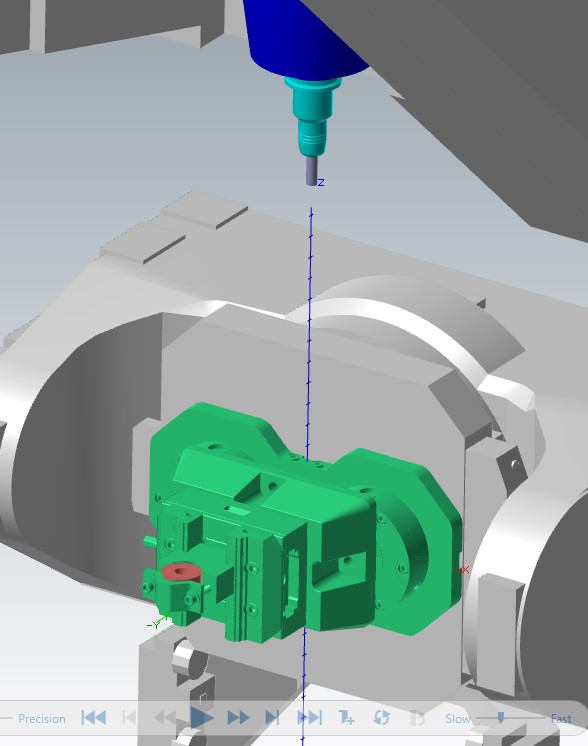
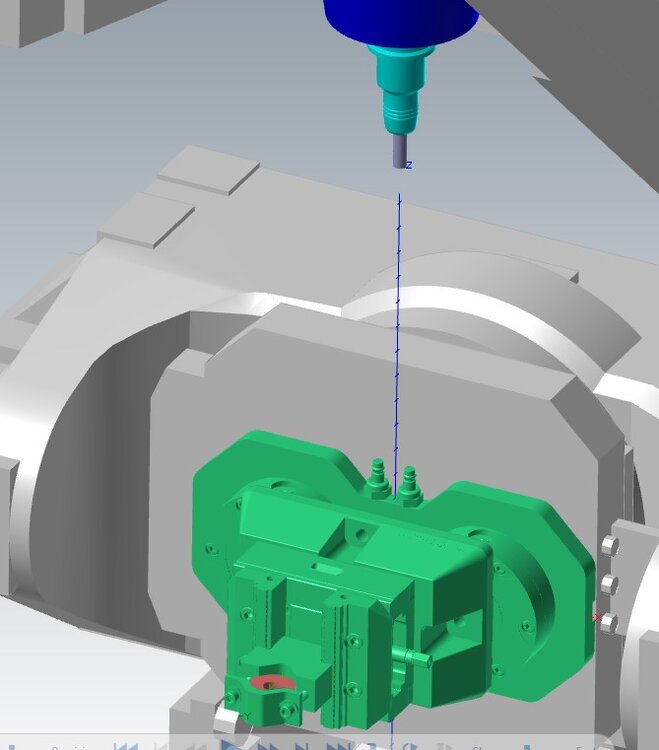
This is probably "5-axis 101" but its somewhat new to us and thought it might generate some discussion also. Can't show actual parts for this, so everything shown is simplified... First some setup information; Mazak Variaxis A-C axes (table-table), w 2-pallet changer. Inspection Plus, probing, calibrated COR via Mazacheck, G54.4, G68.2 are all available. A v-block fixture is positioned in self-centering vise for the entire run of the job. Pre-turned (OD and center bore) 'blanks' are loaded into a v-block fixture and sent into the machine. The turned OD we're holding off of varies in diameter more than some of the features we're milling, thus the desire to probe. G54 is our WCS in Mastercam and is set to the top of the vise jaws (Z) and table center (XY). G55 is the 'top & center' of the part at A-90/C-90 and G56 is 'bottom & center' at A-90/C90. We have features (3+2 only for this part but simultaneous on others) milled into both 'top' and 'bottom' of the turned part and we want the best positioning possible so we'd like to probe the center bore and refine our alignment - we just can't get at the turned bore feature until table is rotated. That seems to be where probing and TWP (G68.2) come in. Turned part is loaded...pallet comes into mill...G54 is active...axes are rolled to A-90, C-90...G55 is called...part is probed (XY&Z) and Inspection Plus does a back-calculation to shift G54 (?) in whatever directions are indicated by the probing...features are machined. Repeat for G56 later. This is the confusing portion - should the back-calculation adjust the WCS (G54) or the FCS (G55 or G56) and is this the 'proper' way to do all this anyway? Should G54.4 come into play here somewhere/ever? As you can tell...we don't do this type of work often...but need to make sure we're doing it appropriately when we do. nice to have bells and whistles but it's nicer when you know how to use them best...
-
Year-old thread isn't too old to dig up is it? To add to what @joem333 said - and maybe this is common-to-everyone-but-me knowledge - the storage locations for the measured errors are different for different machines/controls. In our case, Mazak/Variaxis/Smooth...the locations for XYZ errors are #140/#141/#142 etc and actually follow the Cycle Outputs table in the Inspection Plus manual (go figure). I didn't realize this and was a bit of a head-scratcher for a minute. The description for the Renishaw back-calculation routine isn't terribly in-depth and just says the errors are "stored".
-
Good luck to you - on my mind would be service service service...who ya gonna call for service and how long are you gonna wait? You may not need them often...but when you do...it can be a blown deadline and an annoyed customer if you're waiting.
-
2023 Lathe --C-Axis Cross Contour (parallel to axis)
SN_MCam_User replied to Code_Breaker's topic in Industrial Forum
Hi Don - I don't do any lathe programming any more...however i might be able to offer some advice to help you regardless. I notice you are having a problem...and you even tell us, "Machine Simulator is wrong"...but I would guess no one has come to your aid because at one point or another, everyone has had MachSim do something wrong. This is a long-winded way of suggesting you might want to consider providing more detail beyond, "X doesn't work - please help". I'll bet if you can provide enough detail on your problem, you'll have an answer in short order... -
MasterCAM for SolidWorks
SN_MCam_User replied to CNC programming questions's topic in Machining, Tools, Cutting & Probing
About the only thing I can add to that is...if I'm merging...I'm saving immediately after i merge whatever I'm merging... There is an option for "Change Recognition" that attempts to re-match toolpaths...I've only attempted it a few times...but it's always been less error-prone to march through and re-select geometry for me. -
MasterCAM for SolidWorks
SN_MCam_User replied to CNC programming questions's topic in Machining, Tools, Cutting & Probing
Wellll....your decision might already have been made for you. Can't really comment on your question directly however, it looks like Mastercam for Solidworks is in "sunset" status starting w the 2024 release. Meaning v2024 is slated to be Standalone only. This is information I received from my Reseller recently. Personally, on a "lesser" computer than I have today...and older versions...running Mastercam for Solidworks was not a "solid" experience for me. And we're not doing anything terribly complex. My workflow is pretty much how you describe - parts and fixtures in SW...and paths in Mastercam. I usually get fouled up when trying to merge new revisions when I'm working on the Standalone version - but that's a "me" issue I think more than Mastercam. I wouldn't say it's a bulletproof system [Standalone]...but for me its been significantly more stable than within SW and not bad compared to other software I use. I'm looking at you Hexagon... -
I'm curious on this also - using 2022 latest update - but saw similar solid edge jittery-ness on one solid feature edge the other day...yet smooth as glass on the opposite side of the part w a copied toolpath/identical feature. I was using 3D hybrid but decided to use a unified tp instead...and the strangeness "went away". Merged solidworks model in my case. I just assumed I was doing something wrong...
-
5-AXIS Positional Calibration
SN_MCam_User replied to UNEDUC8D_MCHNST's topic in Machining, Tools, Cutting & Probing
There are WAY more knowledgeable folks on here about that machine than I...but...is the "Maza-check" function available? Params need to be set properly in order for it to function as its supposed to...but the idea is Maza-check is supposed to help dial in these COR issues. Set the calibrated ball where the probe can get at it and let it dance around for about 10 minutes. Some run it weekly...monthly...seasonally... I guess it's Mazaks version of Renishaws Axiset. -
I'm a red-blooded male. I dislike change of any sort.
-
How to keep NC-file in same folder as the *.MCAM-file always?
SN_MCam_User replied to Tegheim83's topic in Industrial Forum
Check this thread... ".\" is your friend... NC file path