Barrier21
-
Posts
9 -
Joined
-
Last visited
Barrier21's Achievements
")



-
Thanks for the reply! That makes sense. Trying to keep the tool at .004 IPT when full slotting at .25 depth per pass 1.5 total depth and I am also roughing out a pocket 2" deep as well .5 depth .1 radial. Will try slowing the spindle and upping my chip load on next part. Thanks again!
-
Has anyone else experienced chatter issues when using corner radius (bullnose) end mills in aluminum? I run Iscar, Garr, Destiny Tool, Helical, .5" square endmills at 18000 rpm all day long and as soon as I throw in an endmill with a corner radius be it .060 down to .010, the ridiculously loud chatter is insane. Cant find much help on this issue online so any help or explanation would be greatly appreciated.
-
Sorry for the late response but thanks Jlw! I talked to mazak apps and the guy said he doesn’t know anything about having to change parameters to get it to work.. But an apps guy and service guy are coming out tomorrow to re calibrate the machine. Turns out the first service man KNOWINGLY never calibrated the A axis and his actual excuse was he just couldn’t figure it out because he’s never done a Variaxis.. not to mention his numbers were off on the C axis as well and it took him 2 months to fess up to not doing it. Moral of the story is we’ve been trying to run parts on an uncalibrated machine and Mazak service here is really disappointing.. I can’t thank you guys enough for all the help though y’all are great people!
-
The service guy who set up the machine supposedly got everything set up correctly. We’ve emailed mazak several times about getting our high pressure coolant set up and have been waiting for around a month or so now. But when he does come we will make sure he re calibrates and gets it done correctly. Just sent another email about doing mazacheck and ballbar and laser calibration. Will see how they respond! Thanks!
-
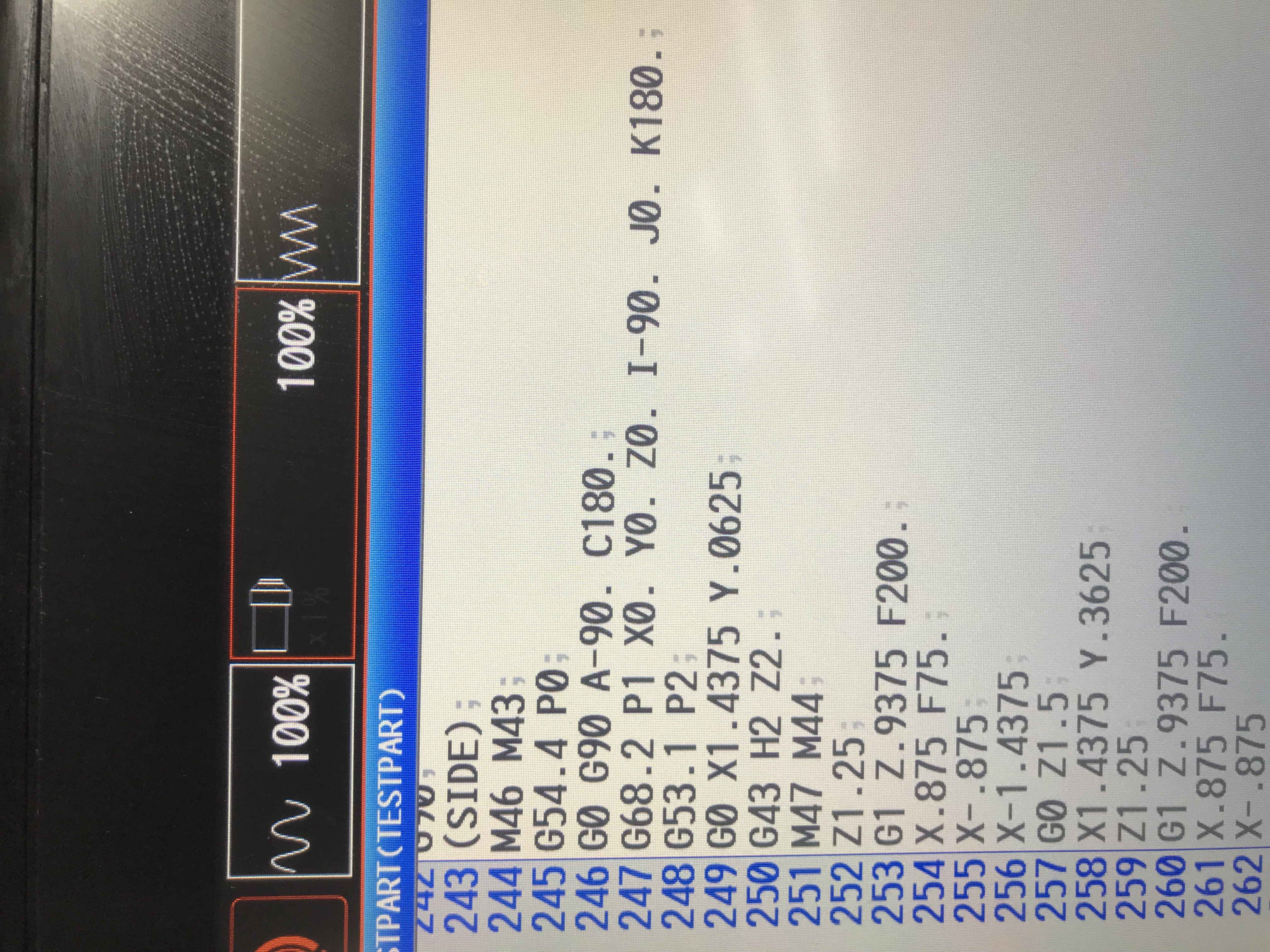
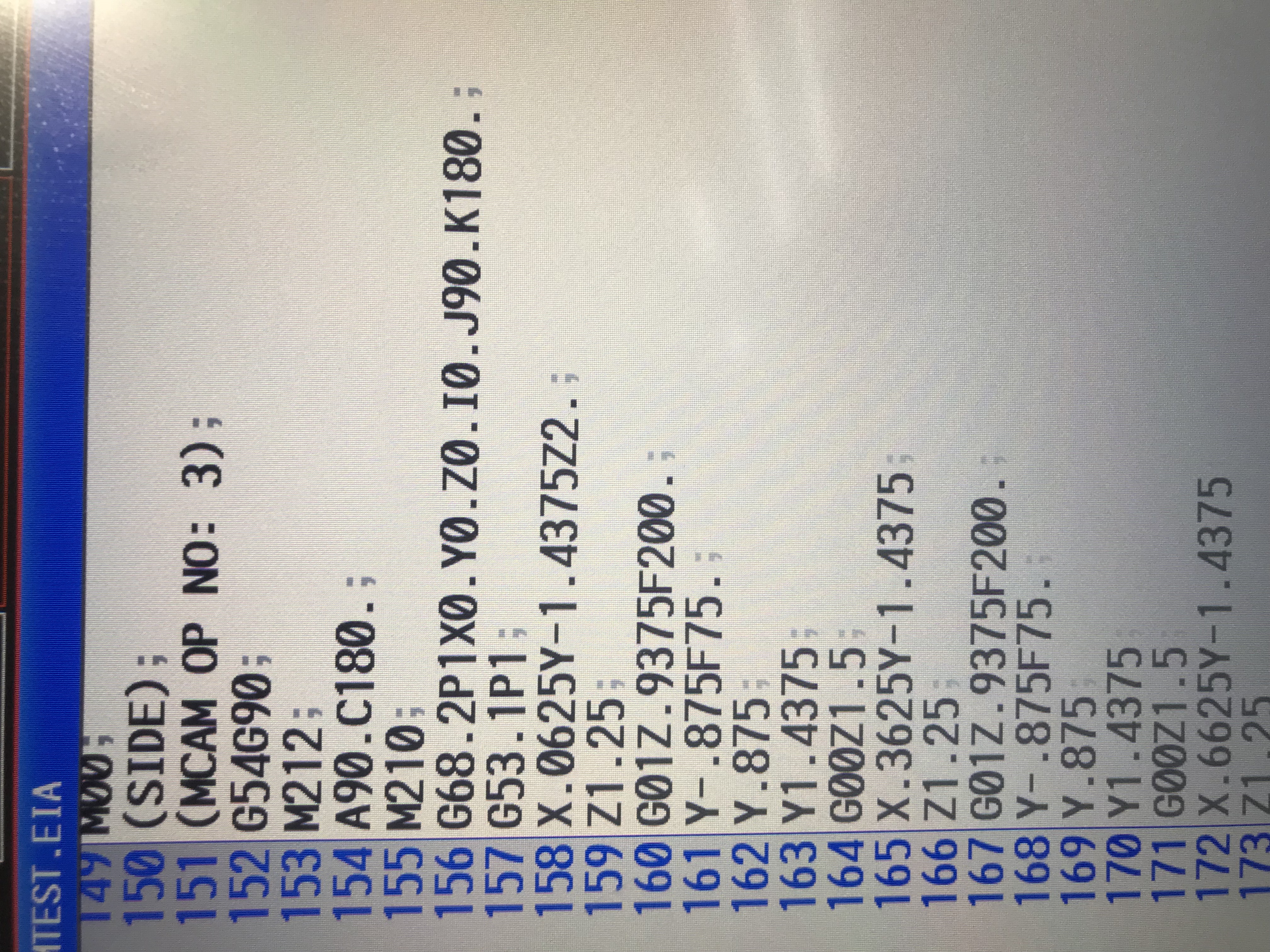
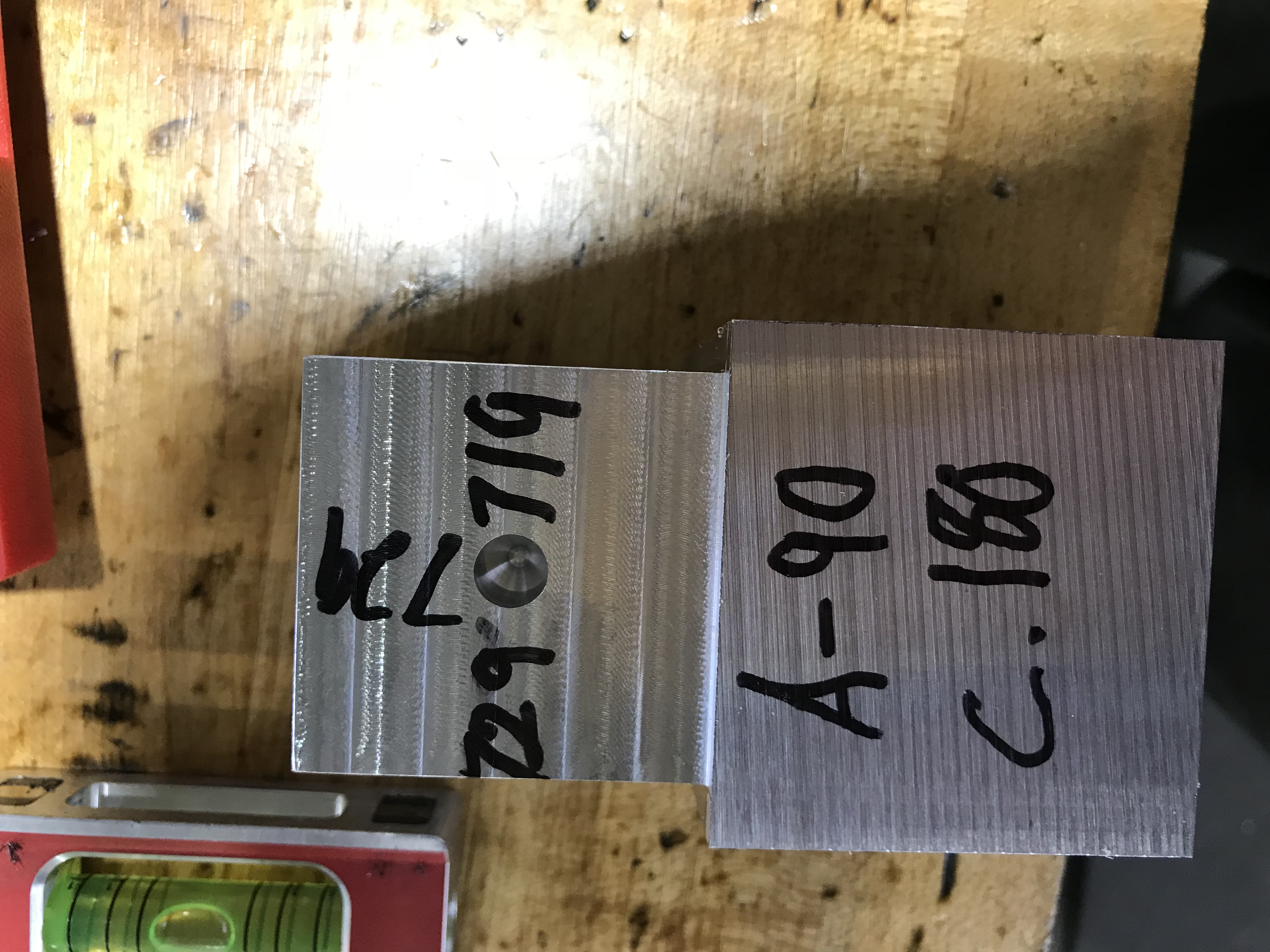
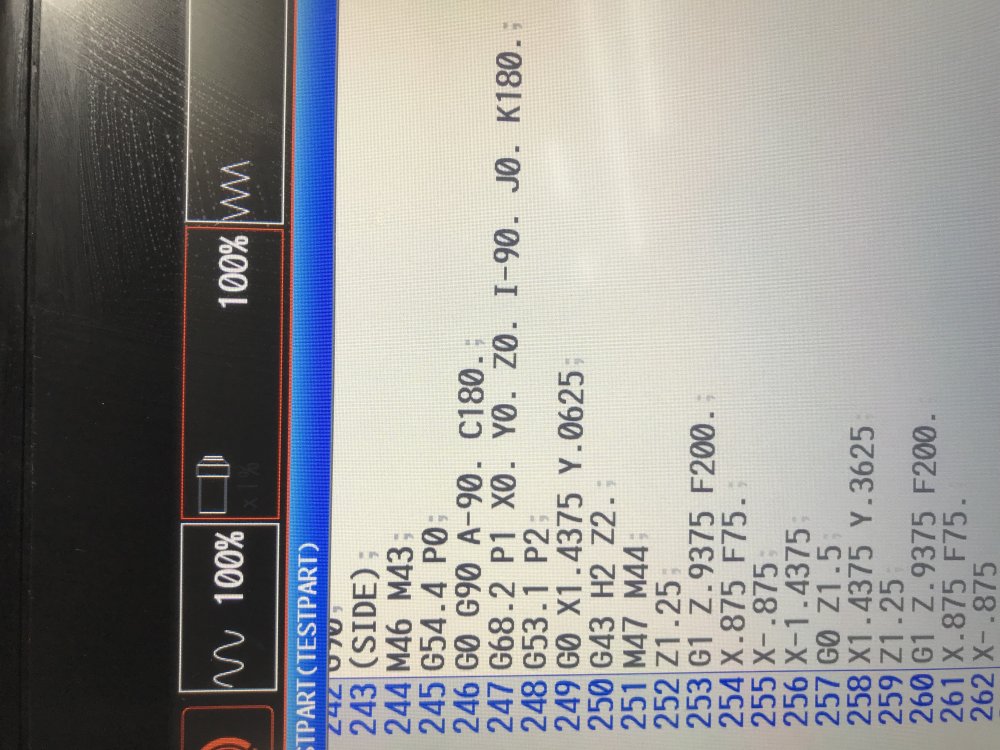
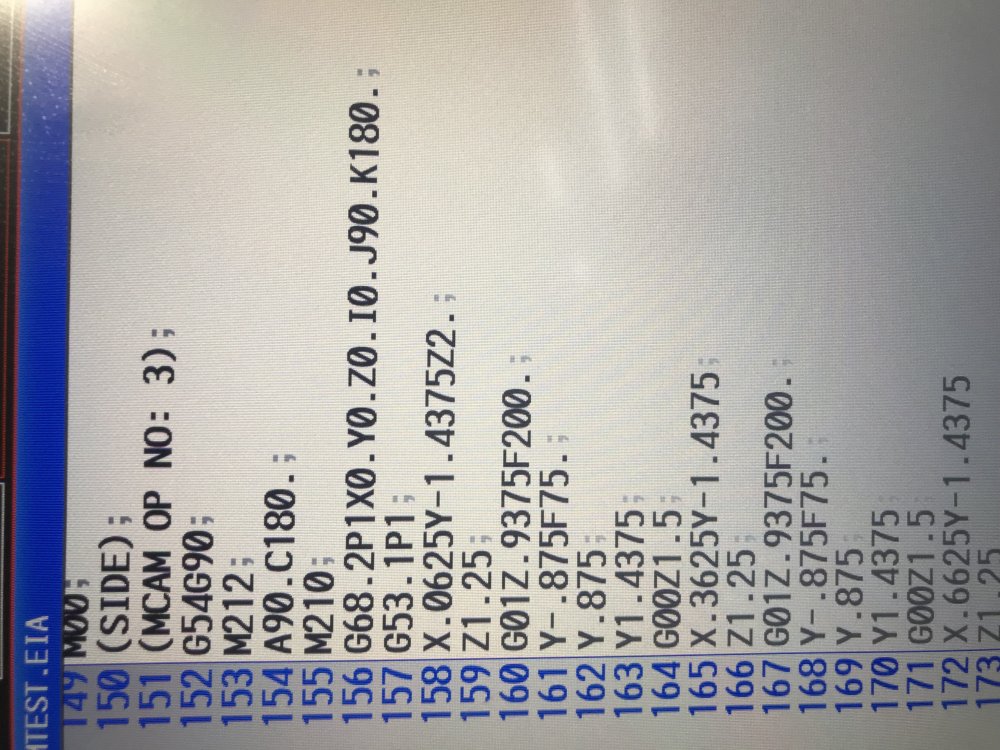
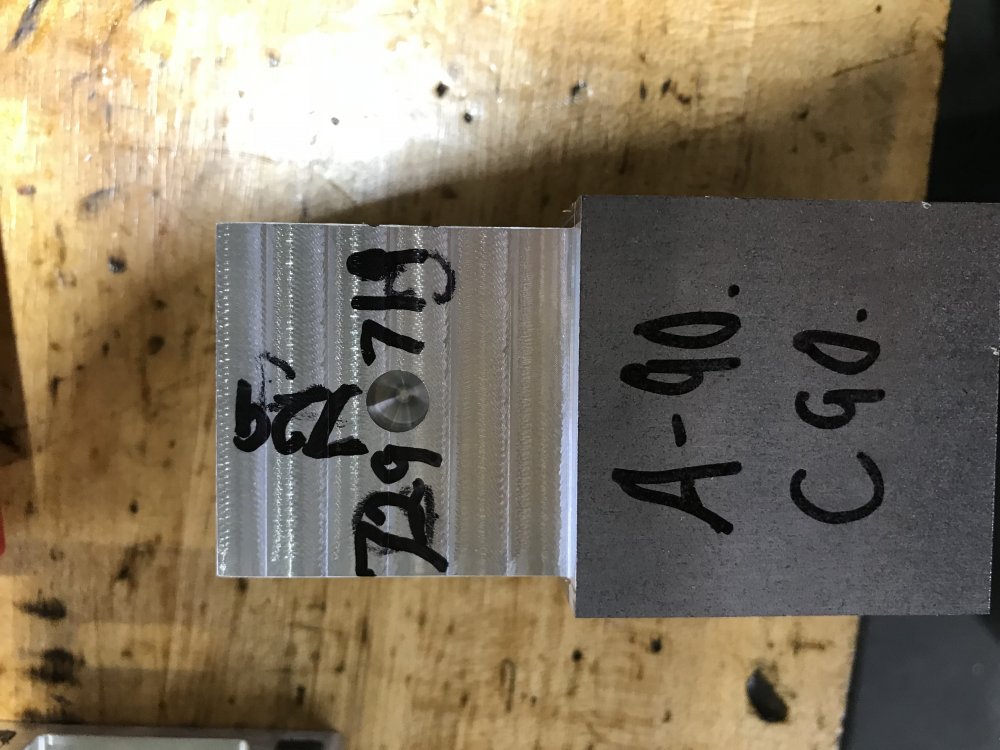
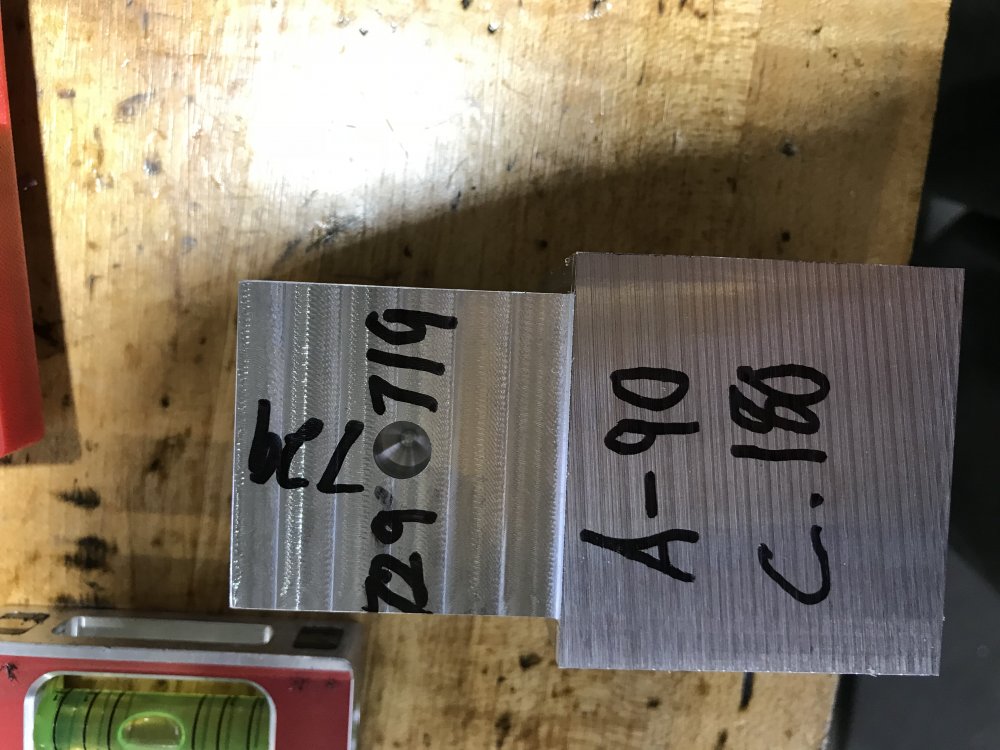
Here is a snip of jcnc test program g68.2 at A-90 C180 and one from jlw test program g68.2 A90 C180. I am pretty confused lol
-
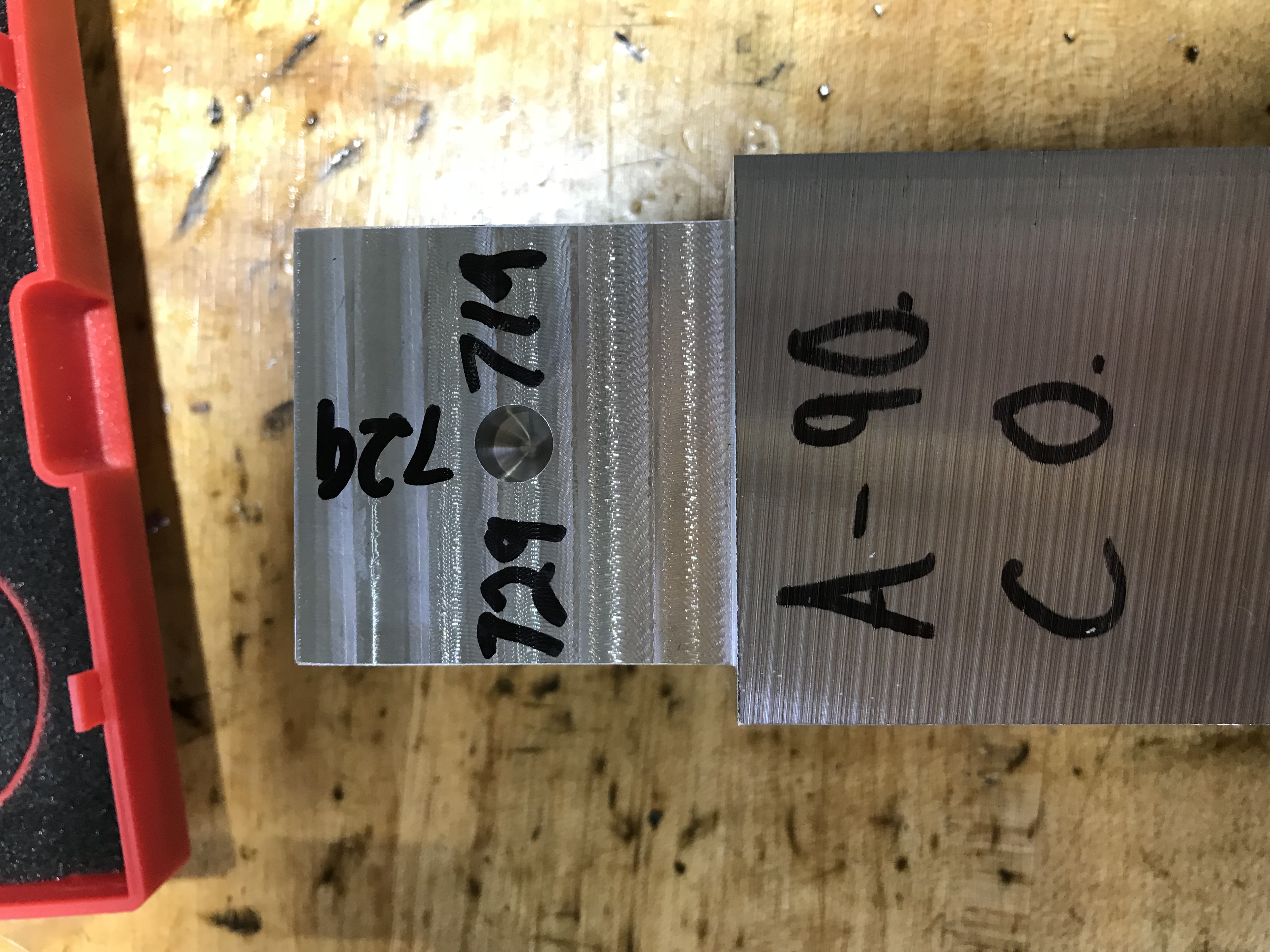
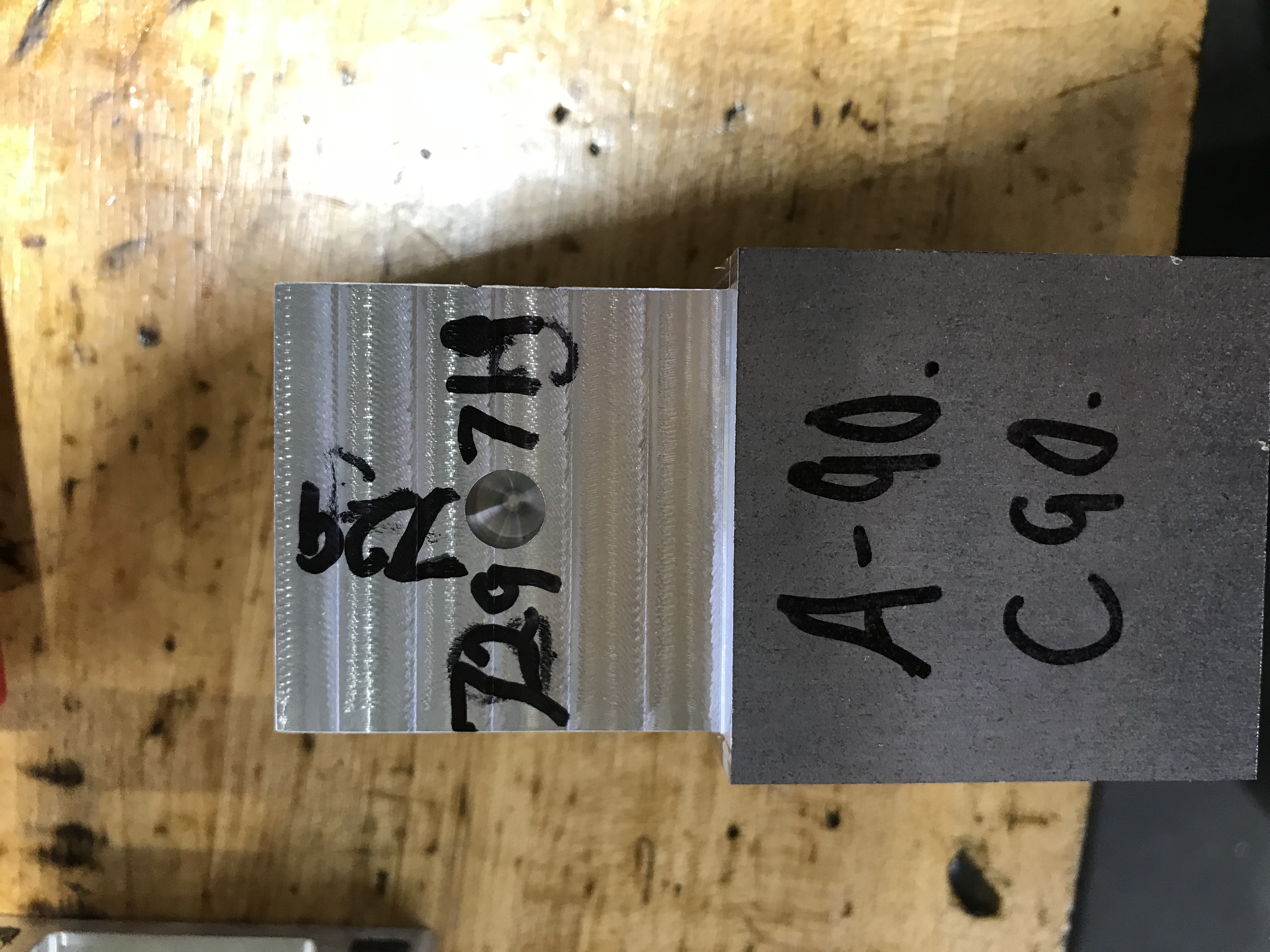
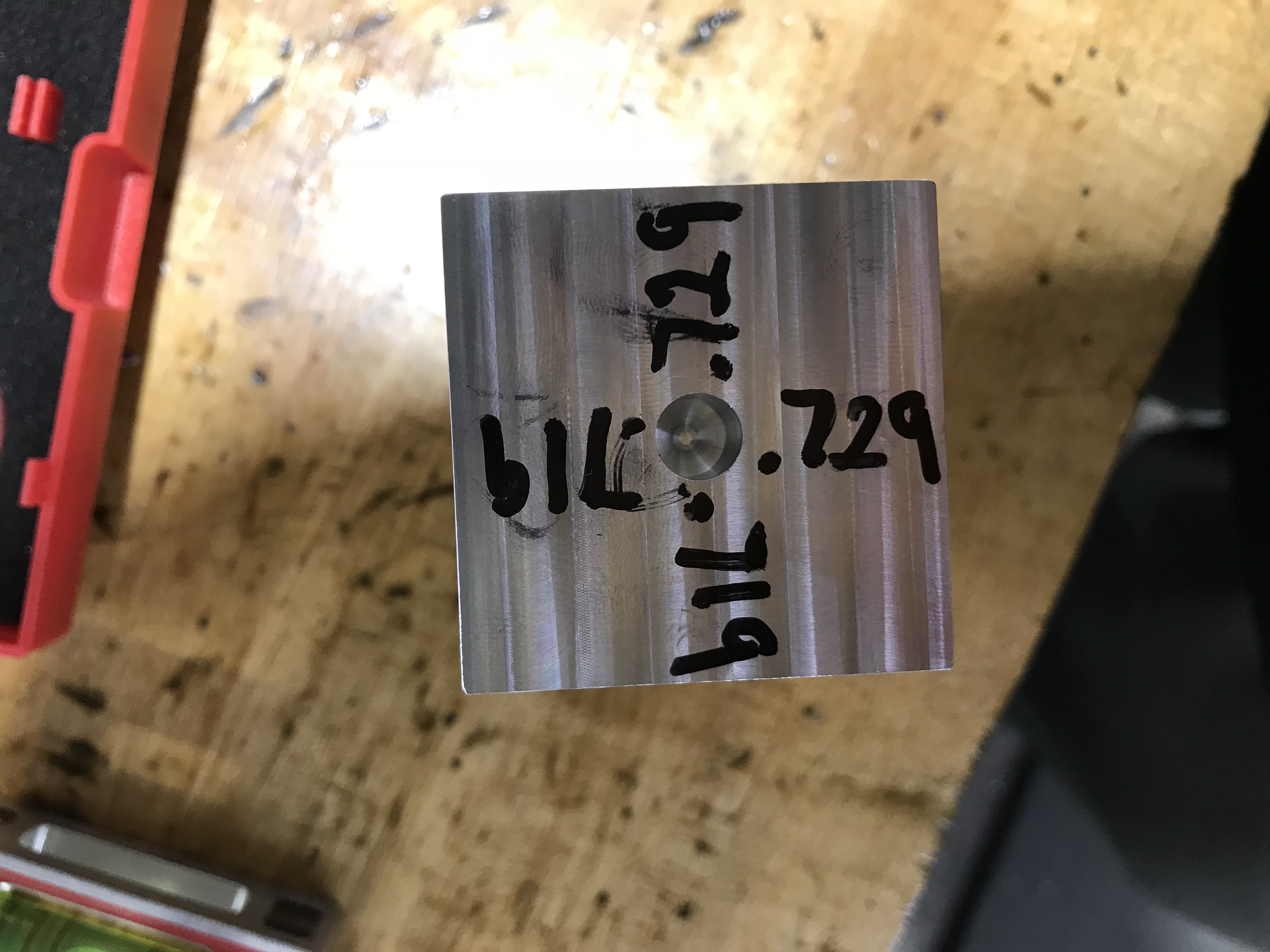
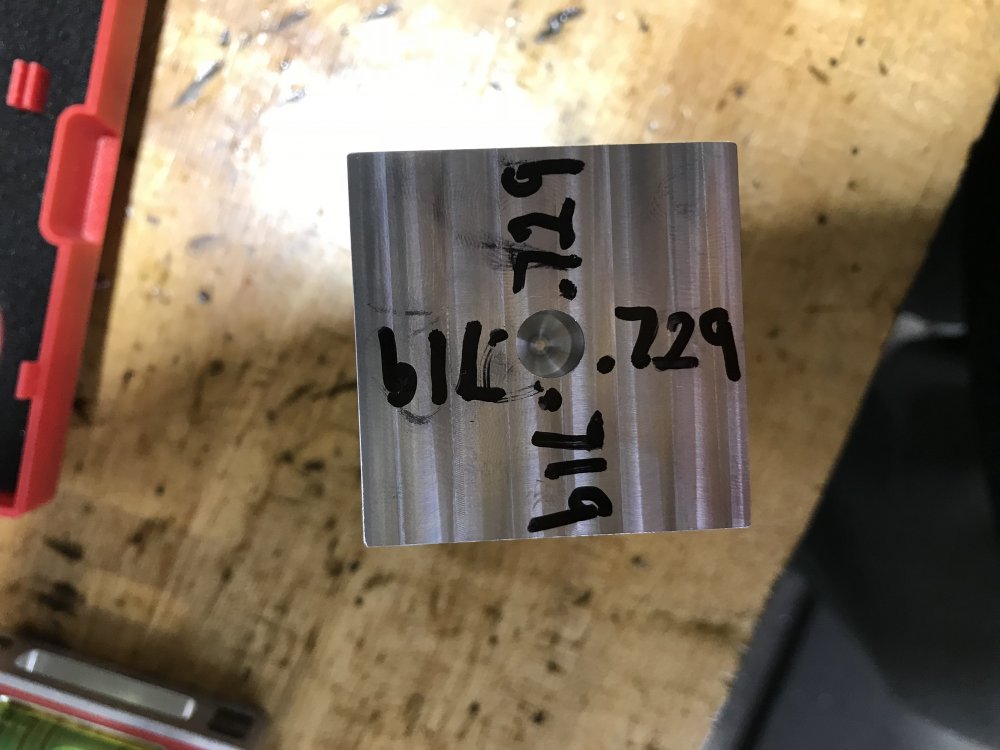
Okay I ran Jcnc’s test program and here is what I got (sorry for the bad hand writing) but all numbers from from outer wall in hole to side of part are .729 and .719. Not sure what exactly is going on. I tried running JLW’s program and had to change some M codes for C clamp and unclamp and it started to run then when it goes to rotation it try’s going A90 (our machine can only do A-90) so tried making the numbers negative, after it rotates to A-90 when it hits the G68.2 line it still tries going back to A90. I tried changing some numbers and it just goes to odd positions. Maybe jlw post uses Euler angles and ours is Roll pitch yaw so the I j k numbers are different from ours?


-
Mazak Variaxis i-600 G54.4, G68.2
Barrier21 replied to Barrier21's topic in Machining, Tools, Cutting & Probing
Thanks jlw I have tried calling and left several voicemails, just waiting for the call back. Our apps guy here doesn’t seem to know much about anything we ask. -
Mazak Variaxis i-600 G54.4, G68.2
Barrier21 replied to Barrier21's topic in Machining, Tools, Cutting & Probing
That’s okay! Thanks anyway y’all! -
Hi all, I am very new to machining (didn’t know what an endmill was until 6 months ago) anyway I have been running a Haas Vf3 and Vf4 and St30 for awhile without any issues. However our shop got a new Variaxis a couple months back and we haven’t gotten a quality part out of it yet. Our programmer is in Oklahoma and comes down to help set up the machines (we are located in Garland TX) and he is very very experienced and great at what he does but we cannot seem to figure out G54.4 or G68.2. He recently posted about this issue and we got some very good feedback, his username is jcncprogrammer. Anyway I’m running these machines by myself 90% of the time and I’m just curious if we need to adjust some parameters or check the machine calibration or what it may be. If anyone is located around the DFW area and would be willing to swing by and help a newby out, it would be greatly appreciated and invaluable. Thanks