scottm085
-
Posts
30 -
Joined
-
Last visited
Recent Profile Visitors
894 profile views





scottm085's Achievements
")





-
Something to watch out for, when you post your file, it should be a .ARC then when you read it into the controller it converts the file to a .WPD at this point the controller breaks up your program and puts each file into its appropriate folder. Also, in the sync manager make sure to rename your file to whatever you want to call it otherwise I think it reverts to the name "SAMPLE CODE" and you will have to go in and rename each program file individually on the controller.
-
We have had meetings with our reseller, post builders from CNC Software, and the guy from DMG who wrote the code for the CTX module/post from Germany. I think everyone agreed that they had some work to do! All of us were in a meeting together, which was nice, but unfortunately not that productive. At this point we're just dealing with the work arounds which is still a headache. It wouldn't be so bad if we were a high quantity production shop, but we are a high mix low quantity job shop which forces us to constantly be changing over setups and running new code on these machines.
-
One of the last interactions with our reseller they had informed us that going forward they would not be offering this machine environment for mill/turn until the post and syncing issues were resolved (doesn't really help us). I don't know if they did or didn't but we feel left on an island a bit... We have had our machines for over two years and have yet to see any progress being made. From what I have heard the single stream CTX machines are fine with Mastercam Mill/Turn, the multi-channel machines are the real struggle since that is where the structured programming really takes effect.
-
From what I have heard, most of them use Partmaker. The software is not that great but it turns out pretty solid code. We have looked into other software solutions here as well, I don't think anyone has it totally figured out yet, we have seen a couple of demos from two of the bigger CAM companies and they looked pretty solid. We are not ready to jump ship yet, but are definitely hoping that Mastercam makes some strides to accommodate these machines in the near future.
-
These machines do support ISO code. They should have also come with template files for your machine environment. You are supposed to use specific post templates for different machining strategies, pretty much like choosing the setup type in the "Job Setup" area for mill/turn. What I was told is that you need a separate template to run standard ISO code. We have not been able to get our hands on this template yet. I believe the template files are originated from DMG and they submit them to a reseller and then to the end user. As of right now there is not of surplus of knowledge in the US about these machines and/or post support for them. Everything I know has basically come from reading poorly translated documentation files and trial and error.
-
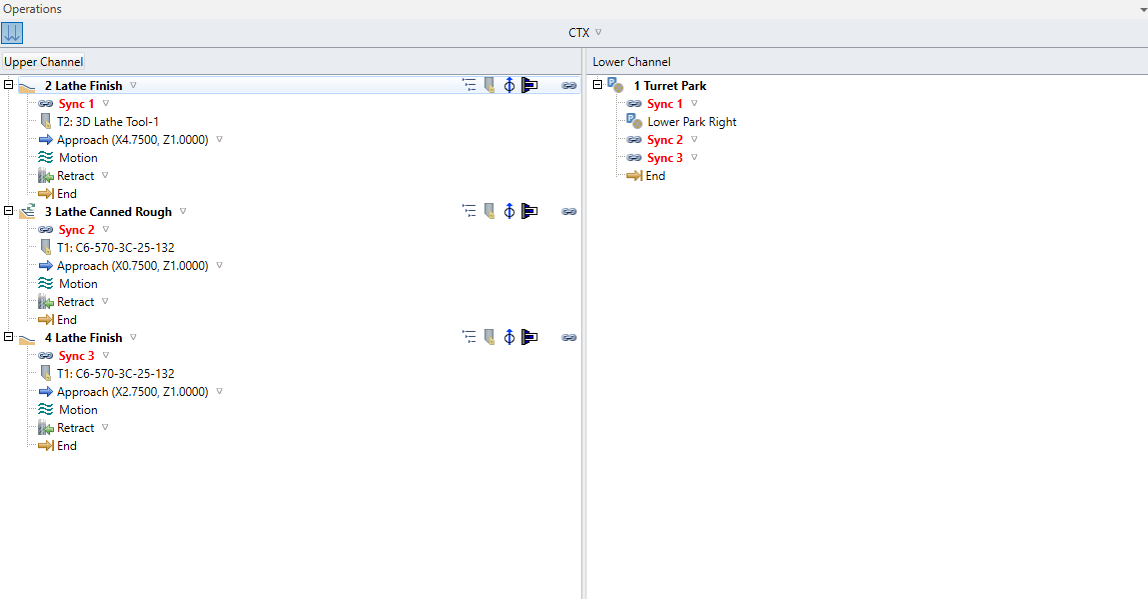
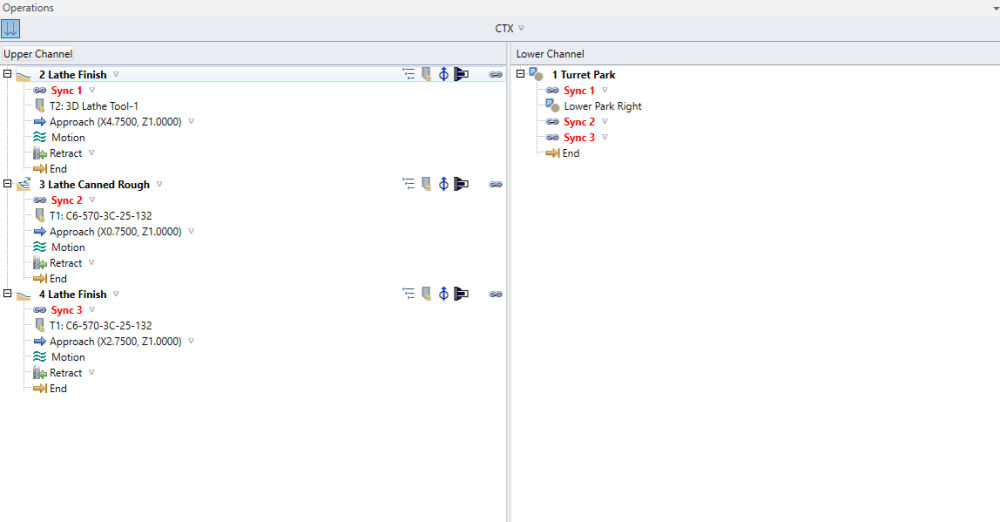
Regarding the comments, it was taught to me by a DMG tech, that for the paths that work on the main spindle the comment needs to be "SP4" and for the sub spindle "SP3". For most situations the syncs have to be opposite from one another. In the screenshot i showed the comment for sync 1 on the upper channel is SP4 and the comment for sync 1 on the lower channel is SP3.
-
Here is an example of syncing a simple jaw turning program. Notice that all the operations have syncs.
-
We also have an NTX. Toolpathing is essentially the same between the CTX and NTX, using the sync manager is where it becomes challenging. The CTX controller breaks each tool path up into its own sub program and using the "syncs" in the sync manager is what creates the sub program. I don't want to get too far into the weeds here but for the program to run there needs to be an equal amount of sub programs in each channel, even if you are not doing anything on the other channel there needs to be dummy operations. At the beginning of each sub there is info that updates the controller on the status of the machine, for example, it will read a variable at the start of each op and see that either the main chuck is empty, has an unmachined part, or has a finished part. It constantly updates the status of both channels so that if you had to stop and restart, you could do so at any part of the program without having to sift through and line up wait codes like you would on an NTX machine.
-
Unforturnately, we are still stuck on 2023 still so I can't look at your file. If you can send a 23 file I could take a look and show you how I process parts to make them run on these machines.
-
We have two CTX Beta TC 4A's and they have been nothing short of a pain to program. Ours have Siemens controllers that read Gildemeister structure, so maybe not the same situation you are in. What I do know is that for ours to run the controller needs code in both channels, even if you are only using one channel. For instance, if we are only using the main chuck and upper tool spindle in a program we will also program a dummy operation for the second channel. In most cases the dummy operation would be something like a turret park. Then in the sync manager you have to sync every operation from channel one to that turret park in channel two. We have been working with Mastercam and DMG for almost two years and there are still quite a bit of work arounds to get the CTX machines to play nicely with the Mastercam Mill/Turn module.
-
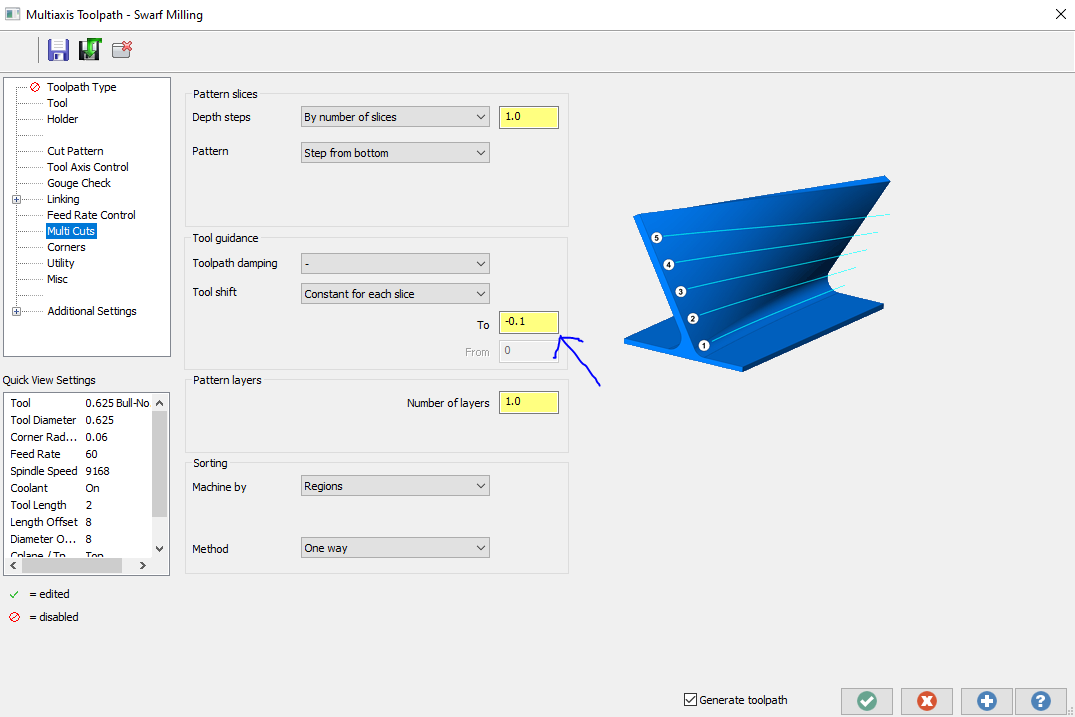
Contouring with 1/4 in ball end mill from bottom to top
scottm085 replied to zachdem1000's topic in Industrial Forum
Here is what I generally use.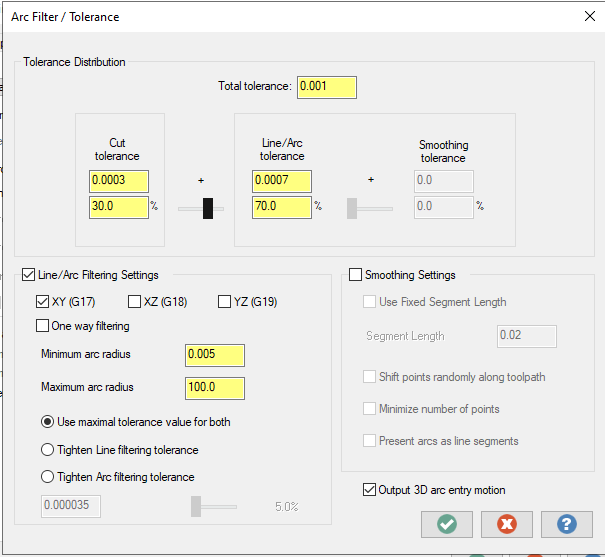
-
I don't have 2024 currently, but i think this is what your looking for
-
Thanks for the responses, at least it seems that there are some folks out there who have at least heard of structured programming. There doesn't seem to be many programming examples or tutorials I have come across online other than a small bit of information in the mill/turn machine documentation. There is going to be a bit of trial and error to get comfortable with this.
-
The machine will run traditionally formatted code. But for support from DMG we are basically being told that if we don't use the structured program method, we may not get technical support. Apparently, it is the way they were designed to run and is how they do it in Germany. There are many positives to structured programming and think it will be useful once figured out. There just doesn't seem to be an easy way to program this machine like you would a traditional mill/turn. We also have an integrated robot with the machine and is part of the reason we want to program it how it is intended.
-
reseller is here right now... still trying to figure it out.